In MMU3 với TPU - Bộ phận và Cài đặt

Hướng dẫn này cung cấp các bộ phận, cài đặt và đề xuất về cách in TPU với MMU3 cùng với các vật liệu khác. Bài viết đi sâu vào các sửa đổi cần thiết cho bộ đùn, cách tinh chỉnh bộ căng, lưu trữ TPU, cài đặt bộ cắt lát chi tiết và các phương pháp gỡ lỗi. Nó cũng bao gồm các ví dụ về đầu sợi và cài đặt cho các thương hiệu TPU khác nhau.




Mô tả
Miễn trừ trách nhiệm: Xin đừng mong đây là một bản sửa đổi "tải về và dùng ngay" hoạt động tức thì. Việc in TPU đáng tin cậy trong quá trình in đa vật liệu thực sự rất khó và đòi hỏi bạn phải hiểu rõ máy của mình! Tôi sẽ cung cấp tất cả các bộ phận và cài đặt đã hoạt động với tôi, cũng như trợ giúp cách bạn có thể tinh chỉnh máy của mình cho đến khi nó hoạt động. Nếu có câu hỏi / bạn muốn được trợ giúp về máy của mình, bạn có thể để lại bình luận và tôi sẽ giúp bạn ngay khi có thời gian.
Miễn trừ trách nhiệm 2: Bản sửa đổi này được thiết kế cho Nextruder, vì vậy nó hoạt động cho MK4(S) và Core ONE. Nhưng vì tôi không có Core ONE, nên tôi không thể cung cấp bất kỳ thông tin trực tiếp nào dành riêng cho máy này.
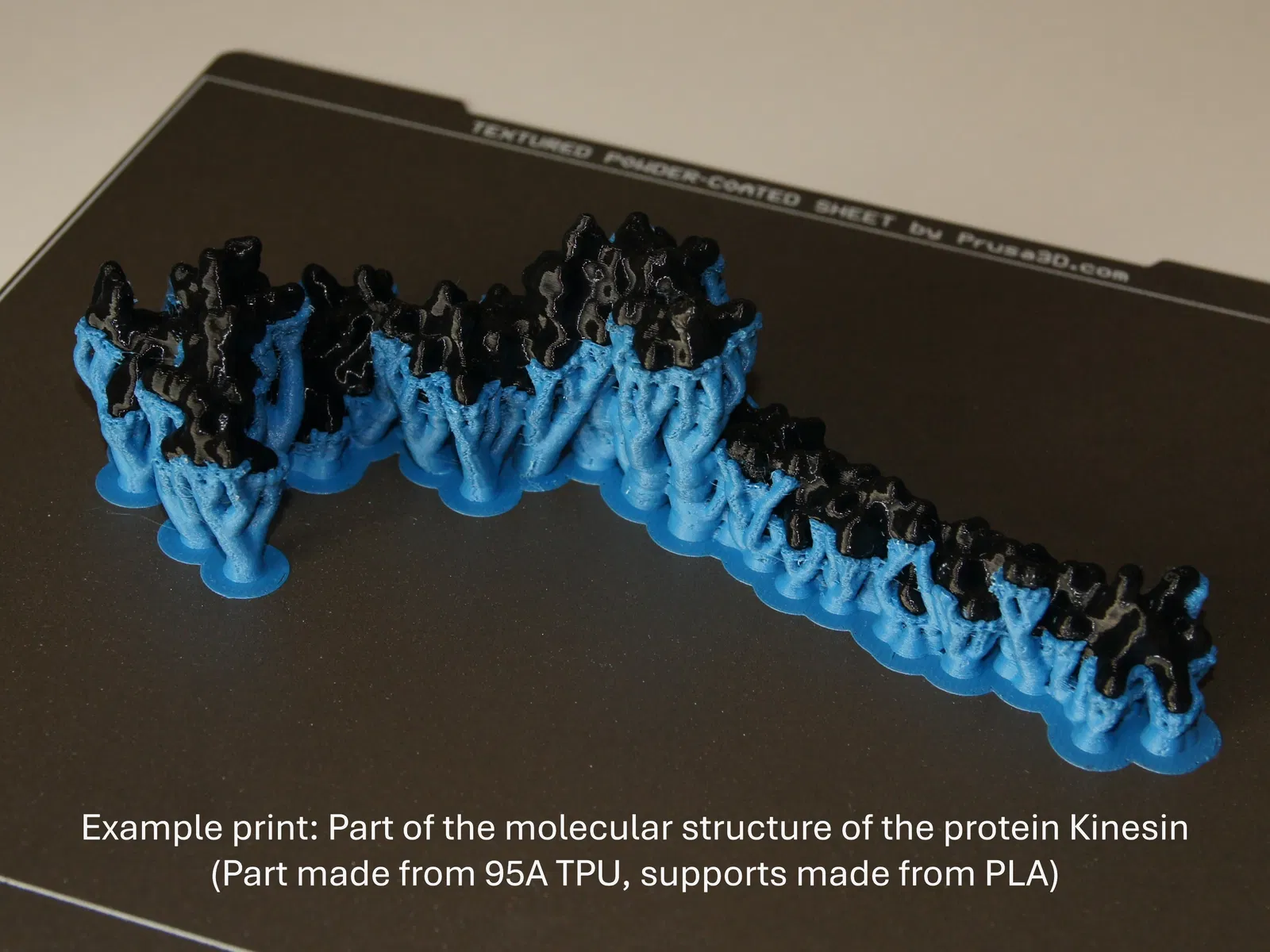
Miễn trừ trách nhiệm 3: Tôi chỉ mới thử nghiệm TPU với độ cứng Shore 95A cho đến nay vì đây là TPU duy nhất tôi có sẵn. Tôi không thể nói về giới hạn đối với TPU mềm hơn. Nếu bạn đã thử nghiệm TPU mềm hơn, vui lòng để lại bình luận về trải nghiệm của bạn với nó và bản sửa đổi này.
Thiết lập phần cứng
Bộ MMU3 - UltiMulti
Bộ MMU3 mà tôi sử dụng không phải là bộ gốc, mà là UltiMulti do David tạo ra. Tôi chưa bao giờ thử bộ MMU3 tiêu chuẩn, vì vậy tôi không thể nói nó xử lý TPU tốt như thế nào. Nếu bạn đã có bộ MMU3 tiêu chuẩn hoạt động, tôi khuyên bạn nên sửa đổi bộ đùn và xem nó hoạt động ra sao. Nếu bạn có UltiMulti hoặc đang cân nhắc chế tạo một cái, đây là những bản sửa đổi tôi đã sử dụng cho nó:
- MMU3 Ultimulti fixed ELECOVER_BOTTOM_C13 (chỉ để cải thiện hình ảnh)
- (chỉ để cải thiện âm thanh)
- Thay vì sử dụng bộ phận _SELECTOR_B18 được cung cấp trong thư mục bộ phận UltiMulti, tôi đã sử dụng bộ phận SELECTOR_B19_EXPERIMENTAL_ trong cùng thư mục. Chính thức, điều này là để giúp nạp sợi cuộn xoăn hơn, nhưng tôi có thể tưởng tượng rằng nó cũng giúp ích cho các vật liệu linh hoạt.
Tôi phải ghi nhận công lao xứng đáng và nói rằng tôi rất hài lòng với UltiMulti. Nó trông đẹp, hoạt động hoàn toàn đáng tin cậy với tôi cho đến nay, và thực tế là bộ phận idler có thể mở ra trong vài giây mà không cần bất kỳ công cụ nào đã rất hữu ích nhiều lần.
Tôi đã in tất cả các bộ phận cho UltiMulti từ PCCF với chiều cao lớp là 0,15 mm, nhưng điều này có lẽ là quá mức cần thiết. PETG hoặc ASA có lẽ đều hoạt động tốt.
Các sửa đổi bộ đùn cần thiết
Gợi ý: Khi tháo rời bộ đùn, hãy đảm bảo không làm mất miếng đệm mỏng nằm trên trục động cơ phía sau bánh răng dẫn động. Nó dễ bị bỏ sót và bạn có thể sẽ tháo lắp bộ đùn nhiều lần.
Thiết kế của tôi dựa trên bản sửa đổi MK4S Bogie Idler & Main Plate của KentO.
Tôi đã sao chép hình học của anh ấy trên tấm chính và lắp nó lên trên tấm chính được thiết kế cho MMU3 để cho phép cảm biến sợi đã sửa đổi của MMU hoạt động. Ngoài ra, tôi đã kéo dài đòn bẩy và thiết kế lại cụm lò xo căng (và thực hiện một số điều chỉnh nhỏ khác để cải thiện khoảng trống). Điều này giúp đạt được hai điều:
- Vì đòn bẩy bây giờ dài hơn, nó di chuyển cụm lò xo căng xa hơn khi được kích hoạt bởi sợi trong bộ đùn. Điều này là để giúp phát hiện việc nạp TPU, vì TPU di chuyển đòn bẩy ít hơn đáng kể so với các vật liệu cứng khi được nạp.
- Các vít chạy qua đỉnh của bộ đùn và kết nối với các lò xo giờ đây được kéo thẳng thay vì nghiêng qua các lỗ của chúng trong bộ phận kim loại của bộ tản nhiệt. Điều này giúp loại bỏ một số lực cản.
Tôi đã giữ lại mọi thứ khác tương tác trực tiếp với sợi gần như giống nhau. Vì KentO tuyên bố rằng anh ấy đã in TPU với độ cứng Shore lên tới 60A với nó, tôi không thấy cần phải cải thiện phần này.
Bạn có thể tìm thấy tất cả các bộ phận cần thiết cho bộ đùn trong tệp Extruder parts.3mf. Tôi cũng đã in chúng từ PCCF, với chiều cao lớp 0,15 mm (ngoại trừ Idler inserts, được in bằng ASA, vì tôi sợ PCCF trên PCCF có thể không trượt tốt). Đảm bảo rằng chất lượng bề mặt và độ chính xác kích thước của các bộ phận rất tốt. Nếu không, cơ chế có thể không hoạt động như dự định, hoặc sợi có thể bị kẹt. Bạn có thể cần chà nhám một số bộ phận nếu chúng không quay mượt mà như mong đợi, hoặc sợi không thể đi qua chúng. Nếu bạn đã in các bộ phận bằng vật liệu gia cố sợi, như PCCF, bạn có thể đặt bù kích thước xy trong PrusaSlicer thành khoảng -0,1 mm. Cá nhân tôi, và một số người khác trong phần bình luận, đã gặp vấn đề là các bộ phận được in từ vật liệu này, do bề mặt hơi nhám của chúng, đôi khi tạo ra quá nhiều ma sát hoặc làm cho các bộ phận quan trọng cách nhau quá xa.
Để biết hướng dẫn lắp ráp, hãy xem hướng dẫn lắp ráp Prusa cho MMU3 và mô tả trên Printables của bản sửa đổi MK4S Bogie Idler & Main Plate. Để lắp đòn bẩy và tấm chính, bạn sẽ phải tháo vòi phun hiện đang được lắp trên máy in. Bộ phận Straightened idler nut yêu cầu bạn lắp một nam châm. Nam châm là thành phần phần cứng duy nhất không thể tháo rời khỏi các bộ phận gốc mà không làm hỏng chúng. Nếu bạn chế tạo máy in của mình bằng bộ dụng cụ, bạn sẽ có một nam châm dự phòng. Hãy sử dụng cái này thay vì làm hỏng bộ phận gốc, để bất cứ lúc nào, bạn cũng có thể lắp lại máy in của mình về trạng thái mà bạn biết nó sẽ hoạt động bình thường. Nếu bạn không có nam châm dự phòng, tôi khuyên bạn nên in một bộ phận dự phòng trước khi làm hỏng nó. Bộ phận đó có tên là idler-nut-fs-R2 và có thể tìm thấy trong bộ phận in được của MMU3.
Cách tinh chỉnh bộ căng
Gợi ý: Kích hoạt MMU trong cài đặt máy in trong các bước sau. Điều này là để ngăn máy in kích hoạt bộ đùn mỗi khi cảm biến sợi chuyển từ TẮT sang BẬT.
- Lắp các bộ phận đã sửa đổi và đảm bảo tất cả chúng đều di chuyển mượt mà. Nếu không, hãy chà nhám chúng từng chút một cho đến khi chúng hoạt động.
- Trên màn hình máy in, đi tới ‘Cài đặt → Giao diện người dùng → Chân trang’ và thêm tùy chọn ‘FSensor’ vào một trong năm vị trí của bạn. (Thay đổi này có thể được hoàn tác sau khi mọi thứ hoạt động như dự định.)
- Đảm bảo không có sợi trong bộ đùn và đóng đòn bẩy và móc trong cụm bộ căng. Các lò xo chỉ nên chịu một lực căng nhẹ trong trạng thái này. Điều chỉnh bằng vít nếu không phải vậy. Trong trạng thái này, chỉ số đọc cho cảm biến sợi mà chúng ta vừa thêm vào Chân trang sẽ hiển thị ‘TẮT’. Nếu không, hãy tháo đòn bẩy và chà nhám móc của nó ở trên cùng, bộ phận tương tác với bộ căng. Chỉ loại bỏ từng phần nhỏ của móc trước khi kiểm tra lại nếu nó hiển thị ‘TẮT’. Nếu bạn loại bỏ quá nhiều, cảm biến sợi sẽ không kích hoạt.
- Vặn bộ khớp nối PTFE ra khỏi bộ đùn để tiếp cận trực tiếp từ phía trên.
- Mở đòn bẩy và lắp một đoạn TPU bằng tay từ phía trên, và đảm bảo nó đi qua lỗ ở phía dưới. Bạn có thể sử dụng chìa lục giác để đẩy sợi vào lỗ ở phía dưới. Xem hình để tham khảo:
'

- Đóng đòn bẩy và móc trong cụm bộ căng. Cảm biến sợi bây giờ sẽ hiển thị ‘BẬT’. Nếu không, bạn có thể thử nới lỏng nhẹ độ căng của lò xo bằng cách sử dụng vít, nhưng hãy đảm bảo rằng bộ đùn vẫn có đủ độ bám trên sợi. Để kiểm tra độ bám, bạn có thể thử kéo sợi ra từ phía trên khi đòn bẩy đã đóng. Chỉ sử dụng lực hợp lý và đừng kéo hết sức! Bạn không nên có thể lấy sợi ra, và nếu bạn làm được, bánh răng dẫn động sẽ quay cùng với nó. (Kết quả phụ thuộc vào việc động cơ bộ đùn của bạn có đang bật hay không.) Nếu điều chỉnh độ căng không làm cho cảm biến hiển thị ‘BẬT’, thì móc của đòn bẩy có thể không cần chà nhám, mà thay vào đó là thêm một lớp vật liệu vào đó. Bạn có thể làm điều này bằng cách dán một miếng băng dính mỏng vào mặt trong của nó. Thêm từng lớp cho đến khi cảm biến hiển thị ‘BẬT’. Nếu bạn không thích băng dính làm giải pháp lâu dài, tôi đã thêm các tệp .stp của tất cả các bộ phận tôi đã sửa đổi, vì vậy bạn có thể điều chỉnh đòn bẩy của mình để nhô ra xa hơn và in lại nó.
- Mở đòn bẩy lại và tháo sợi. Đóng đòn bẩy. Cảm biến bây giờ sẽ hiển thị ‘TẮT’ trở lại. Nếu không, hãy quay lại bước 3.
- Trên màn hình máy in, đi tới ‘Điều khiển → Hiệu chỉnh & Kiểm tra → Hiệu chỉnh bánh răng’. Chọn nó và làm theo hướng dẫn của máy in.
- Tắt MMU bằng màn hình máy in. Điều này sẽ cho phép nạp sợi trực tiếp. Bây giờ bạn có thể đẩy các lò xo căng cho đến khi bộ đùn bắt đầu quay để nạp sợi. Lắp TPU của bạn và đảm bảo nó có thể được nạp vào vòi phun đúng cách. Nếu thành công, bạn có thể gỡ nó ra.
- Bật lại MMU và vặn ống PTFE trở lại bộ đùn. Bạn đã sẵn sàng để bắt đầu ^^.
Lưu trữ TPU
Nhờ thiết kế của MMU3, bạn có thể kết nối đầu vào sợi của nó với bất cứ thứ gì bạn muốn. Đối với việc in TPU, điều này khá hữu ích vì bạn nên giữ TPU của mình khô ráo, vì vậy tôi khuyên bạn nên in trực tiếp từ hộp sấy. Đảm bảo rằng có ít lực cản nhất có thể khi kéo vật liệu ra khỏi hộp sấy, để nó có thể được nạp vào bộ đùn một cách đáng tin cậy.
Cài đặt bộ cắt lát
Miễn trừ trách nhiệm 4: Nói chung, MMU3 hoạt động tốt với vòi phun lưu lượng cao và vòi phun tiêu chuẩn, với vòi phun lưu lượng cao chỉ yêu cầu thể tích làm sạch nhiều hơn một chút. Nhưng khi in với TPU, một trong những thách thức chính là quá trình tinh chỉnh đầu nhọn. Để làm cho việc này dễ dàng hơn, tôi đã chỉ sử dụng vòi phun tiêu chuẩn khi in với TPU. Các cài đặt sau đây có thể sẽ không hoạt động với vòi phun lưu lượng cao, và việc tinh chỉnh chúng cho vòi phun tiêu chuẩn đã đủ khó, vì vậy tôi sẽ không làm điều đó cho một vòi phun khác.
Tất cả các cài đặt tôi thấy có liên quan đều là một phần của cài đặt ‘Filaments’, vì vậy, để bắt đầu, bạn nên kiểm tra xem TPU của mình đã có cấu hình do Prusa cung cấp chưa. Để làm điều này, nhấp vào ‘Cấu hình → Trình hướng dẫn cấu hình’ trong Prusa Slicer và thực hiện cho đến khi bạn đến phần ‘Filaments’. Tôi đã in với ‘Overture High Speed TPU’, nhưng tôi không mong đợi bất kỳ điều gì đặc biệt về vật liệu này khiến nó khác biệt với các vật liệu khác.
Đây là các cài đặt tôi thấy có liên quan nhất để đạt được việc thay đổi sợi đáng tin cậy:
- Nhiệt độ in: Tôi đang in ở nhiệt độ giữa phạm vi khuyến nghị (tương ứng với 220°C trong trường hợp của tôi). Một trong những vấn đề chính mà chúng ta muốn tránh là TPU tạo thành một sợi dài, mỏng ở đầu nhọn khi rút. Nhiệt độ quá thấp dường như làm trầm trọng thêm vấn đề với các sợi mỏng ở đầu nhọn. Nhiệt độ quá cao dường như làm cho đầu nhọn dày hơn.
- Thông số Tge: Bây giờ là lúc điều kỳ diệu xảy ra, trong ảnh chụp màn hình bạn có thể thấy tất cả các cài đặt có liên quan, nhưng tôi sẽ đi qua những cài đặt nào tạo ra sự khác biệt lớn nhất:
- Tốc độ rút: Chúng nên cao vì tốc độ rút cao làm giảm các sợi sợi mỏng ở đầu nhọn.
- Độ trễ sau khi rút: Nếu TPU vẫn còn quá ấm khi rút ra khỏi bộ đùn, nó sẽ bị ép vào bánh răng dẫn động và dính vào đó. Điều này sẽ khiến nó không thoát ra khỏi bộ đùn qua lỗ phía trên, mà bị bánh răng quay kéo sang một bên và bị ép giữa bánh răng và đỉnh của tấm chính, nơi nó sẽ đông đặc lại và bị kẹt. Điều này ngăn MMU rút hoặc nạp lại nó và có thể yêu cầu tháo rời bộ đùn để loại bỏ nó. Như bạn có thể thấy trong hình bên dưới, trong cài đặt hiện tại, tôi không sử dụng điều này. Điều này là do hai lần di chuyển làm mát mất đủ thời gian để TPU nguội.
- Số lần di chuyển làm mát: Tôi sử dụng hai lần di chuyển làm mát để cho phép một lần di chuyển “đóng dấu”, giúp loại bỏ sợi TPU ở đầu nhọn.
- Khoảng cách đóng dấu [...]: Như bạn có thể thấy bên dưới, giá trị này được đặt là 40 mm. Giá trị gốc sẽ là 45 mm, là khoảng cách của điểm làm mát từ đầu vòi phun. Bằng cách đặt giá trị thấp hơn, TPU không được nạp hoàn toàn trở lại vào đầu nhọn. Tôi đã làm điều này bởi vì, theo kinh nghiệm của tôi, việc nạp nó hoàn toàn chỉ tạo ra đầu nhọn quá dày và không thực sự giúp ích cho các sợi mỏng. Bằng cách chỉ nạp lại một phần, chúng ta chủ yếu làm tan chảy lại sợi mỏng, sau đó tách ra, để lại một đầu nhọn sạch.
- Thông số ép: Theo kinh nghiệm của tôi, đây là cài đặt quan trọng nhất khi cân bằng độ dày của đầu sợi và khả năng tạo thành sợi ở đầu nhọn. Tốc độ thể tích cao rất tốt trong việc loại bỏ sợi, nhưng tạo ra đầu nhọn dày. Tốc độ thể tích thấp giữ cho đầu nhọn mỏng nhưng có xu hướng tạo ra sợi. Tôi đặt đường cong sao cho nó duy trì ở khoảng 3 mm³/s trong một giây, để hy vọng trạng thái của TPU trong vòi phun ngay trước khi ép được cân bằng cho tất cả các lần rút sợi. Khi tinh chỉnh cài đặt cho sợi của bạn, đây là cài đặt tôi sẽ bắt đầu.

-
Mã G-code bắt đầu: Tôi đã thêm dòng sau vào cuối phần ‘Mã G-code tùy chỉnh’ của ‘Filaments’. Điều này sẽ khiến TPU được nạp sâu hơn một chút vào vòi phun. Câu lệnh if đảm bảo rằng dòng này chỉ được thêm khi sợi được nạp trên tháp làm sạch và không ngay sau dòng làm sạch ban đầu. Về lý thuyết, bạn có thể đạt được điều gì đó tương tự bằng cách tăng ‘Trình sửa đổi thể tích làm sạch’, nhưng giải pháp mã tùy chỉnh để lại ít khoảng trống hơn trên tháp làm sạch và cũng giảm dấu chân của nó.
{if layer_num>0 or initial_extruder!=current_extruder}G1 E5 F{filament_loading_speed_start[current_extruder]*60} ; preload the extruder G92 E0 ; reset extruder position{endif}
-
Tốc độ thể tích tối đa: Trong trường hợp bạn chưa tìm thấy cấu hình cho TPU của mình và đang tự tạo một cái, đừng quên đặt điều này, vì TPU phải được in chậm hơn đáng kể so với các vật liệu khác. Của tôi được đặt ở mức 6 mm³/s.
-
Advance áp suất: Kiểm tra xem giá trị advance áp suất phù hợp có được đặt trong ‘Mã G-code bắt đầu’ bằng lệnh ‘M572 S…’. Của tôi được đặt ở mức 0,2, nhưng điều này phụ thuộc nhiều vào sợi cụ thể.
-
Trình sửa đổi thể tích làm sạch: Bạn cần đặt thể tích làm sạch của TẤT CẢ các sợi KHÁC, được nạp SAU khi TPU đã ở trong vòi phun, đủ cao để làm sạch hoàn toàn TPU. Ngay cả một lượng nhỏ TPU trộn lẫn vào vật liệu khác như PLA cũng có thể làm hỏng đặc tính của nó. Nếu bạn có một vật thể lớn và vật liệu trộn lẫn chỉ được làm sạch vào phần ruột, đây không phải là vấn đề lớn, nhưng tôi chủ yếu sử dụng PLA làm vật liệu hỗ trợ cho TPU, và các bộ phận hỗ trợ sẽ bắt đầu bị lỗi nếu chúng được in với quá nhiều TPU còn sót lại. Tôi sử dụng trình sửa đổi thể tích làm sạch là 120% cho PLA.
Gỡ lỗi / những điều cần lưu ý
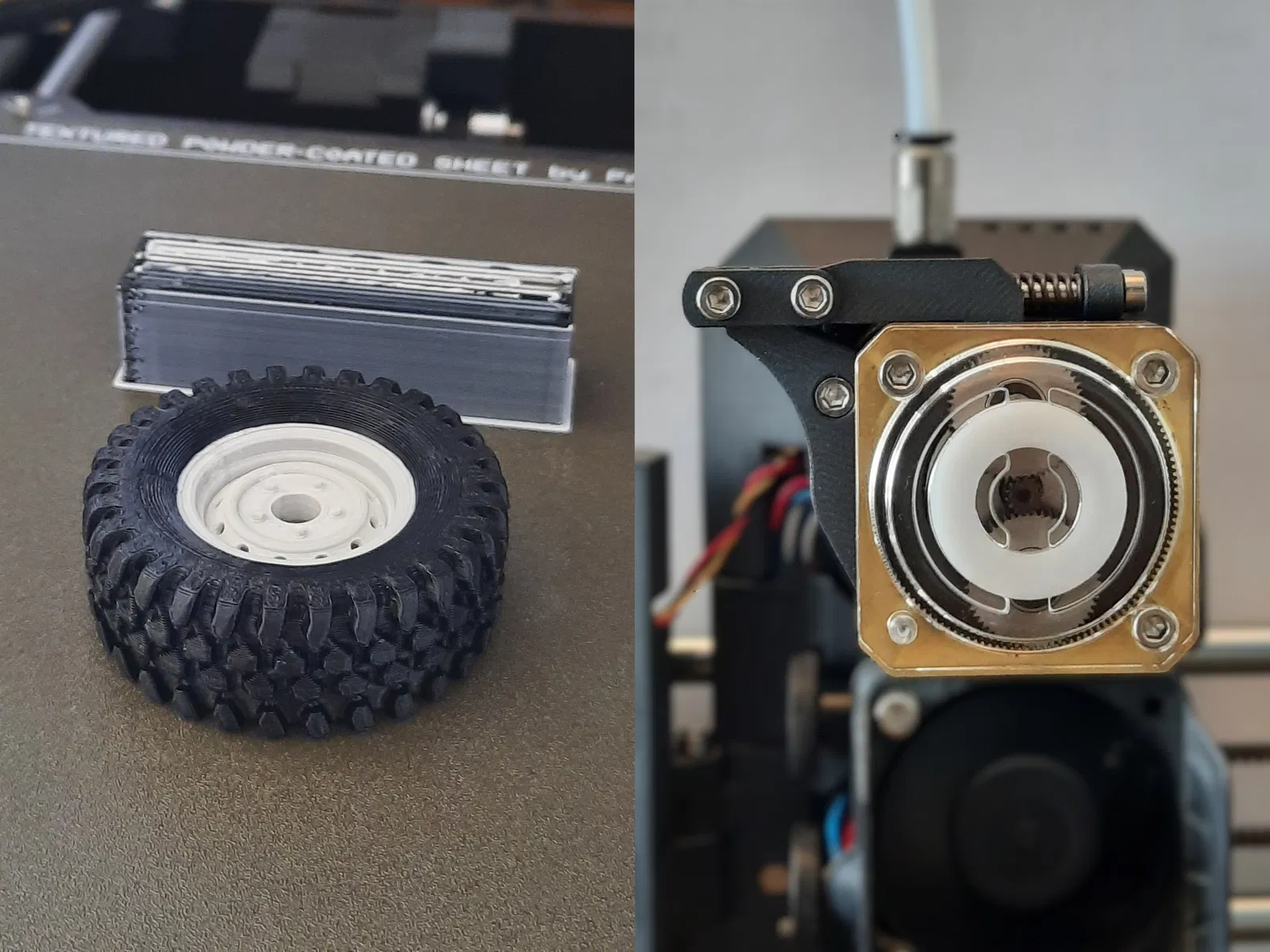
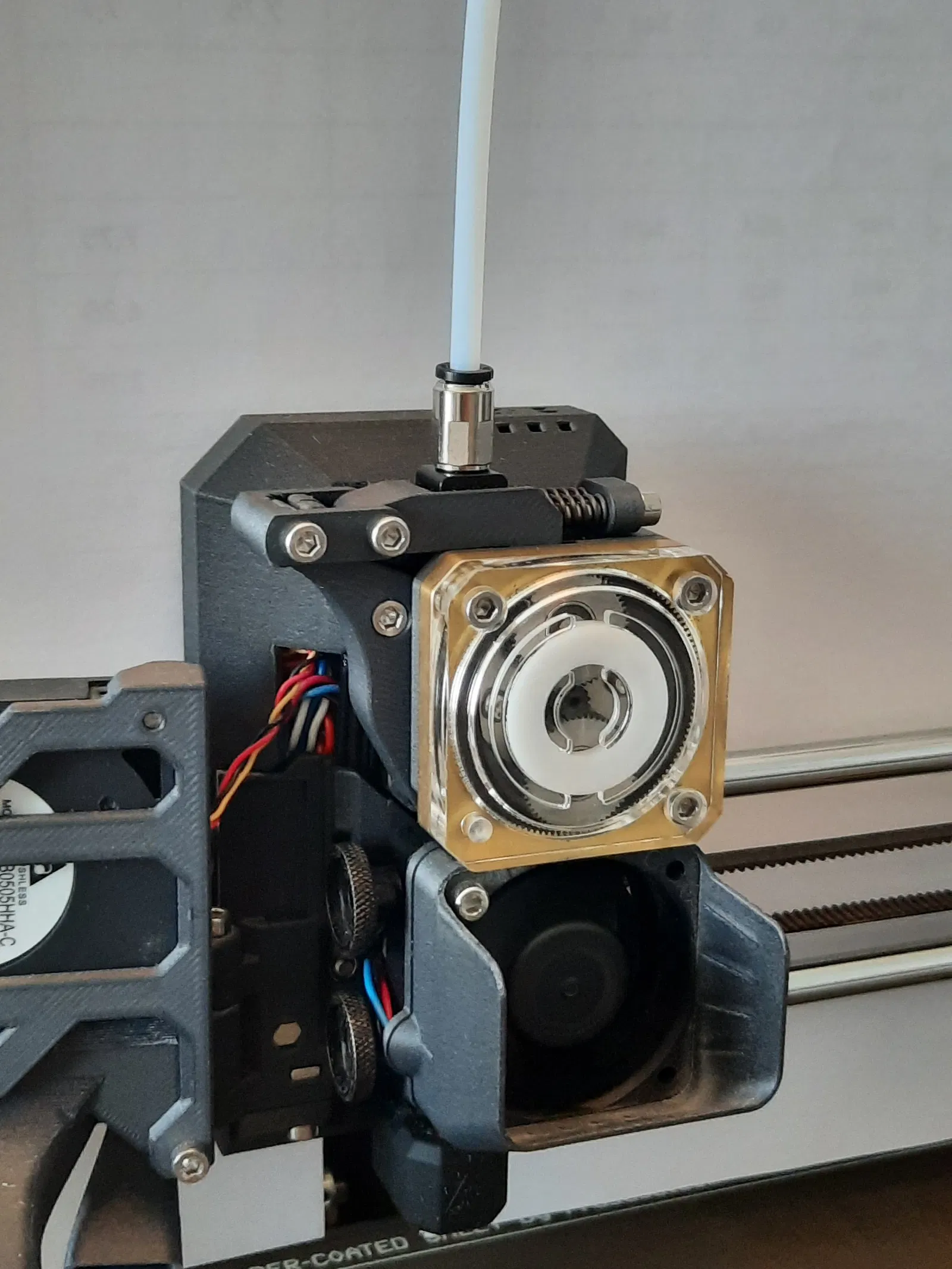
Công cụ gỡ lỗi - Bộ theo dõi dòng chảy sợi
Để hỗ trợ gỡ lỗi, tôi đã tạo bộ phận Filament flow watcher. Tôi khuyên bạn nên in bộ phận này với vòi phun 0,25 mm và chiều cao lớp 0,1 mm, nhưng với vòi phun 0,4 thì nó cũng nên hoạt động nếu cài đặt của bạn được tinh chỉnh tốt. Nó không yêu cầu bộ phận hỗ trợ nếu được in ở hướng đã cho, nhưng việc thêm phần viền không phải là ý tưởng tồi. Khi vặn bộ phận này vào giữa ống PTFE và bộ đùn, nó cho phép bạn xem sợi của mình di chuyển như thế nào, và nó đã giúp tôi rất nhiều trong quá trình gỡ lỗi để xác định xem sợi bị kẹt ở giai đoạn nào trong quá trình nạp, và đầu nhọn trông như thế nào ngay sau khi rút. Nó cũng giúp bạn biết khi nào cần hủy một bản in, vì TPU thường sẽ bị kẹt sau khi kích hoạt cảm biến sợi, vì vậy máy in sẽ không nhận thấy điều đó và sẽ tiếp tục in. Có thể bộ phận này sẽ không hoạt động với TPU rất mềm, nhưng như tôi đã nói, tôi không thể kiểm tra điều này.
Vấn đề với TPU
Do các bản sửa đổi chúng ta đã giới thiệu, sợi chỉ có thể đi theo một đường trong quá trình nạp. Hai vấn đề có thể còn lại bây giờ là:
- TPU bị kẹt dọc theo đường đó vì đầu nhọn quá rộng: Phần hẹp nhất mà sợi phải đi qua trong quá trình nạp là ống thép của chính vòi phun. Tất cả các lỗ / đường dẫn khác hoặc rộng hơn hoặc nằm bên trong bộ phận in và có thể được làm rộng ra một chút bằng cách chà nhám các bề mặt tương ứng. Về một mặt, điều này là tốt vì nó cung cấp một điểm tham chiếu dễ dàng giống nhau giữa tất cả các máy in. Điều này cũng cho phép bạn kiểm tra xem đầu nhọn của sợi có quá rộng / biến dạng hay không mà không cần phải nạp nó vào bộ đùn. Chỉ cần lấy một vòi phun Nextruder rời và đẩy sợi vào đó. Bạn sẽ có thể làm điều đó mà không cần dùng lực. Nếu nó vừa với vòi phun, nó cũng sẽ vừa với tất cả các lỗ khác trong bộ đùn (với giả định bạn đã chà nhám chúng đủ). Mặt khác, điều này khá khó chịu vì điều này có nghĩa là nếu TPU bị kẹt trong ống thép, nó đã kích hoạt cảm biến sợi trong bộ đùn, và máy in sẽ không nhận thấy nó bị kẹt. Điều này sẽ dẫn đến việc nó tiếp tục bản in mà không thực sự in. Nếu bạn phát hiện ra vấn đề này khi máy in vẫn đang in trên tháp làm sạch, bạn có thể tạm dừng bản in và khắc phục sự cố (tháo sợi, cắt bỏ đầu nhọn, và lắp lại. Đẩy sợi đủ xa cho đến khi nó chảy ra khỏi vòi phun.). Nếu bạn không phát hiện kịp thời, nó sẽ làm hỏng bản in của bạn.
- Bất kỳ sợi nào được nạp đều bị kẹt trong quá trình nạp hoặc rút vì việc rút TPU tạo ra các sợi mỏng làm tắc nghẽn đường dẫn sợi:
Những sợi này có thể gây đau đầu khá nhiều vì chúng có thể gây ra sự cố ở khắp mọi nơi, cả trong bộ đùn và trong bộ MMU. Dưới đây là các tình huống khác nhau tôi đã phải khám phá:
- Sợi TPU còn lại trong ống PTFE, ngăn vật liệu khác đến được bộ đùn. Nó bị kẹt ngay sau khớp nối PTFE trên bộ đùn.
- Tương tự như trước, một sợi TPU còn lại trong hệ thống, nhưng lần này, vật liệu khác đã được nạp thành công, nhưng trong quá trình rút, nó bị kẹt ở cùng một vị trí.
- Sợi TPU vẫn dính vào một phần nào đó của bộ đùn, trong khi đầu nhọn thực tế của TPU bị rút ra MMU. Ngay khi bộ phận idler nhả TPU để chuyển sang sợi khác, lực căng trong sợi TPU sẽ kéo sợi một phần trở lại đường dẫn đến bộ đùn. Điều này sẽ khiến bộ đùn không nạp được vật liệu tiếp theo theo nhiều cách khác nhau, đôi khi sợi đến được bộ đùn nhưng bị kẹt ở đó do phần TPU còn lại chặn nó (đây có thể là sợi TPU còn lại hoặc toàn bộ đầu nhọn TPU đã bị cắt ngay khi MMU di chuyển TPU một phần trong bộ chọn) và đôi khi nó bị kẹt trước khi kích hoạt cảm biến FINDA trong MMU, dẫn đến việc nó cố gắng tự đặt lại để khắc phục sự cố. Điều này thường chỉ gây ra nhiều vấn đề hơn, vì hiện tại có một hoặc nhiều sợi chìa ra vào đường dẫn của bộ chọn.
Tôi khuyên bạn nên kiểm tra xem đầu nhọn của bạn có tốt không: Bắt đầu một bản in thử nghiệm trong đó bạn kết hợp TPU và một vật liệu khác, như PLA. (Tôi đã tải lên tệp 'TPU Test Object.3mf', chứa một vật thể thử nghiệm đã chuẩn bị với một số tính năng đơn giản, vì vậy bạn có thể đảm bảo rằng các cài đặt bạn sử dụng sẽ vẫn cho phép bạn in TPU tốt. Tệp được thiết lập với các lớp bao quanh và phần ruột bổ sung để quá trình in mô phỏng việc in một vật thể lớn hơn với các tính năng khác nhau. Bạn cũng có thể sử dụng tệp này để sao chép cài đặt của tôi mà không cần nhập thủ công.) Trong quá trình in, ngay sau khi máy in thực hiện chuyển đổi công cụ nơi nó chuyển từ TPU sang vật liệu khác, hãy đẩy TPU từ bất cứ đâu nó được nạp vào MMU để đẩy đầu nhọn ra khỏi mặt trước của MMU. (Xem hình để tham khảo.) Bây giờ bạn có thể kiểm tra xem nó có trông đẹp không, và nếu bạn có một vòi phun dự phòng, bạn có thể thử đẩy nó vào đó để kiểm tra xem nó có nên nạp thành công không. (Đây không phải là một so sánh hoàn hảo, vì bộ đùn có độ bám lớn hơn đáng kể so với bạn và đường dẫn cũng bị hạn chế hơn, nhưng nếu bạn có thể đưa nó vào vòi phun một cách tương đối dễ dàng, thì bộ đùn cũng có thể làm được.)

Đừng quên đẩy / kéo nó trở lại vị trí trước khi MMU chuyển lại sang TPU. Thực hiện điều này trong vài lần rút sợi TPU đầu tiên để xác nhận rằng cài đặt của bạn hoạt động tốt.
Cũng lưu ý rằng đầu nhọn có thể trông khác biệt đáng kể tùy thuộc vào lượng TPU đã được đùn ra trong quá trình in giữa hai lần thay đổi công cụ / sợi. (Thời gian in dài sẽ dẫn đến đầu nhọn dày hơn và hơi có xu hướng bị kéo sợi hơn.)
Nếu bạn đã thực hiện nhiều lần thay đổi công cụ và đôi khi thấy một số sợi mỏng hình thành, ngay cả khi chúng không gây ra vấn đề gì, tôi khuyên bạn nên mở hộp số bộ đùn và làm sạch TPU, nó có thể tích tụ trong túi khí xung quanh bánh răng dẫn động.
Ví dụ
Dưới đây là một số ví dụ về cách đầu sợi của bạn nên hoặc không nên trông như thế nào sau khi được MMU rút ra. (Với điều đó, tôi đề cập đến việc rút sợi được thực hiện trong quá trình in MMU, không phải rút bằng cách chọn nó trên màn hình máy in, vì việc rút sợi mặc định của máy in không bị ảnh hưởng bởi các cài đặt chúng ta đã đặt trước đó.)
Ví dụ
Chất lượng
Nhận xét

Hoàn hảo
Cả đầu nhọn và đầu tròn đều ổn vì cả hai đều sẽ đi qua hệ thống.

Tốt
Một sợi mỏng rất ngắn sẽ không làm kẹt sợi, nhưng nếu nó quá dài thì sẽ gây ra vấn đề, vì vậy lý tưởng nhất là nhắm đến kết quả như trên. Loại đầu nhọn này cũng có thể cho biết sợi ban đầu dài hơn nhưng bị đứt và hiện đang ở một nơi nào đó khác trong hệ thống.

Kém
Nếu đầu sợi quá dày, nó sẽ bị kẹt khi được nạp vào vòi phun. Nó có thể có đường kính chính xác của ống thép của vòi phun, vì điều này đã tạo ra đầu nhọn này, nhưng trong khi nó được đẩy vào, nó sẽ giãn ra thêm, khiến nó bị kẹt.

Kém
Các sợi dài sẽ bị kẹt vào bên cạnh sợi và cũng sẽ bị kẹt khi được nạp vào vòi phun (tương tự như đầu nhọn quá dày) hoặc có thể là thậm chí còn sớm hơn.
Cài đặt cho các thương hiệu/loại TPU khác nhau
Đây là bộ sưu tập các thương hiệu / loại TPU khác nhau và các cài đặt đã hoạt động với chúng, được thu thập từ những người dùng khác. Nếu bạn đã thử nghiệm với một thương hiệu / loại không có trong danh sách này và đã làm cho nó hoạt động, tôi sẽ rất vui nếu bạn gửi cho tôi tin nhắn với cài đặt của bạn để tôi có thể thêm chúng vào đây.
Thương hiệu/Loại TPU
Cài đặt
Overture High Speed TPU 95A
(Xem ảnh chụp màn hình ở trên trong phần ‘Cài đặt bộ cắt lát’)
Polymaker TPU 95A

Cập nhật / Nhật ký
- 22.07.2025: Sau một số bản in dài hơn, có vẻ như tỷ lệ thành công của đầu nhọn được hình thành đủ tốt để nạp vào vòi phun là khoảng 99%, tức là 1 trên 100 lần thử thất bại. Tôi đã thử nghiệm với rất nhiều cài đặt, cuối cùng chỉ thay đổi nhẹ các thông số ép (từ 40 mm³/s không đổi sang tăng dần từ 30 lên 40 mm³/s). Điều này không làm tăng tỷ lệ thành công, nhưng nó cải thiện kết quả trung bình.
- 25.07.2025: Tôi đã chỉnh sửa các cài đặt sau sau khi thử nghiệm chúng trên một bản in với 300 lần thay đổi sợi, đã hoàn thành thành công. Các cài đặt này làm giảm đáng kể khả năng tạo ra đầu nhọn quá dày, nhưng làm tăng nhẹ khả năng tạo ra các sợi sợi quá dài ở đầu nhọn.
Tốc độ rút:
100 mm/s → 120 mm/s
Độ trễ sau khi rút:
6 s → 5 s
Tốc độ của lần di chuyển làm mát đầu tiên/cuối cùng:
10 mm/s → 5 mm/s
Thông số ép:
Tăng dần từ 30 lên 40 mm³/s → Tăng dần từ 6 lên 35 mm³/s
- 29.07.2025: Hiện đang thử nghiệm hai lần di chuyển làm mát, vì vậy thực sự sử dụng chức năng đóng dấu (Kiểu như vậy, không như dự định do độ lệch 5 mm) để loại bỏ các sợi ở đầu nhọn, trông có vẻ tốt cho đến nay, nhưng tôi cần thử nghiệm thêm.
- 13.08.2025:
Thay đổi chiến lược rút để bao gồm một lần di chuyển đóng dấu, cũng giảm tốc độ rút từ 120 mm/s trở lại 100 mm/s, vì tôi không quan sát thấy bộ đùn thực sự di chuyển nhanh hơn, có thể do một số giới hạn phần cứng (tôi đã tăng giá trị tối đa trong slicer, điều đó không giúp ích).
Đây là các cài đặt trước đó (tạo ra nhiều sợi TPU mỏng hơn các cài đặt đã cập nhật, dẫn đến việc TPU bị kẹt thường xuyên hơn):

- 29.10.2025: Đã cập nhật các tệp stls và stp dựa trên các thay đổi mới nhất của KentO.
Giấy phép
File mô hình














Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!