Giá đỡ đầu dò X45 Sprite CR Touch với độ lệch Y-Offset 0mm cho...

Vâng, một cái khác! Đầu dò bù x -45,0mm, y 0,0mm






Mô tả
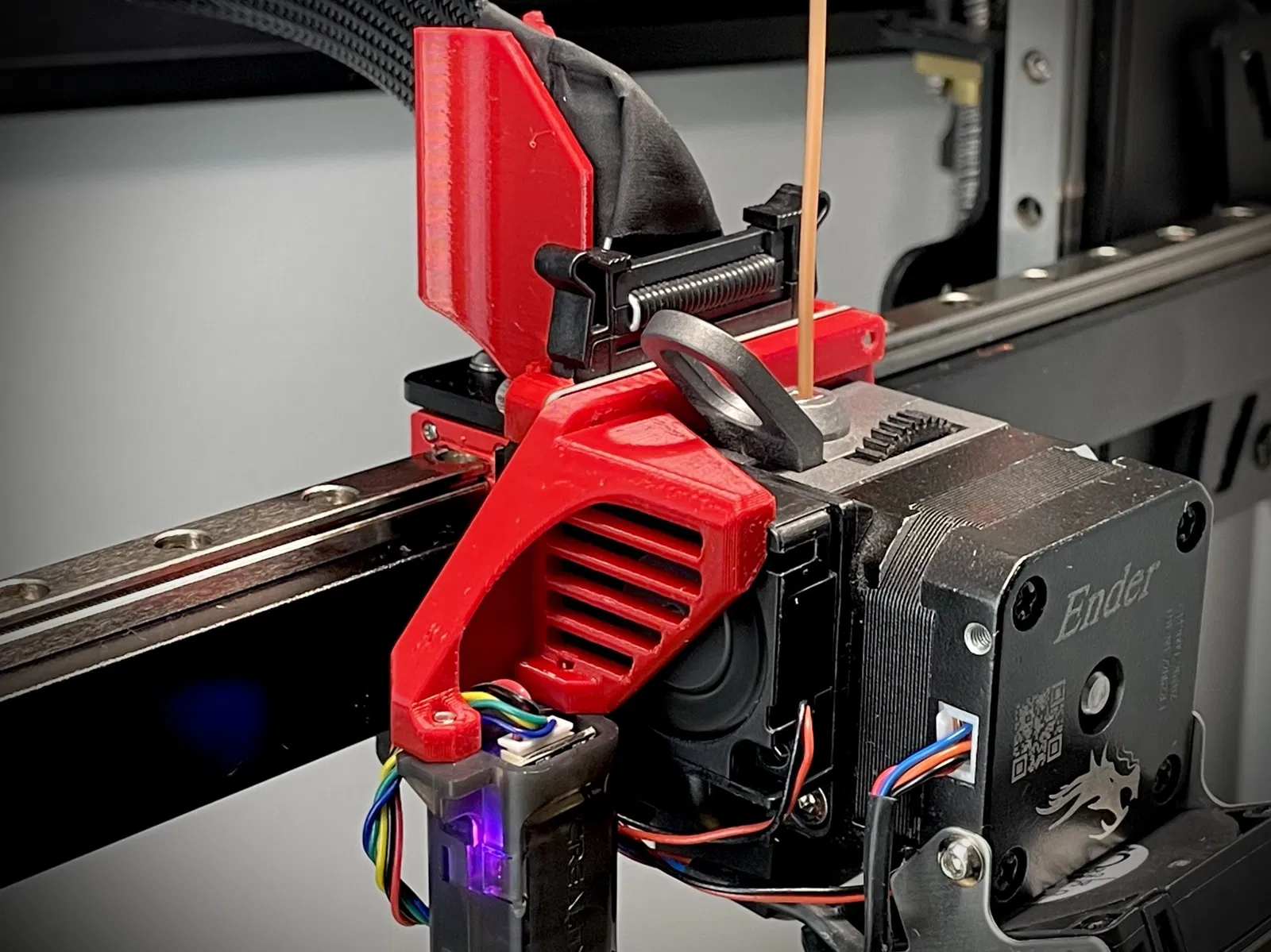
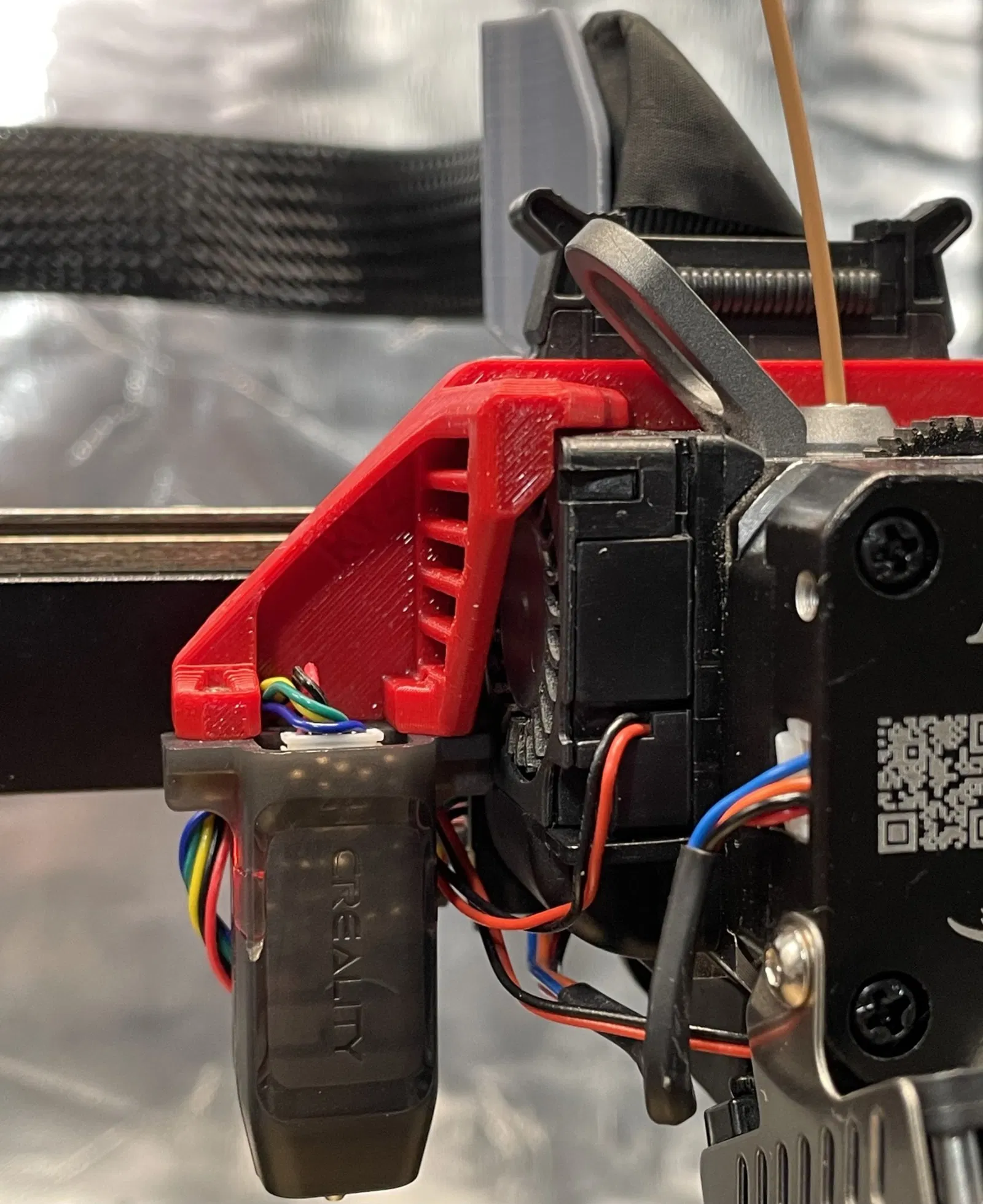
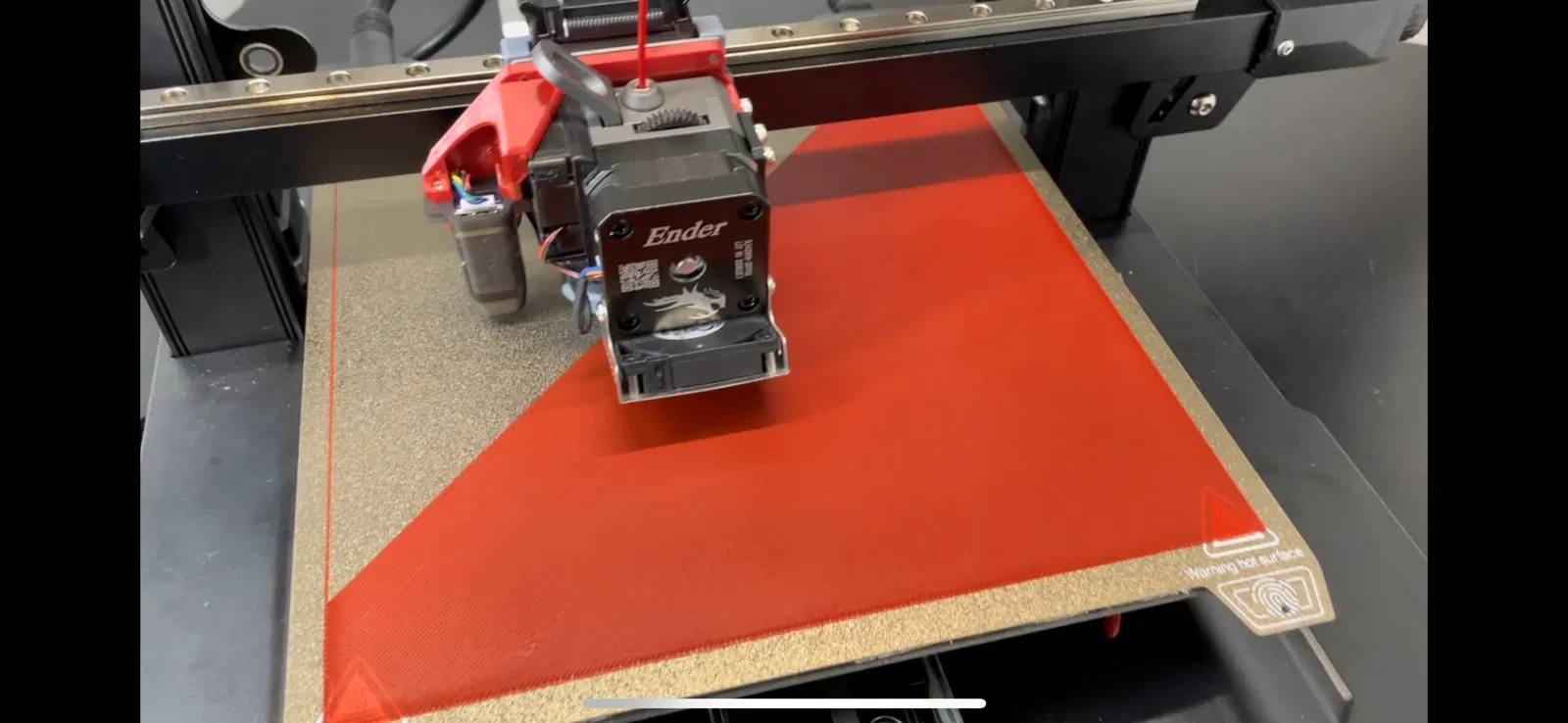
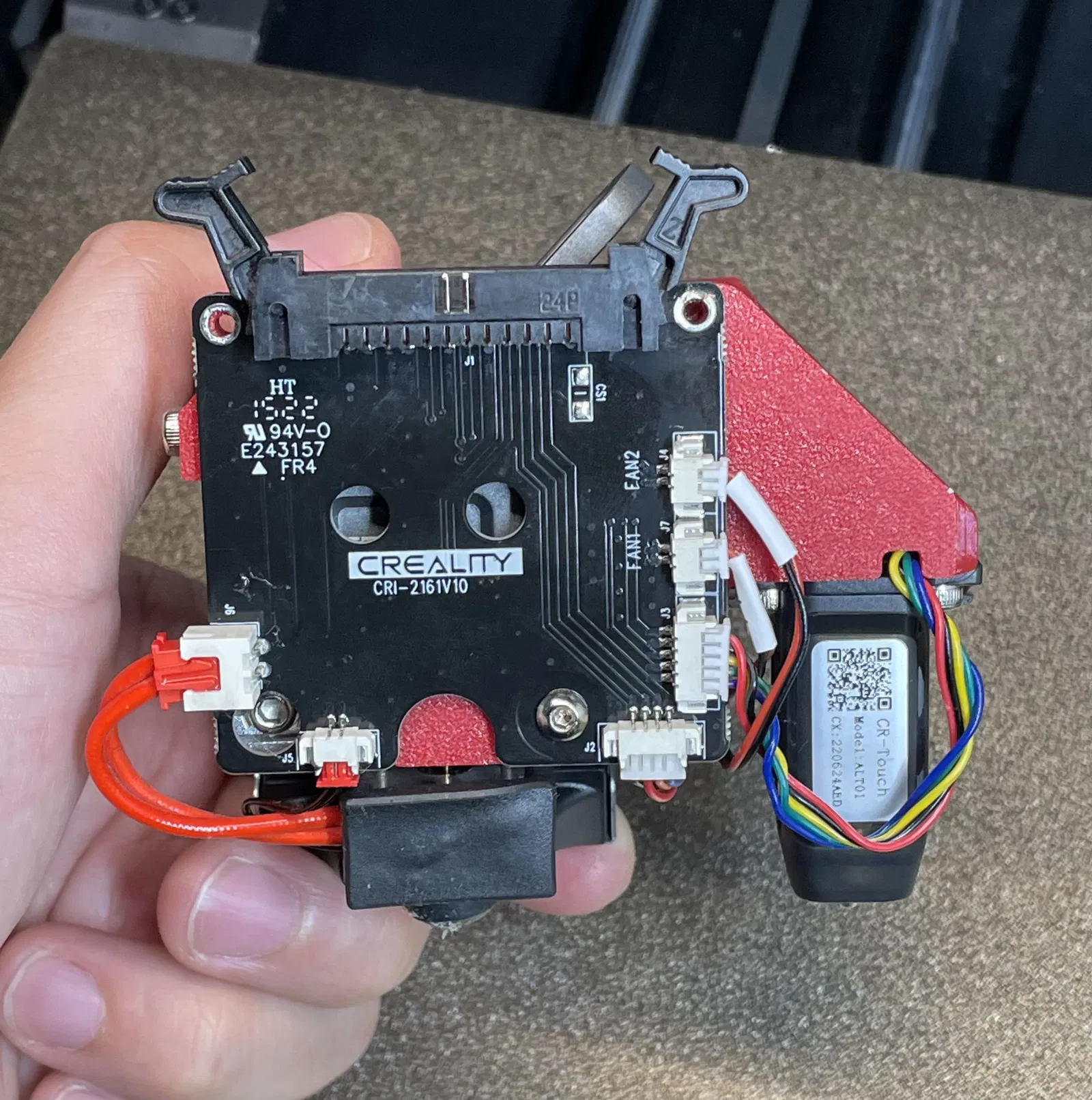
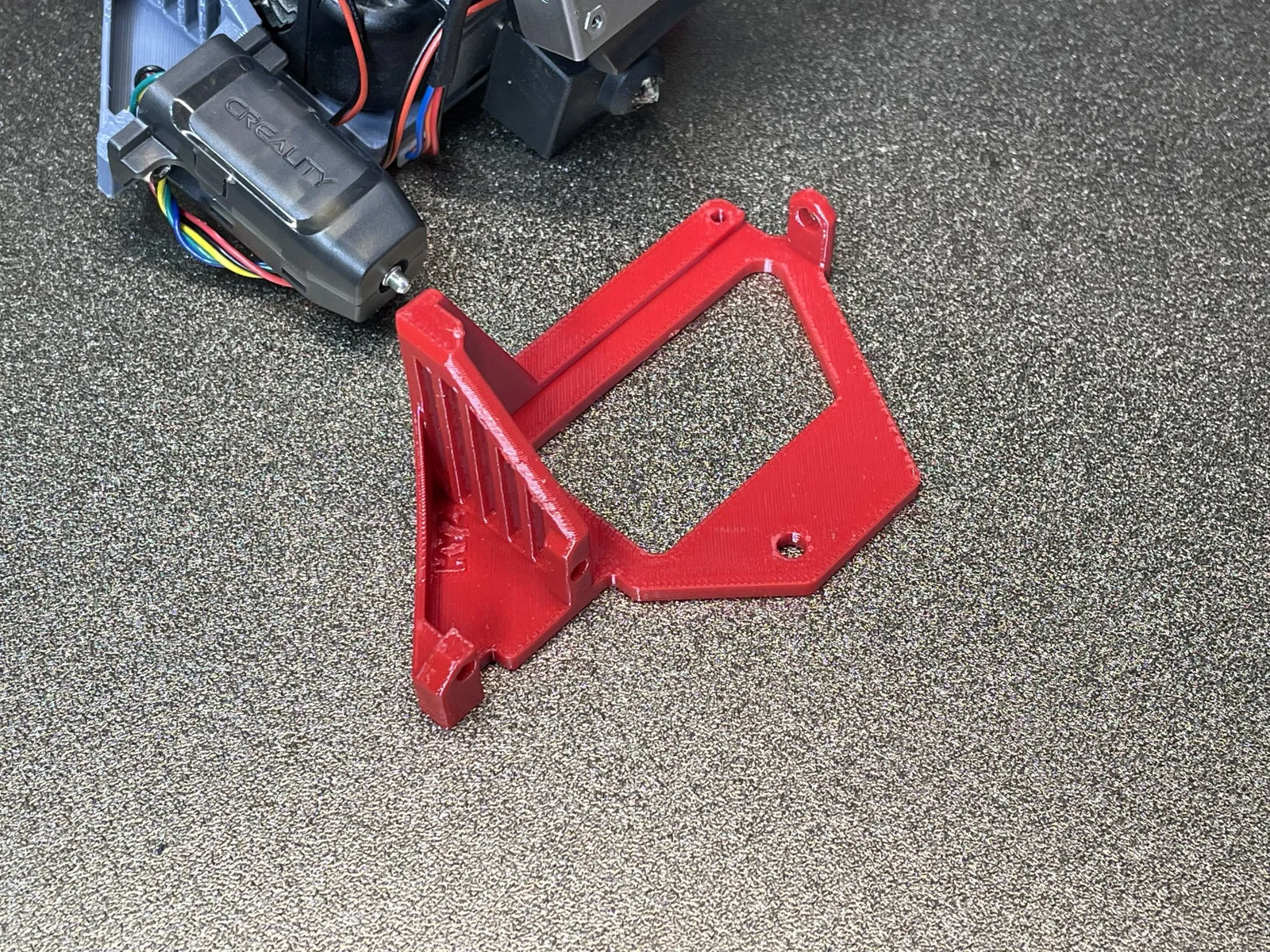
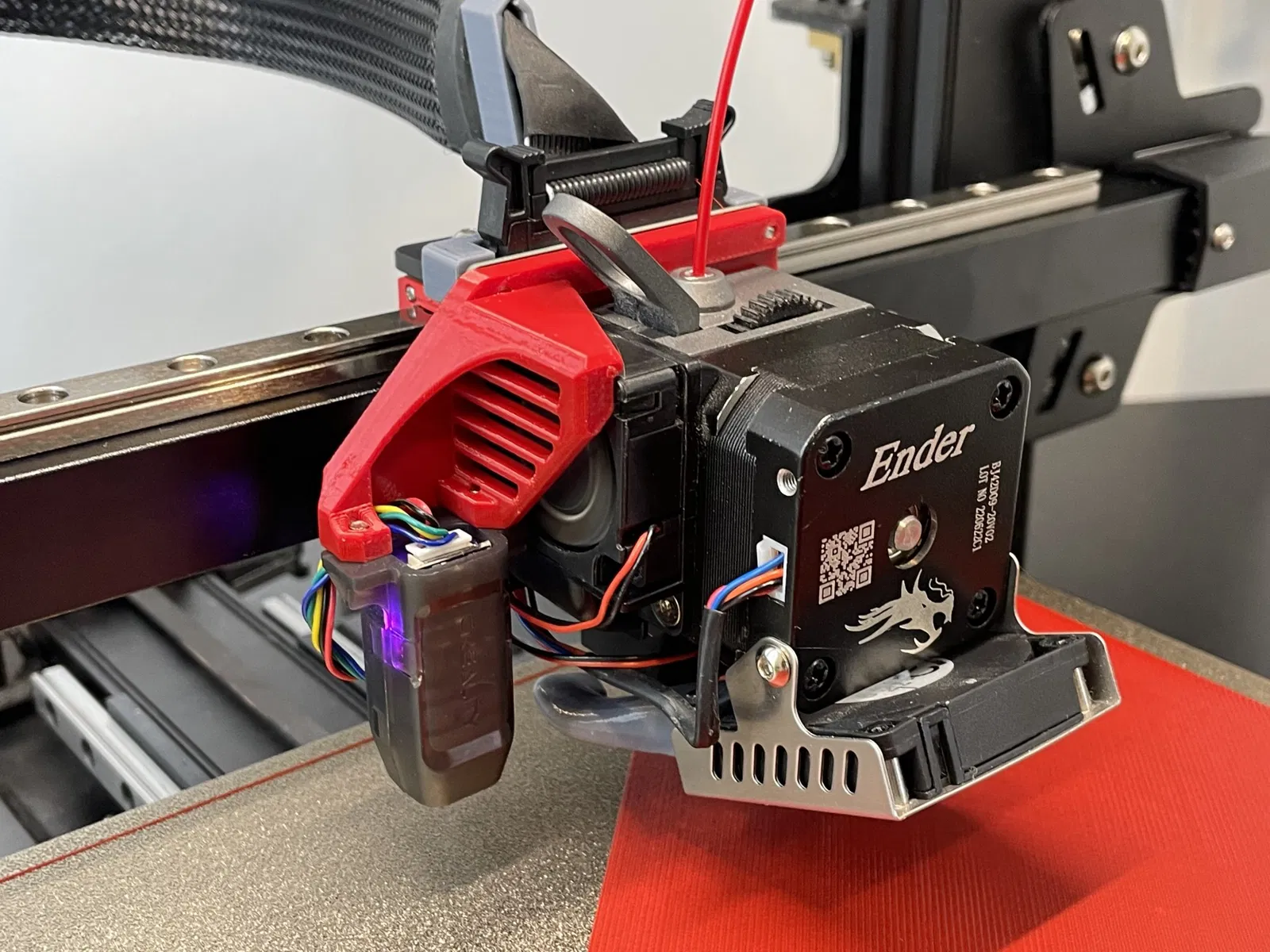
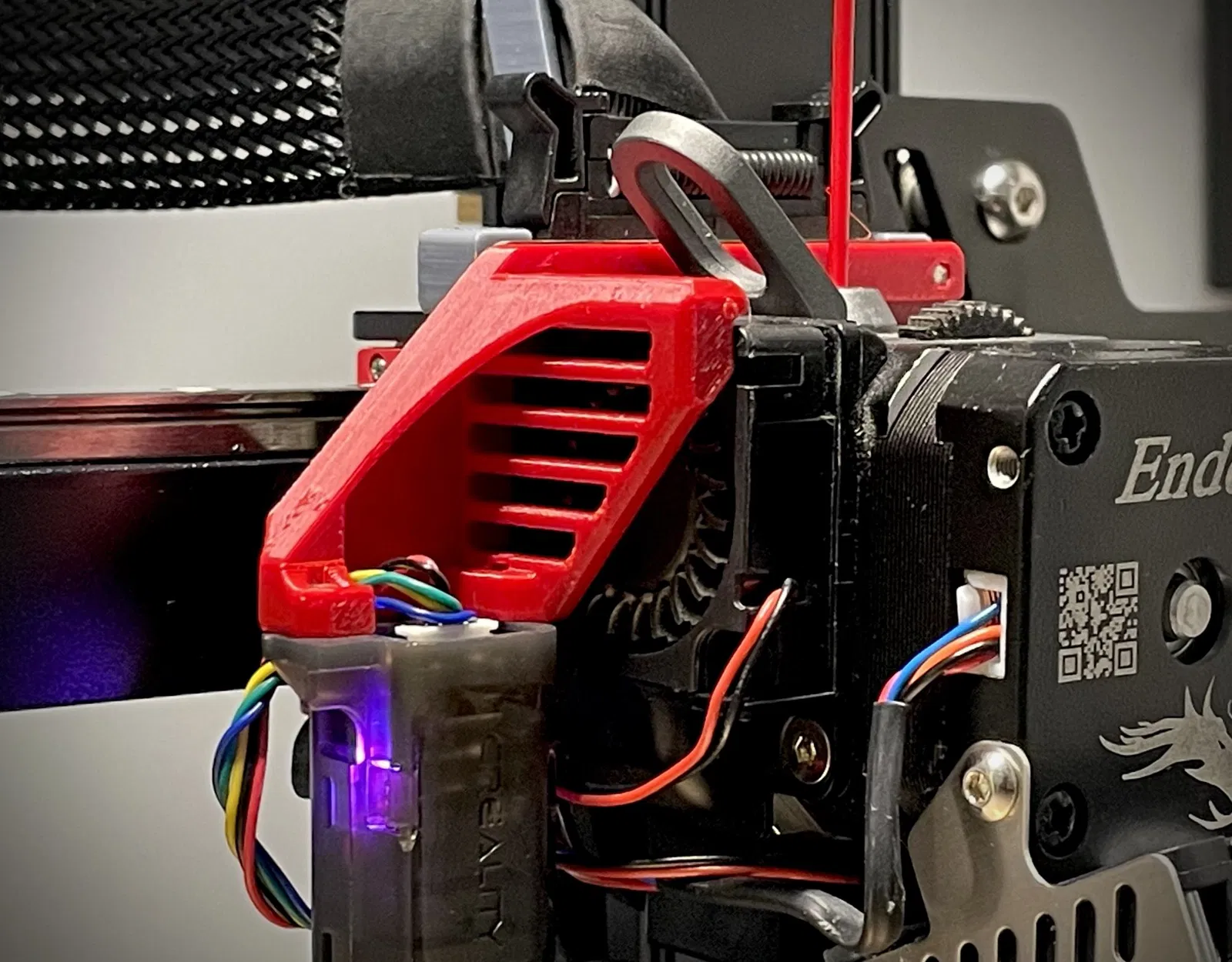
Cập nhật 25/08/2023 v1.2 đã thêm - truy cập cho bộ ốc điều chỉnh heat break được tạo ra, một lượng nhỏ vật liệu được thêm vào phía quạt của lưới gần đáy để đảm bảo khoảng cách thích hợp với quạt tản nhiệt. Cập nhật 11/04/2023 v1.1 đã thêm - giá đỡ cảm biến được thêm vào với độ vừa khít cải thiện, vị trí lỗ cho ốc dài phía sau được sửa (vị trí của lỗ trên các mẫu trước khi remix bị sai). Cảm biến nên nằm cao hơn một chút - hãy đảm bảo bạn kiểm tra lại độ lệch của cảm biến nếu bạn cập nhật giá đỡ của mình, nếu không bạn có thể gặp sự cố với vòi phun. Tệp đã được đổi tên, thông tin cấu hình Marlin đã được thêm vào, độ lệch X được sửa từ -44mm thành -45mm. Bối cảnh Một số máy in Ender 3 S1 và S1 Pro được giao có vấn đề với việc có được lớp đầu tiên tốt sau khi tự động tạo lưới giường. Điều này có thể do trục y không di chuyển theo một đường thẳng hoàn hảo (tức là một điểm trên giường có thể di chuyển theo chiều dọc khi nó di chuyển theo trục Y), có thể vì sự kéo dài Y bị cong (máy in S1/S1 Pro có các thanh kéo dài Y mỏng hơn 2040 so với các phiên bản trước với các thanh kéo dài Y 4040 và dễ bị cong hơn), hoặc do các điểm phẳng hoặc mòn không đều trên các bánh V. Hoặc có thể giường lỏng và cáp làm nóng đang nghiêng toàn bộ giường lên và xuống khi nó di chuyển qua lại. Một nguyên nhân khác có thể do góc của đầu công cụ thay đổi khi nó di chuyển theo trục X (có thể cáp kéo đầu khi nó di chuyển hoặc sự kéo dài bị xoắn). Điều này cũng có thể do các điểm phẳng hoặc mòn không đều trên các bánh V. Đối với vấn đề trục Y: nếu cảm biến đo một điểm trên giường, sau đó giường di chuyển theo trục Y nhưng cũng di chuyển theo chiều dọc, vòi phun đang in ở độ cao sai. Đối với vấn đề trục X: vị trí tiêu chuẩn của cảm biến khá xa khỏi sự kéo dài X so với vòi phun, vì vậy bất kỳ sự thay đổi góc nào của đầu công cụ sẽ tạo ra sự khác biệt lớn hơn ở cảm biến so với vòi phun, vì vậy nơi mà cảm biến nghĩ rằng giường là khác với nơi mà vòi phun cố gắng in. Máy của bạn có thể không gặp phải những vấn đề này. Đối với tôi, tôi đã gặp cả hai vấn đề này và giá đỡ cảm biến Y-offset bằng không đã khắc phục các vấn đề còn lại với ABL của tôi. Nâng cấp trục Y lên ray tuyến tính đã khắc phục hầu hết các vấn đề, nâng cấp trục X thì không có tác dụng gì, nhưng phần này làm cho lớp đầu tiên thực sự hoàn hảo. Rơi lệ Lưu ý rằng nếu trục Y của bạn không di chuyển theo một đường thẳng, phần này chỉ giải quyết triệu chứng, không phải nguyên nhân, và độ chính xác kích thước tổng thể của bạn có thể bị ảnh hưởng nếu bạn không giải quyết nguyên nhân. Nói một cách (hơi) đơn giản hơn Lý tưởng nhất là cảm biến sẽ ở cùng một vị trí với vòi phun (như Bambu làm với cảm biến gõ vòi và cảm biến piezo-điện, như Voron Tap, như Prusa i3 MK4, như Ankermake M5, v.v.) để không có độ lệch X và Y. Khi hệ thống chuyển động không hoàn hảo, điều này giúp rất nhiều trong việc tạo ra một lưới giường chính xác. Nhưng với cảm biến chạm như CR touch, cần phải có một độ lệch. Trong số các độ lệch X và Y, độ lệch Y thường gây ra nhiều vấn đề hơn trong các máy in kiểu i3 và đặc biệt là các máy in rẻ tiền sử dụng bánh xe V (đó là lý do tại sao có rất nhiều bản mod Y-offset bằng không ở đó!). Phần này loại bỏ độ lệch Y để cải thiện ABL. Phần này Được remix để làm cho nó nhẹ hơn (không phải là yếu tố hạn chế trên một máy in giường trượt, tôi chỉ thích thử thách kỹ thuật và thẩm mỹ). Cũng đã thêm một chút vật liệu ở dưới để hướng không khí của quạt tản nhiệt qua các cánh tản nhiệt, cũng như giảm độ lệch x một chút. Tôi đã giữ hầu hết các vỏ quạt để ngăn ngón tay của tôi vào quạt nhưng giữ một phần của nó không được che để dễ dàng loại bỏ bụi. Hiện trên máy in Ender 3 S1 Pro của tôi, nhưng nên hoạt động với S1 và các máy in khác có đầu phun Sprite. Độ lệch cảm biến X -45.0mm, Y 0.0mm (bạn phải cập nhật những điều này vào máy in của bạn để nó biết vị trí của cảm biến) Xin hãy đăng một bản làm nếu bạn thêm điều này vào máy in của bạn, hãy cho chúng tôi xem! Cũng xem https://www.f3d.vn/3d-model/19862-sleek-sprite-extruder-ribbon-cap-giam-cang-thang và <> Cấu hình Klipper Bạn không cần Klipper để sử dụng giá đỡ này, nhưng tôi thì cần, và đây là những phần liên quan trong cấu hình Klipper của tôi để bạn tham khảo. So sánh chúng với của bạn, và nếu có sự khác biệt, hãy xem xét việc thực hiện chúng vào cấu hình của bạn (đặc biệt nếu bạn gặp lỗi “Move out of range”). ```gcode [stepper_x] step_pin: PC2 dir_pin: PB9 enable_pin: !PC3 rotation_distance: 40 microsteps: 16 endstop_pin: !PA5 position_min: -8 position_endstop: -8 position_max: 250 homing_speed: 120 [stepper_y] step_pin: PB8 dir_pin: PB7 enable_pin: !PC3 rotation_distance: 40 microsteps: 16 endstop_pin: !PA6 position_min: -8 position_endstop: -8 position_max: 230 homing_speed: 120 [bltouch] sensor_pin: ^PC14 # cổng kiểm tra tín hiệu ^đại diện cho pull up control_pin: PC13 # cổng điều khiển tín hiệu x_offset: -45.0 # độ lệch chính xác phụ thuộc vào cách giá đỡ được căn chỉnh khi được vặn vào, nhưng đừng lo lắng về việc làm cho nó siêu chính xác y_offset: 0
z_offset: 0 # cấu hình z_offset, được thiết lập trong save_config bên dưới, không phải ở đây
speed: 20
stow_on_each_sample = false # false để dò nhanh hơn
samples: 1 # ban đầu là 1
probe_with_touch_mode = true [safe_z_home]
home_xy_position:155,110 # vị trí x là giữa giường - "x-offset", vị trí y là giữa giường - để về nhà ở giữa giường
speed: 200
z_hop: 10
z_hop_speed: 10 [bed_mesh]
speed: 150
mesh_min: 0,0 # khi đầu dò được để phía trước vòi phun, dò 0,0 sẽ ổn
mesh_max: 205,220 # đầu dò tối đa trong X là "position_max" của stepper X trừ đi "X_offset" của bltouch, đầu dò tối đa trong Y là diện tích in tối đa
probe_count: 12,12 # nếu bạn đã lót bàn in của mình bằng băng dính hoặc giấy, hãy sử dụng mật độ cao như 12x12
fade_start: 1
fade_end: 10
fade_target: 0
mesh_pps: 2, 2
algorithm: bicubic
bicubic_tension: 0.2
Và nếu bạn đang ở trong các tệp cấu hình, bạn nên thêm điều này để bạn có thể sử dụng lệnh “screws\_tilt\_calculate” (các giá trị vị trí là cho giá đỡ này).gcode
[screws_tilt_adjust]
screw1: 66, 192
screw2: 240, 192
screw3: 240, 22
screw4: 66, 22
screw1_name: Sau Trái
screw2_name: Sau Phải
screw3_name: Trước Phải
screw4_name: Trước Trái
speed: 200
horizontal_move_z: 5
screw_thread: CW-M4 [gcode_macro screw_tilt]
gcode: G28 SCREWS_TILT_CALCULATE [gcode_macro update_mesh]
gcode: G28 bed_mesh_calibrate G1 X0 Y0 Z10 F4200 save_config
**Cấu hình Marlin - Đang Tiến Hành** Gửi g-code sau đến máy in của bạn bằng cách sử dụng Pronterface và cáp USB. Ngoài ra, tải xuống tệp gcode, mở nó, xóa “;”, lưu lại và tải lên máy in của bạn. Thông tin thêm tại: <https://marlinfw.org/docs/gcode/M851.html>gcode
M851 X-45 Y0
Giấy phép

File mô hình




Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!