Bộ Tự Động Hiệu Chuẩn Z Cho Ender 5

Nâng cấp Ender 5 của bạn với tính năng Tự Động Hiệu Chuẩn Z, loại bỏ phương pháp giấy thủ công và giúp việc thay đổi đầu phun trở nên dễ dàng hơn. Tùy chọn thêm bàn chải làm sạch đầu phun.






Mô tả
Biến Ender 5 của bạn chạy Klipper thành một điểm dừng cuối đầu phun kiểu Voron, và tùy chọn, có bàn chải vệ sinh đầu phun.
Cái gì? Sao tôi lại muốn cái đó? Để sử dụng Auto Z Calibrate! Auto Z Calibrate sẽ tự động tính toán Z Offset cho bạn. Nếu bạn thay đầu phun thường xuyên (Ví dụ, nếu bạn đang sử dụng E3D Revo Hotend, giống như tôi) thì bạn có thể mệt mỏi với việc cứ phải làm thủ thuật giấy hoài, và những điều chỉnh bạn phải làm sau đó, và mọi thứ luôn hơi khác một chút mỗi lần, khiến việc quay lại dự án của bạn trở nên khó khăn! Bạn muốn hoàn thành dự án của mình, đúng không?
OK, tôi đã thuyết phục. Tôi cần làm gì?
Đây là một mod khá phức tạp, với ít nhất 2 bản in trong gói này, Một loại giá đỡ cho Klicky Mod nếu bạn chưa sử dụng (Gợi ý: nếu bạn là người dùng Microswiss NG, tôi đã làm một giá đỡ cho PCB Klicky dễ sử dụng và rẻ tiền cho bạn! Nhấn vào đây)
Tất cả các liên kết Amazon bên dưới đều là liên kết liên kết.
Điểm dừng Voron đúc phun - Bạn chắc chắn sẽ cần một cái.
Bàn chải đầu phun - Bạn sẽ cần một cái này tùy chọn.
Bạn cũng sẽ cần hai ốc M4x20 để giữ giá đỡ bạn chọn cố định vào đế giường.
Sau đó, in các bộ phận áp dụng cho bạn.
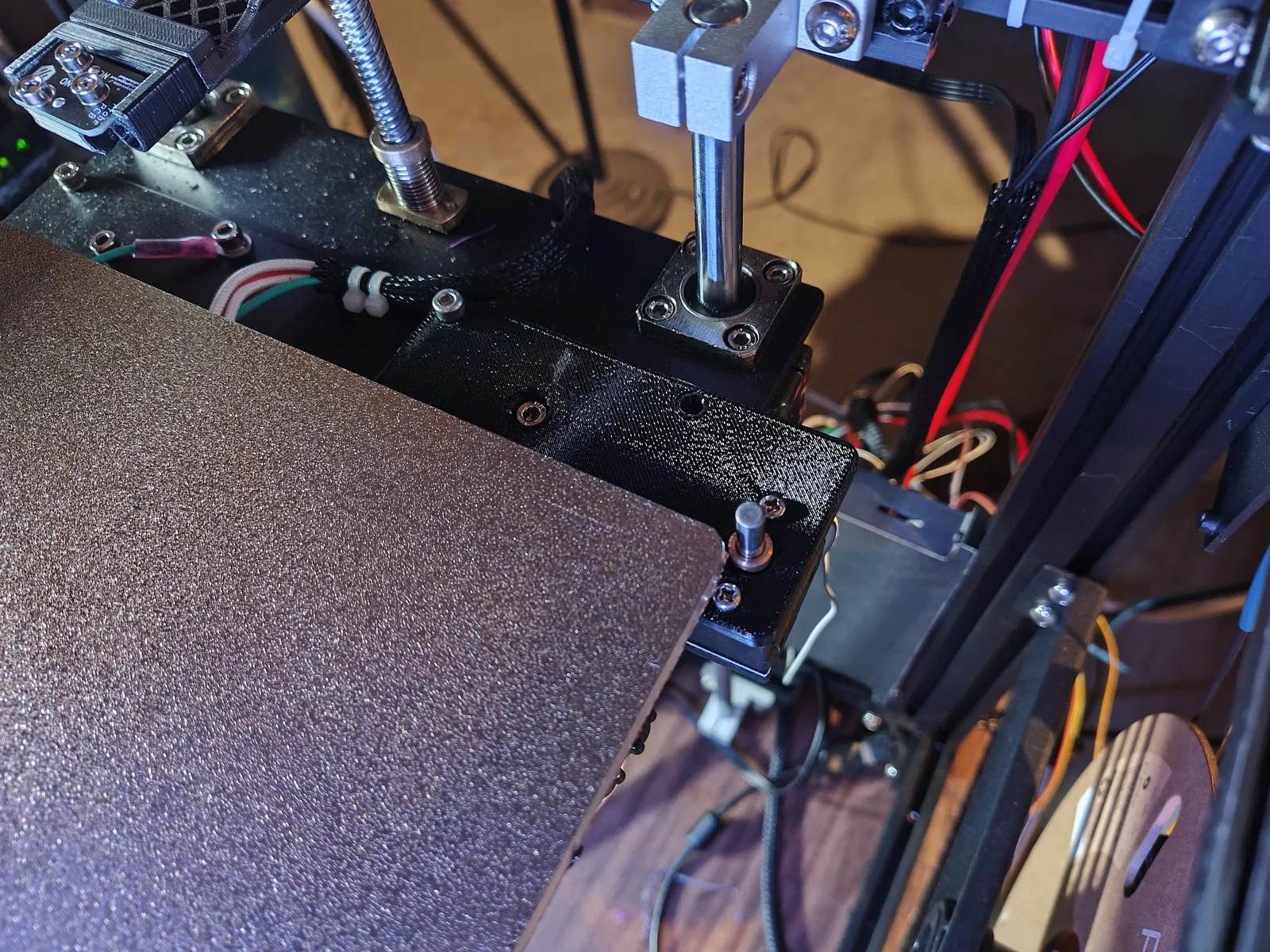
Nếu bạn chỉ muốn sử dụng điểm dừng cuối mà không có bàn chải, bạn chỉ cần in “ZSwitch Mount.stl”. Nó nhỏ hơn để tiết kiệm nhựa cho bạn.
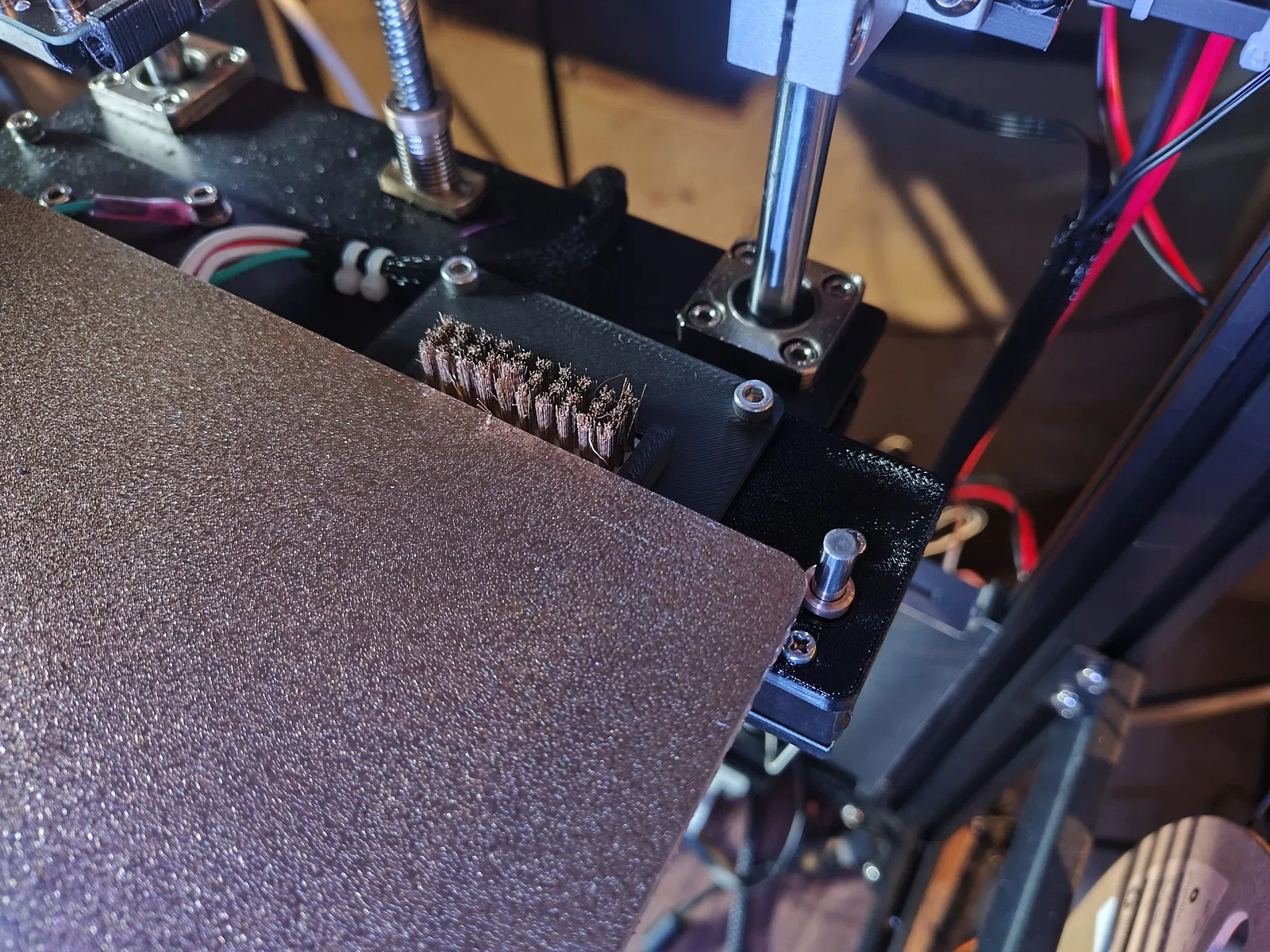
Nếu bạn muốn sử dụng điểm dừng cuối và bàn chải, thì bạn cần in “Nozzle Brush ZSwitch Mount.stl” và “Nozzle Brush Holder.stl”.
Tất cả các bộ phận này có thể được in bằng PLA nếu bạn chỉ định in PLA mà không có vỏ bọc. Nếu bạn định in PETG mà không có vỏ bọc, bạn có thể ổn với việc in những thứ này bằng PLA, nhưng hãy cân nhắc sử dụng PETG. Nếu bạn đang in với nhiệt độ vỏ bọc trên 60c hoặc hơn, hoặc nhiệt độ giường trên 85, bạn có thể cần in chúng bằng vật liệu cứng hơn cả PETG. Nhưng tôi chưa thử nghiệm điều đó.
Tất cả các bộ phận này được thiết kế để in theo hướng được cung cấp. Chỉ cần nhấn slice. Không có bộ phận nào yêu cầu kích thước đầu phun hoặc chiều cao lớp cụ thể, nhưng tôi đã in một nửa chúng với đầu phun 0.4 và chiều cao lớp 0.2mm và nửa còn lại với đầu phun 0.6 và chiều cao lớp 0.2mm.
Sau khi bạn đã gắn điểm dừng cuối vào đế giường của mình, bạn sẽ phải chỉnh sửa vị trí Safe Z Homing. Thực hiện điều này trong phần [safe_z_home] của printer.cfg, đặt vị trí sao cho đầu phun của bạn nằm giữa điểm dừng cuối, hoặc thực hiện trong tệp klicky_variables.cfg, nếu bạn đang sử dụng Klicky, cũng để đầu phun của bạn nằm giữa điểm dừng cuối.
Bạn bây giờ sẽ có thể Home máy in của mình, mặc dù trục Z sẽ bị lệch nhiều. Đừng lo lắng, điều đó là bình thường. Không tính Z Offset. Tuy nhiên, như một biện pháp phòng ngừa cho bước tiếp theo, hãy tính Probe Offset của bạn.
Thay vì tự tính Z Offset, như một kẻ ngốc, hãy cài đặt plugin Auto Z Calibrate! Đây là nó. Wiki cực kỳ chi tiết và rất hay. Là một phần của việc cài đặt nó, bạn sẽ phải xóa phần [safe_z_home] khỏi cấu hình máy in của mình, nhưng bạn sẽ cần các tọa độ bạn đã tính toán cho nó, vì vậy đừng bận tâm về công việc đã làm.
Sau khi bạn hoàn thành tất cả cấu hình, bạn sẽ có thể thay đổi mã G-code bắt đầu trong slicer của mình. Giả sử là Prusa Slicer, G-code bắt đầu của bạn có thể bắt đầu như thế này:
G90 ; use absolute coordinates
M83 ; extruder relative mode
M104 S150 ; set temporary nozzle temp to prevent oozing during homing and auto bed leveling
M140 S{first_layer_bed_temperature[0]} ; set final bed temp
G4 S30 ; allow partial nozzle warmup
G28 ; home all axis
Và để tận dụng tối đa tất cả những điều này, bạn nên thay đổi phần đó thành thế này nếu bạn không sử dụng bàn chải đầu phun:
M104 S[first_layer_temperature] ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S[first_layer_temperature] ; wait for extruder temp
G28;
CALIBRATE_Z
BED_MESH_CALIBRATE
Điều này đảm bảo rằng bộ đùn của bạn nóng đủ để chảy sợi nhựa để đầu phun của bạn là thứ đẩy vào điểm dừng cuối, không phải nhựa dính trên đầu phun. Vì vậy, nếu bạn không sử dụng Bàn chải đầu phun, bạn có thể gặp phải một số vấn đề chảy nhựa trong quá trình thăm dò lưới giường. Cứ để mắt tới điều đó.
Nếu bạn CÓ in bàn chải đầu phun… hãy sử dụng mã G này:
M104 S[first_layer_temperature] ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S[first_layer_temperature] ; wait for extruder temp
G28;
CLEAN_NOZZLE
G28 Z
CALIBRATE_Z
BED_MESH_CALIBRATE
Và thêm cái này vào printer.cfg của bạn, chỉnh sửa các giá trị ở trên cùng cho khớp với máy in của bạn.
[gcode_macro CLEAN_NOZZLE]
variable_brushx: 9999 # left of brush
variable_brushy: 9999 # bottom of brush
variable_brushz: 0 # brush zheight - Should be low enough that the nozzle rubs into the brush
variable_brushsizex: 9999 # width of bristles
variable_brushsizey: 9999 # height of bristles
gcode:
M400
{% if "xyz" not in printer.toolhead.homed_axes %}
G28
{% endif %}
G90
G0 Z5 F3600
G0 X{brushx} Y{brushy+(brushsizey/2)}
G0 Z{brushz}
M117 Brushing Nozzle
G0 X{brushx+brushsizex} F5000
G0 X{brushx}
G0 X{brushx+brushsizex}
G0 X{brushx}
G0 X{brushx+(brushsizex*0.2)} Y{brushy+(brushsizey*0.1)}
G0 X{brushx+(brushsizex*0.4)} Y{brushy+(brushsizey*0.9)}
G0 X{brushx+(brushsizex*0.6)} Y{brushy+(brushsizey*0.1)}
G0 X{brushx+(brushsizex*0.8)} Y{brushy+(brushsizey*0.9)}
G0 X{brushx+(brushsizex*1)} Y{brushy+(brushsizey*0.1)}
G0 Z5 F3600
Và sau đó các tệp đã slice của bạn sẽ bắt đầu với baby stepping chính xác mỗi lần sau khi bạn hoàn thành hiệu chỉnh cho Auto Z Calibrate! Không còn giấy, không còn baby stepping, không còn lo lắng khi thay đổi bề mặt in. Chỉ cần nhắm và in.
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!