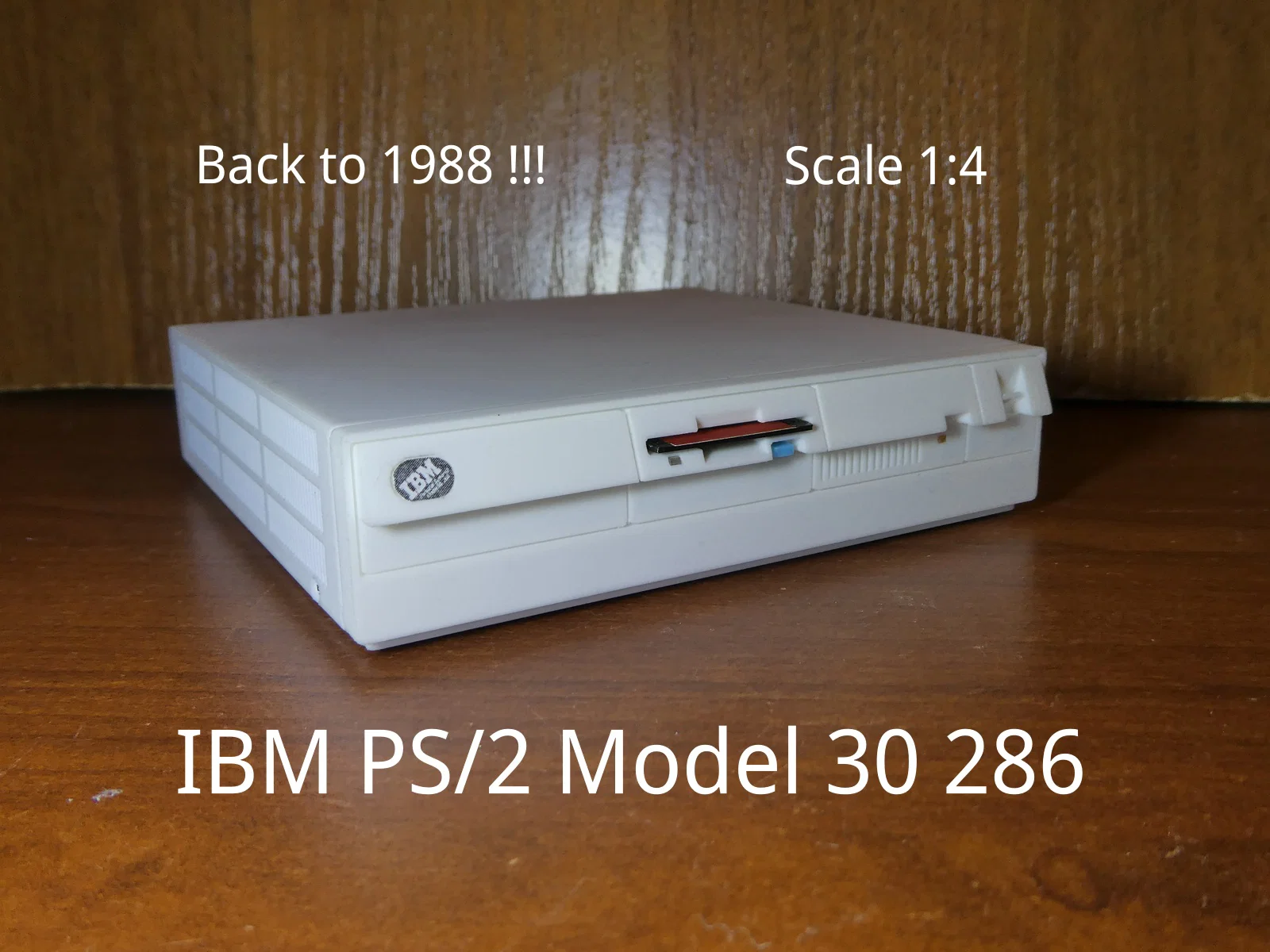
IBM PS/2 Model 30 286 (tỉ lệ 1:4, có hộp đựng đồ nhỏ)
Mô hình IBM PS/2 Model 30 286 tỉ lệ 1:4, vừa để trưng vừa làm hộp đựng đồ lặt vặt. Nắp trượt giống máy thật và có thể dùng như enclosure cho dự án Arduino nhỏ (khoan thêm lỗ đi dây nếu cần).





























Mô tả
Đây là chiếc IBM PS/2 Model 30 286 (8530-E21) được giới thiệu ra công chúng năm 1988. Đây là cái máy tính đầu tiên của mình, mình dùng từ khoảng giữa thập niên 1990 tới đầu những năm 2000, lúc mà quá nhiều chương trình bắt đầu báo là cần CPU 386 trở lên. Mẫu này giống như một lời tri ân dành cho cái máy đó và những ngày xưa của MS-DOS, Norton Commander, Borland Turbo Pascal, Prehistoric 2 và nhiều thứ kiểu vậy.

Tiếc là mình không còn giữ chiếc máy này nữa nên không thể đo hết mọi kích thước. Tuy nhiên mình đã tải về hàng trăm tấm ảnh chụp chiếc máy từ nhiều góc khác nhau. Biết kích thước gốc theo thông số IBM (rộng = 406mm, sâu = 397mm, cao = 102mm), mình dựng tỉ lệ cho tất cả chi tiết của kết cấu chính xác nhất có thể theo cách model dựa trên ảnh như vầy. Nếu ai vẫn còn chiếc máy này và có thể dùng thước cặp đo các chi tiết rồi gửi số đo cho mình, mình sẽ làm một bản model chính xác hơn. Có vài chỗ rất khó xác định chỉ bằng ảnh, ví dụ như đúng góc của phần tam giác trên mặt trước, hoặc góc vát của nắp che FDD. Dù sao thì mình nghĩ thành phẩm khá sát bản gốc, chỉ khác là mình làm tỉ lệ 1:4 để tiết kiệm rất nhiều chỗ trên bàn làm việc :)
Máy này đi kèm màn hình IBM 8512 Color VGA Monitor.

Các mẫu bổ trợ bạn có thể sẽ cần.
IBM PS/2 Color Display 8512 (CRT VGA Monitor) 1:4 scale.
.
(không theo tỉ lệ).
(không theo tỉ lệ, của poprhythm).
Bàn phím IBM Model M - vẫn đang lên kế hoạch…
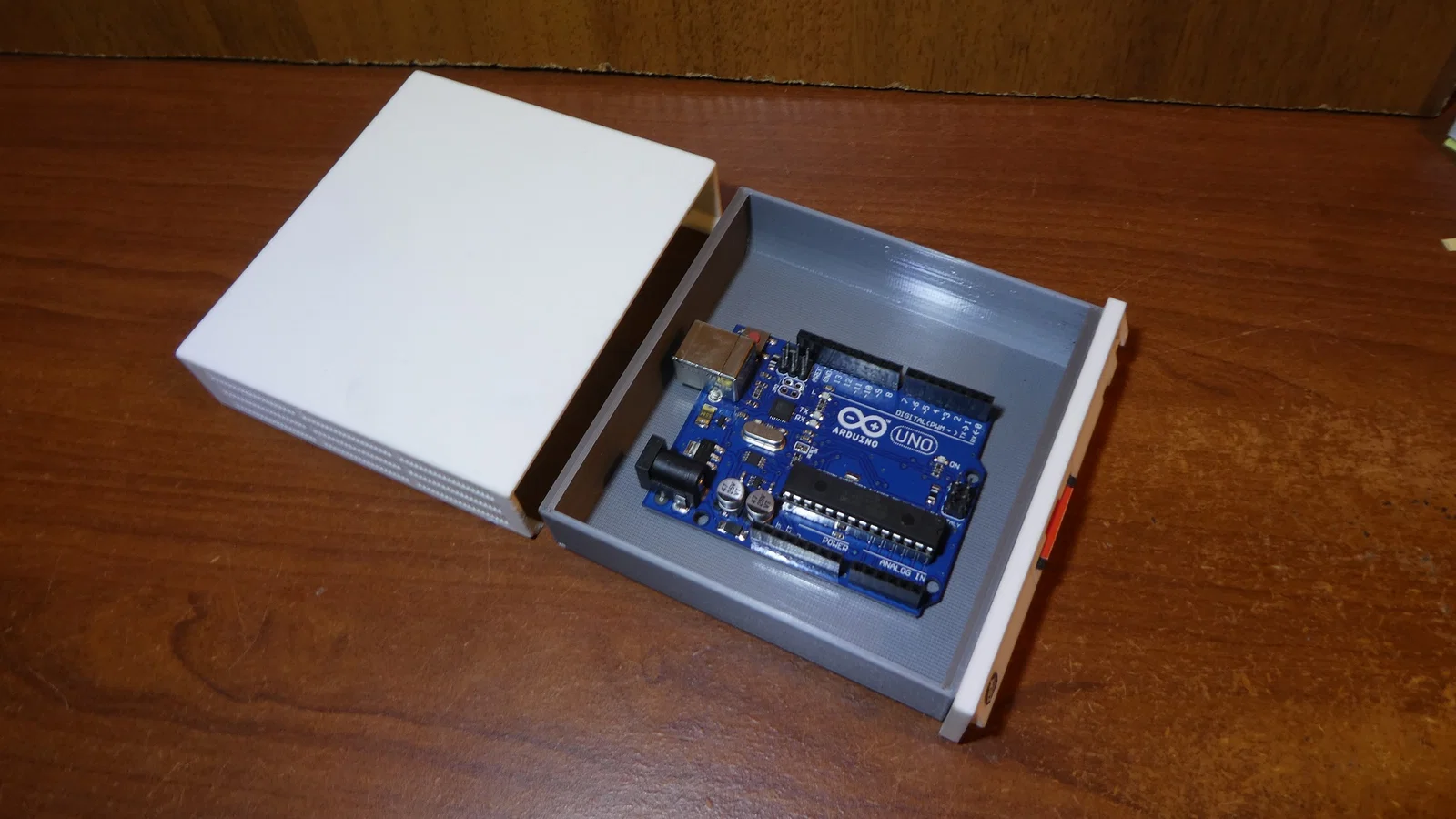
Không chỉ đẹp mà còn hữu dụng.
Để model không chỉ đẹp mà còn dùng được, mình thêm một cái hộp bên trong để đựng đủ thứ đồ nhỏ nhỏ. Nó cũng có thể dùng làm enclosure cho các dự án Arduino cỡ nhỏ nếu bạn khoan thêm vài lỗ đi dây ở vách sau. Nắp trên mở bằng cách trượt ra phía sau — y như cách mở trên máy thật. Có thể đây không phải giải pháp tối ưu cho một cái hộp dùng thường ngày, nhưng mình muốn nó “đúng chất” nhất có thể.
Thiết lập in (Print settings):
Model được thiết kế sao cho mỗi part đều có mặt phẳng để tránh dùng support. Trước khi in, nhớ xoay từng part trong slicer (mặt phẳng úp xuống bed).
Mình khuyến nghị dùng đúng các thiết lập dưới đây. Mình có thử vài thiết lập “nhanh” hơn nhưng chất lượng nhìn không ổn (hiệu ứng bậc thang ở mặt trước thấy khá rõ ngay cả ở layer height 0.12 mm và nhìn kém đẹp, nên với mặt trước hãy dùng 0.08 để ra đẹp nhất). Mình cũng khuyên giảm speed còn 15–20 mm/s cho mặt trước vì có vài chi tiết rất nhỏ cần in chậm. Layer height đặc biệt quan trọng với LEDs, Button, Diskette và Lock, vì nếu set sai thì chúng có thể to/nhỏ lệch và sẽ không vừa lỗ.
Nếu bạn không có filament đúng màu cho các chi tiết nhỏ (leds, button, lock), có thể in màu trắng rồi tô bằng bút lông dầu (permanent marker) trước khi lắp.
FRONT:
Màu: trắng hơi ấm và hơi “cũ bẩn” hoặc xám rất sáng, có thể hơi ngả beige nhẹ (xem ảnh mẫu màu, mình không rõ màu này gọi chính xác là gì). Mình dùng trắng thường vì không có màu hợp hơn, mà biết đâu 20 năm nữa nó sẽ thành đúng màu :)
Thiết lập: nozzle 0.2, layer height 0.08, 4 walls, 7 top, 3 bottom, grid infill 1.4 mm, 15–20 mm/s. Mình in 7 tiếng để ra chất lượng gần như hoàn hảo (không cần chà nhám). Đừng in bằng nozzle 0.4 layer 0.2 trừ khi bạn chỉ cần một “cái hộp tạm bợ”!
TOP:
Màu: giống FRONT.
Thiết lập: nozzle 0.4, layer height 0.2, khuyến nghị in chậm начиная từ những lớp bắt đầu có lỗ. Phần TOP hơi khó để in đẹp vì khoảng cách giữa các lỗ khá nhỏ và Cura mặc định không bật retraction ở khoảng cách ngắn như vậy. Kết quả là hiện tượng rỉ nhựa làm dính bít các lỗ thông gió (cả PLA lẫn PETG). Ngoài ra Cura với thiết lập mặc định cũng không giữ seam position đã chọn, nó bắt đầu từ hai phía làm lưới lỗ nhìn xấu. Sau khi mình “đào sâu” setting của Cura, mình tìm được tổ hợp thông số giúp in lưới lỗ sạch và seam nằm đúng phía chỉ định (mình đặt seam ở phía sau để đường seam chỉ xuất hiện phía trong hộp). Thông số của mình: retract 4–5 mm cho PLA (6.5 mm cho PETG), distance 25 mm, không retraction z-hop, retraction minimum travel 0.2, minimum wall line width 0.32, walls 4, seam back.

Máy in của bạn có thể cần thông số khác, nên mình làm thêm một mảnh lưới nhỏ (TOP-TEST) để bạn chỉnh retraction trước khi in phần có lỗ. Nếu bạn in trên kính, mặt TOP sẽ bóng loáng kiểu gương, nhưng để giống máy thật thì nó nên là bề mặt matte. Mình dùng giấy nhám mịn M50 để làm mờ. Ấn nhẹ và chà theo vòng tròn để bề mặt matte đều.
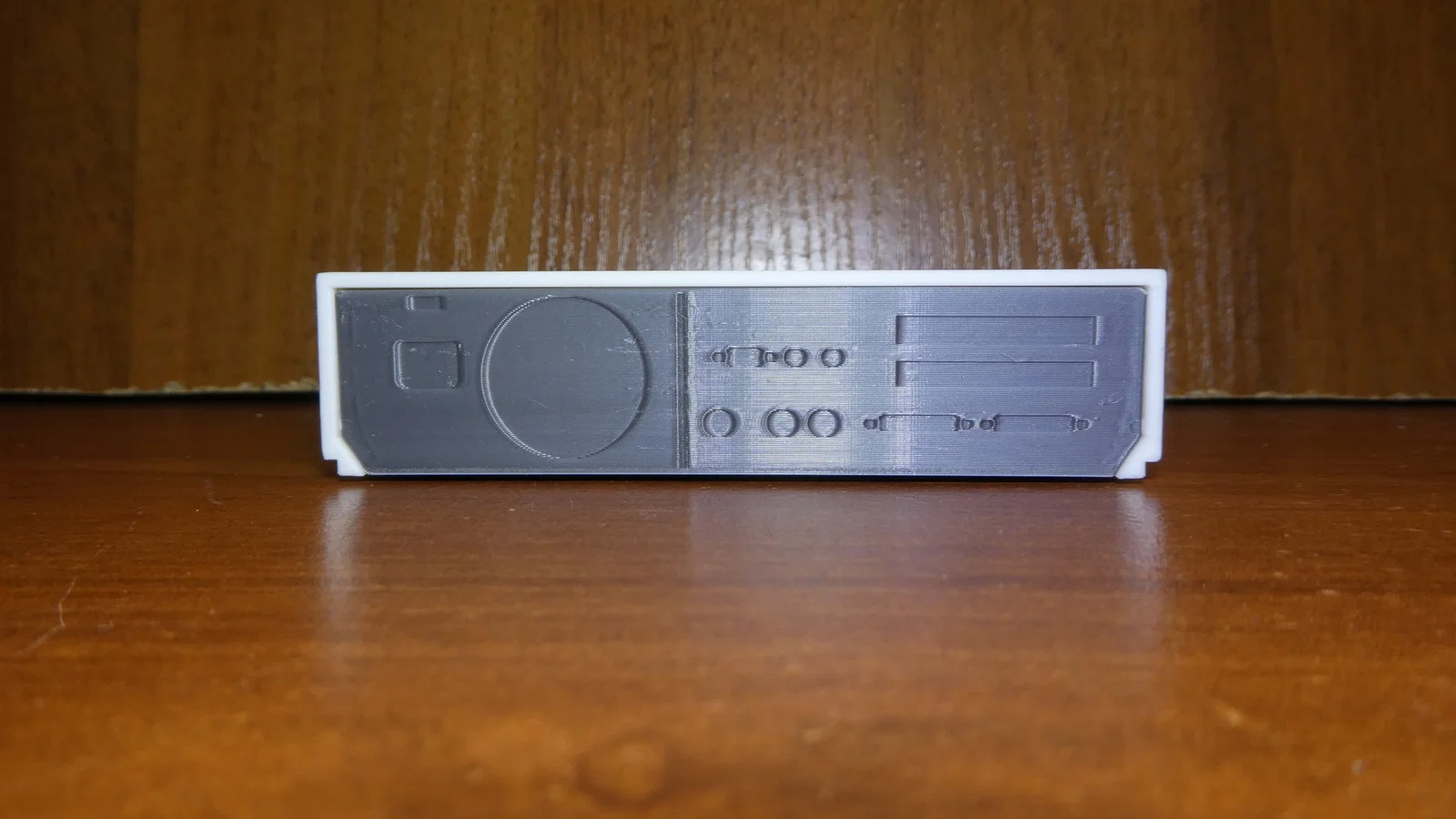
BOTTOM:
Màu: lớp đầu in bằng màu metallic/silver, các lớp còn lại là xám đậm. Có thể in toàn bộ xám đậm không cần đổi filament, vì đáy thường cũng ít thấy; nhưng logo và tên model ở đáy sẽ khó thấy hơn. Mình không có màu metallic nên dùng xám sáng.
Thiết lập: nozzle 0.4, layer height 0.2. Hình học đơn giản và ít thấy nên có thể tăng speed.
PADS:
Màu: đen.
Thiết lập: nozzle 0.2/0.4, layer height 0.2. Cần in 4 miếng pad.
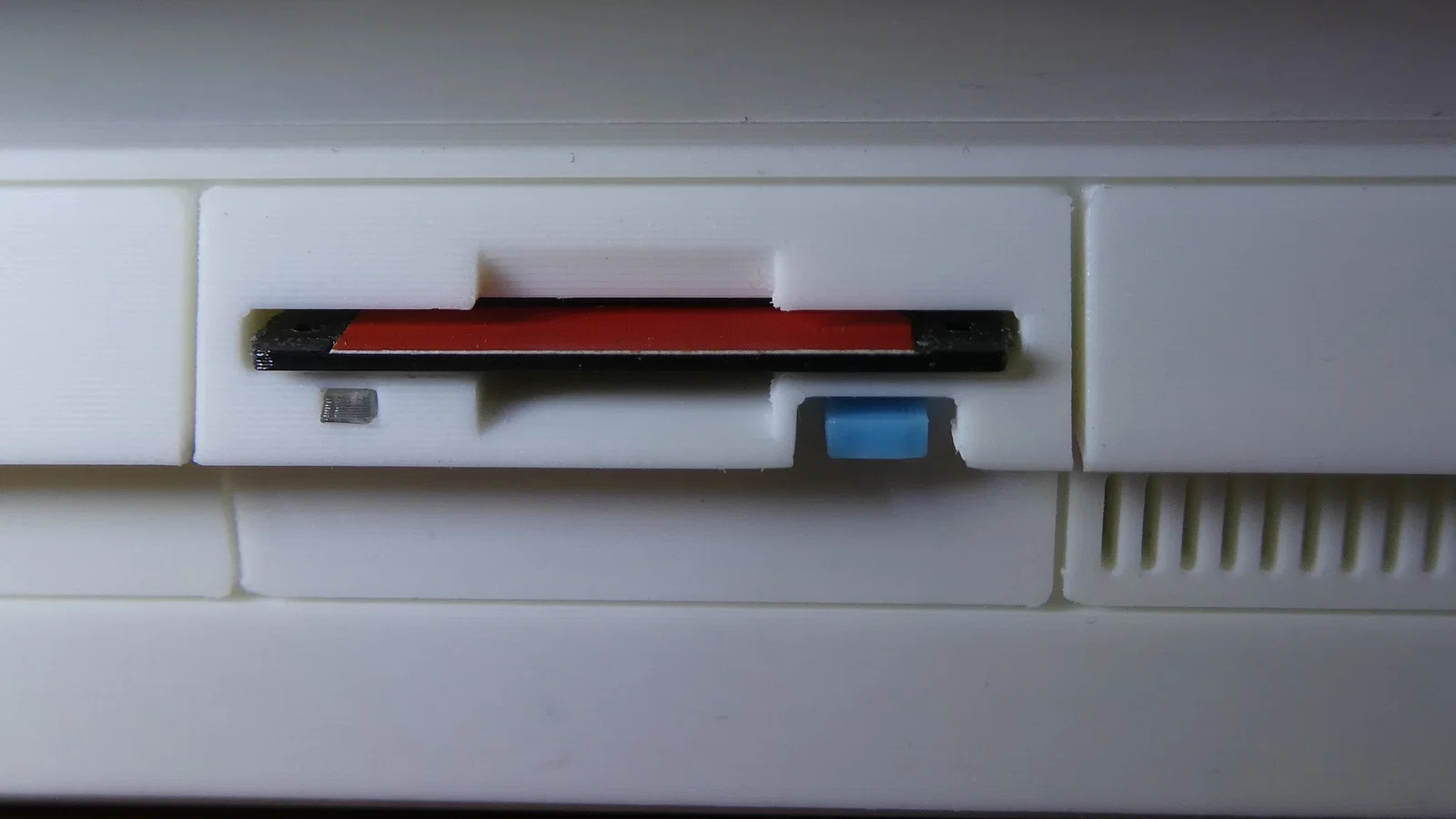
DISKETTE:
Màu: đen. Thật ra chọn màu nào cũng được, nhưng thường đĩa mềm hay màu đen và có nhãn giấy dán phía trên, ở mép dưới có một vạch màu khác nhau để phân biệt nhanh khi đĩa nằm trong FDD và người dùng chỉ thấy cạnh dưới. Mình dùng sticker khuyến mãi màu đỏ hay phát ở siêu thị. Nếu không có sticker, bạn có thể dán giấy thường rồi tô bằng bút lông dầu.
Thiết lập: nozzle 0.2, layer height 0.12. Có bản tiêu chuẩn và bản dày hơn 0.12 mm, chọn bản nào kẹp chắc hơn trong FDD của bạn.
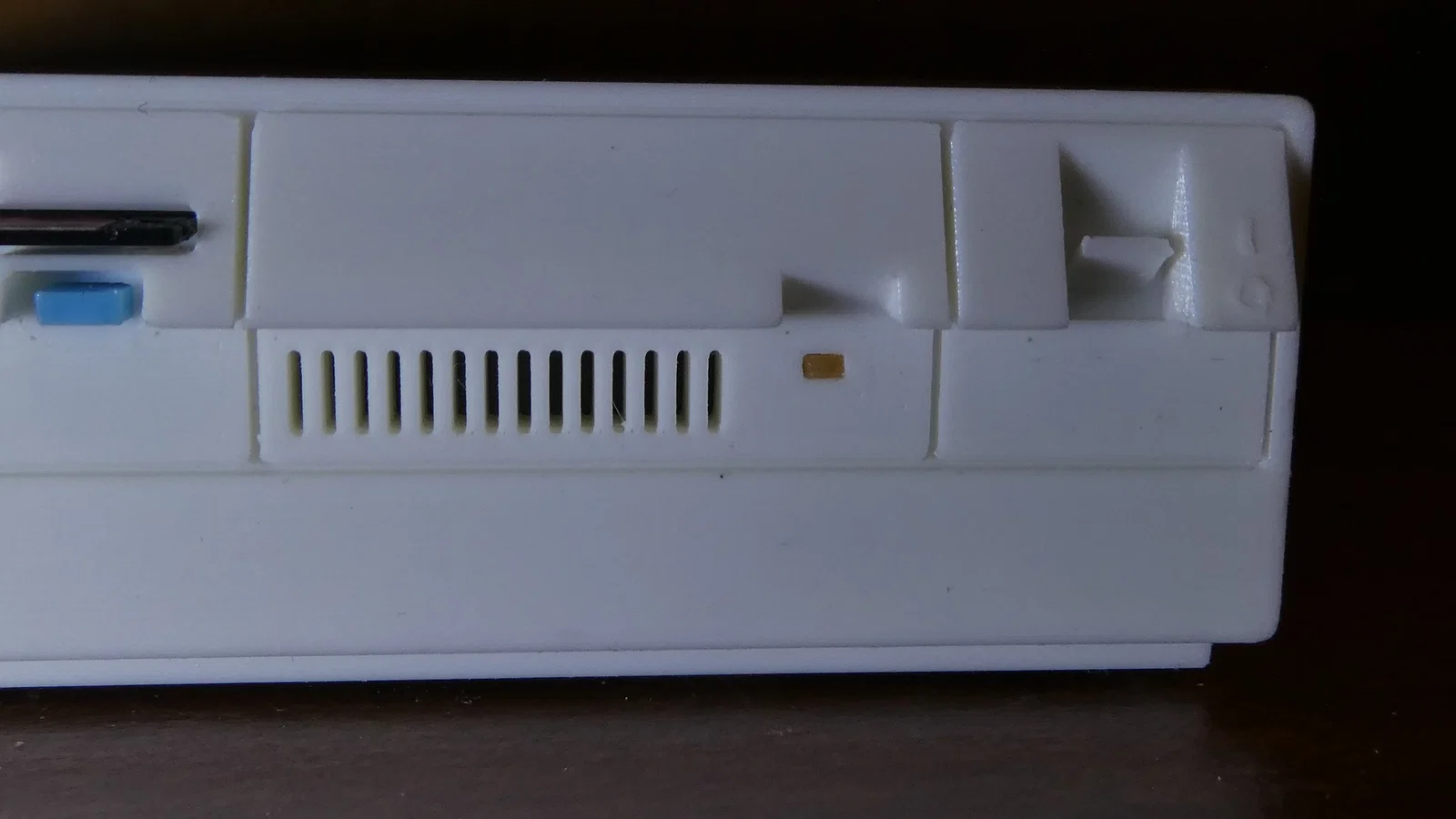
FDD BUTTON:
Màu: xanh dương sáng.
Thiết lập: nozzle 0.2, layer height 0.08, speed siêu chậm (15 mm/s hoặc thấp hơn). Bản gốc có kích thước đúng bằng lỗ nên bạn có thể phải scale nhẹ trong slicer. Mình không thể làm một bản “universal” vì mỗi máy in sẽ ra kích thước khác nhau do chi tiết quá nhỏ. Có một file STL gồm 3 nút: cái đầu nhỏ hơn lỗ 0.08 mm, và mỗi cái sau nhỏ hơn cái trước 0.08 mm. Bạn chọn cái nào nhét vừa lỗ và không rớt ra mà không cần dán keo. Lưu ý: nút thật thường gần như ngang mặt panel khi chưa có diskette, và nó sẽ thò ra khi nhét diskette vào. Máy của mình hoạt động vậy và mình cũng thấy trên nhiều ảnh. Tuy nhiên mình cũng gặp ảnh mà nút thò ra ngay cả khi không có diskette. Mình không rõ vì sao, có thể do revision FDD khác nhau. Mình làm chiều dài nút ở mức “giữa” của hai trạng thái thò ra/thụt vào vì nhìn FDD sẽ “đã” hơn. Nếu bạn muốn đúng tuyệt đối về chiều dài, bạn có thể cắt bớt cho ngắn đi, nhưng nếu nút thụt sâu quá thì sẽ kém đẹp và khó thấy.
LEDS:
Màu: trong suốt (nếu bạn muốn LED ở trạng thái off) hoặc vàng đậm / cam sáng (nếu bạn muốn LED ở trạng thái on). Cá nhân mình thích trong suốt cho FDD và cam cho HDD, vì trong model này đĩa mềm nên để “đang rút ra”, còn HDD thì lúc nào cũng hoạt động suốt, làm người dùng hồi đó chờ muốn hết kiên nhẫn...
Thiết lập: nozzle 0.2, layer height 0.08.
LOCK:
Màu: metallic/silver.
Thiết lập: nozzle 0.2, layer height 0.08. Đây là chi tiết nhỏ, không dễ in. Mình làm bản “simple” và “the most simple” của ổ khóa để bạn chọn cái nào máy in làm ổn hơn. Nếu tìm được nozzle 0.1 mm thì khả năng thành công cao hơn (mình không có). Phần này cần dán keo vào lỗ lock ở phía phải của part TOP.
LOGO:
Màu: lớp dưới xám đậm, lớp trên metallic/silver.
Thiết lập: mình không in được bằng Ender3V2 với nozzle 0.2 và PETG, nhưng bạn có thể thử với máy của bạn, nhất là nếu bạn có PLA đúng màu. Mình cũng có in một bản logo đơn giản hơn. Tốc độ cực chậm rất quan trọng (dưới 5 mm/s). Kết quả có khá hơn, nhưng vẫn không hoàn hảo, vì PETG hay bị rỉ, dễ “tụ nhựa” trong vùng quá nhỏ. Cuối cùng mình in logo bằng máy in laser lên giấy ở độ phân giải 1200dpi, cắt ra và dán thay vì logo nhựa. Chữ nhỏ vẫn không đọc được, nhưng tổng thể nhìn đẹp hơn nhiều so với bản nhựa. Kích thước logo cho model này khoảng 6.67x4.47mm nếu bạn quyết định in giấy. Có thể bạn phải thử nhiều mức độ đậm/nhạt để ra dễ nhìn nhất (bản đậm thường nhìn ổn hơn). Logo giấy nên dán lên 3–4 lớp giấy thường để bề mặt logo ngang với mặt FRONT, hoặc in trên giấy dày luôn (lỗ logo sâu 0.4 mm, nên độ dày giấy + keo nên gần giá trị này). Mình có kèm ảnh logo tải từ wikipedia và bản remake đơn giản của mình (nhìn ổn hơn khi in kích thước nhỏ). Nếu bạn có máy in xịn hơn (hơn 1200 dpi), hãy in cả hai bản và chọn cái nhìn đẹp hơn.
SCREWS:
Màu: đen.
Thiết lập: mình không in được bằng Ender3V2 với nozzle 0.2, nhưng bạn có thể thử với máy của bạn.
Giải pháp:
A) dùng ốc kim loại nếu bạn kiếm được loại nhỏ (thường có trong điện thoại, laptop và thiết bị di động khác). Nếu bạn vặn tới hết cỡ, mỗi lần muốn mở hộp sẽ phải tháo ốc (y như thùng máy Model 30 thật).
B) dùng một đoạn filament thừa. Đường kính lỗ được thiết kế 1.75mm có chủ đích để bạn cắt khúc filament nhỏ nhét vào thay ốc. Dùng dao bén gọt nhỏ một đầu filament (tạo chamfer). Nhét filament vào lỗ từ phía ngoài part TOP vào trong cho tới khi nó vào rất khít.
Cắt filament ở mặt ngoài TOP bằng kềm cắt filament đi kèm máy. Tìm một vật nhọn nhỏ (tuốc nơ vít mảnh hoặc dùi) và dùng nó đẩy đoạn filament vào sâu thêm chút (khoảng 0.5 mm là đủ để nó lõm nhẹ so với bề mặt TOP). Vật nhọn sẽ tạo một lỗ nhỏ ở giữa filament nhìn giống lỗ bắt tuốc nơ vít. Giờ cắt phần dư ở mặt trong TOP. Bạn có thể cắt phẳng nếu muốn nắp mở dễ, hoặc chừa một chút filament phía trong để mấy “chốt” này hoạt động như khóa, nắp sẽ mở hơi nặng tay. Lỗ tương ứng trên part BOTTOM có thể nhận chốt dài tới 1 mm, nhưng nếu làm dài vậy bạn sẽ chỉ mở được bằng cách kéo hai bên nắp ra rồi trượt nắp về sau. Theo mình, 0.2–0.3 mm là hợp lý nhất: đóng/mở dễ và nắp không tự bung khi lắc hộp. Mình chọn cách này cho “bu-lông” vì nhìn ổn, dễ làm và khóa thêm rất hiệu quả (khóa chính là các ngàm in sẵn ở phía sau).
Lắp ráp (Assembling).
- In tất cả các part. Mình test với PLA và PETG, cả hai đều ổn cho model này.
- Gắn FDD BUTTON và HDD/FDD LEDS vào các lỗ trên part FRONT. Nhớ là LED FDD có một cạnh vát (bevel), cạnh đó phải hướng ra phía trước.
- Lồng TOP lên BOTTOM và đóng trượt tới hết.
- Dán FRONT vào BOTTOM — có sẵn 4 chốt và 4 lỗ để canh cho dễ. Làm trên mặt phẳng, và để TOP ở trạng thái đóng để canh chuẩn hơn.
- Dán PADS vào BOTTOM (có 4 lỗ nhỏ dành cho chúng).
- Dán LOCK vào TOP. Hai đường gờ bên trong lock phải hướng lên trên và sang phải.
- Gắn SCREWS theo hướng dẫn bên trên. Dán keo nếu cần.
- Dán LOGO lên FRONT.
- Nhét DISKETTE vào FDD (tùy chọn). Không cần dán keo, chỉ cần đẩy vào tới hết là nó sẽ giữ khá chắc, và bạn có thể lấy ra bất kỳ lúc nào. Nếu nó tự rớt ra, bạn có thể làm biến dạng nhẹ mặt sau bằng một vật nóng để làm phía đó dày hơn chút.
- Xong, trưng lên thôi!
Giấy phép (License).
Model miễn phí cho mục đích phi thương mại. Model và các bản in từ model này không được phép bán. Cho phép public remix cho mục đích phi thương mại khi phát hành kèm cùng license và có link về trang này.
Hỏi đáp (Questions).
Còn thắc mắc gì không? Hỏi ở phần bình luận. Mình chỉ trả lời nếu vấn đề đó chưa được nói trong mô tả này, nên hãy đọc kỹ nội dung ở trên rồi hãy hỏi nha!
Rất hoan nghênh ảnh thành phẩm của bạn! Mình đã cố hết sức để đạt chất lượng in cao nhất có thể trên Ender3V2, nhưng mình sẽ rất vui nếu có ai đó in còn đẹp hơn nữa. Chia sẻ hình sản phẩm bạn in được nhé!

Giấy phép

File mô hình



















Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!