SV06 Bulldozer: Tự động đẩy bản in

SV06 Bulldozer là phụ kiện gắn vào đầu phun, giúp tự động đẩy bản in đã hoàn thành ra khỏi mâm nhiệt, lý tưởng cho môi trường farm in. Hướng dẫn lắp đặt và mẹo sử dụng G-code để tối ưu hóa quá trình.
705
Lượt Xem
9
Lượt Thích
50
Lượt Tải
Cập Nhật Dec 18, 2025





Mô tả
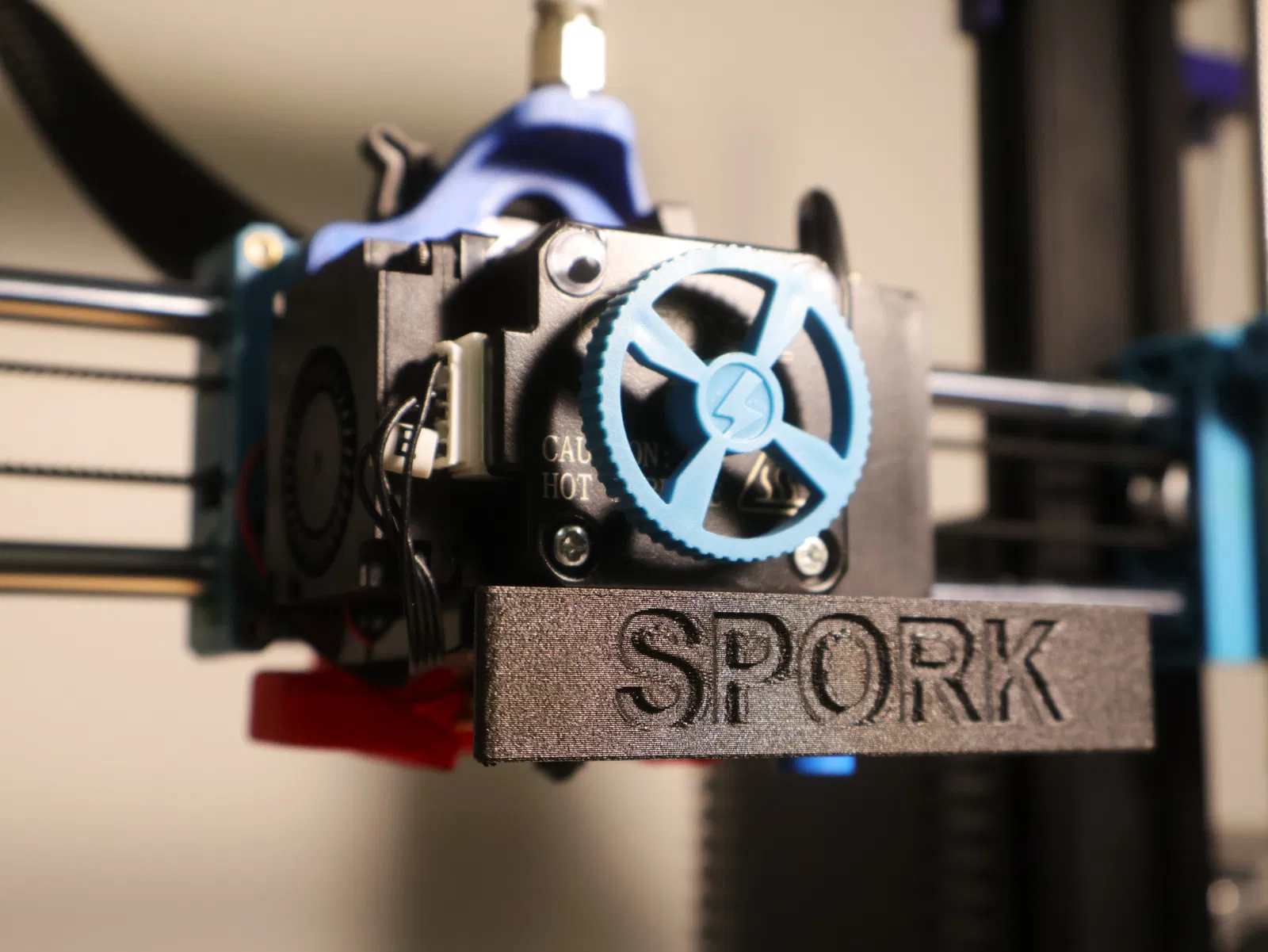
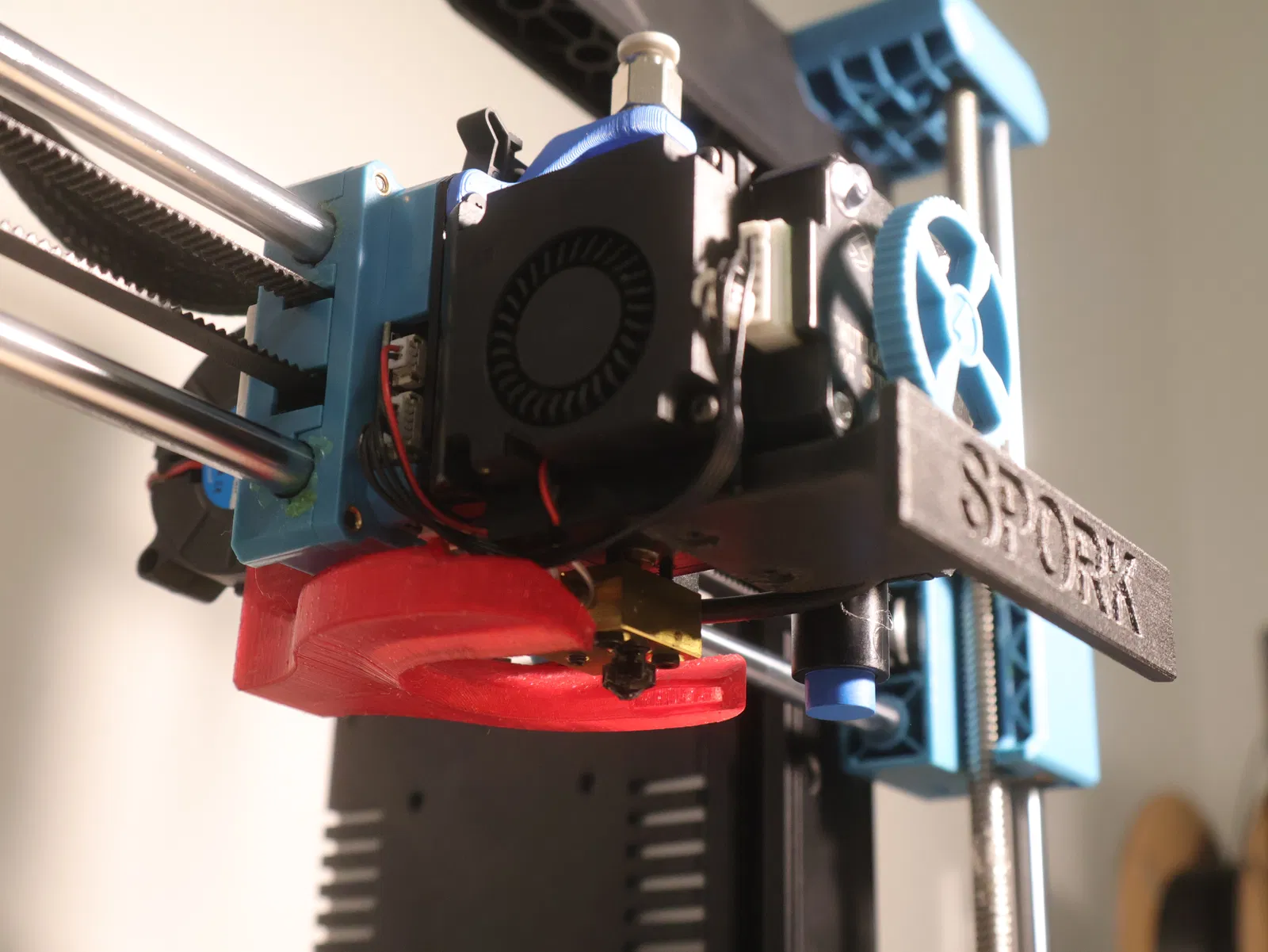
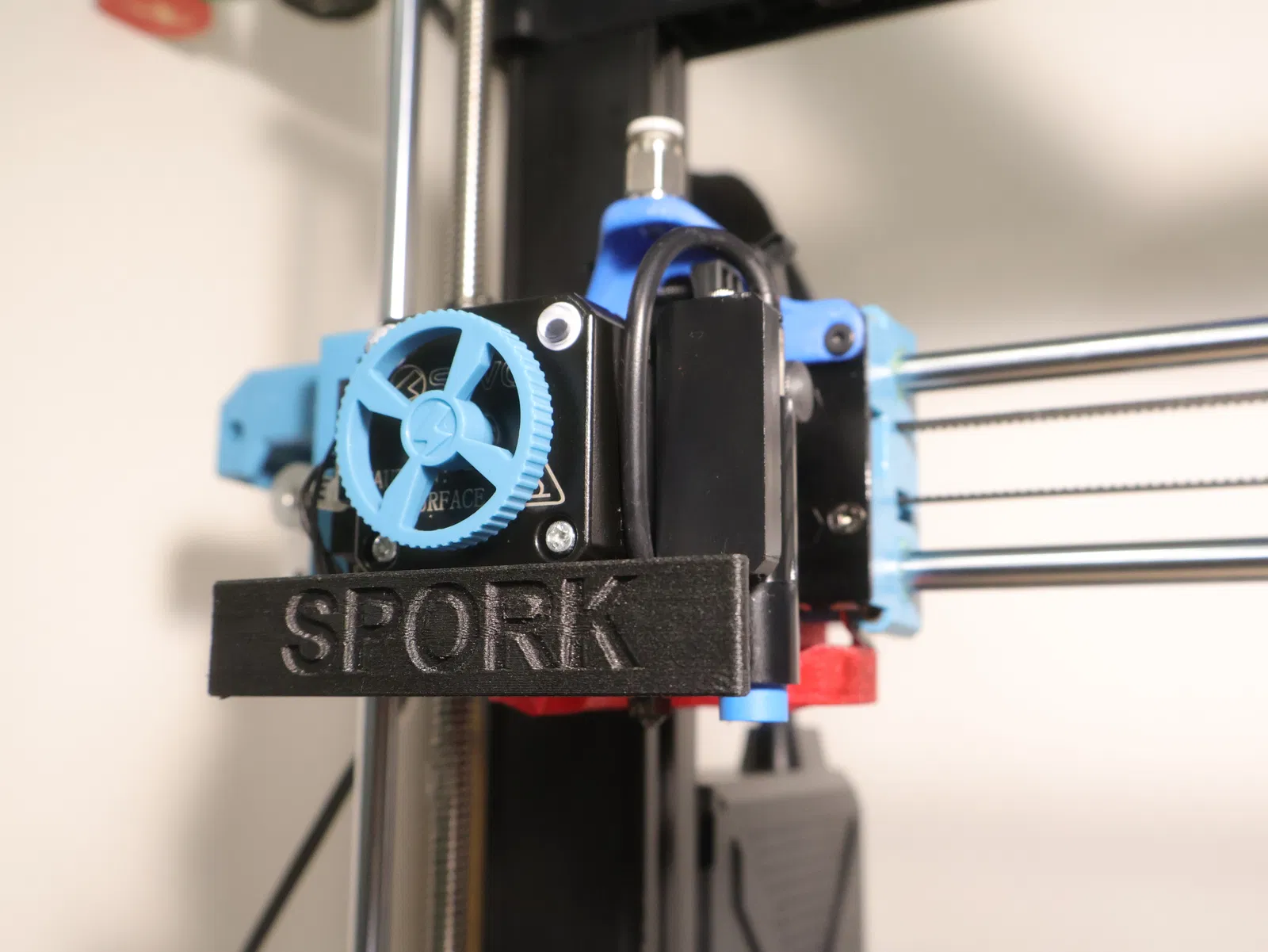
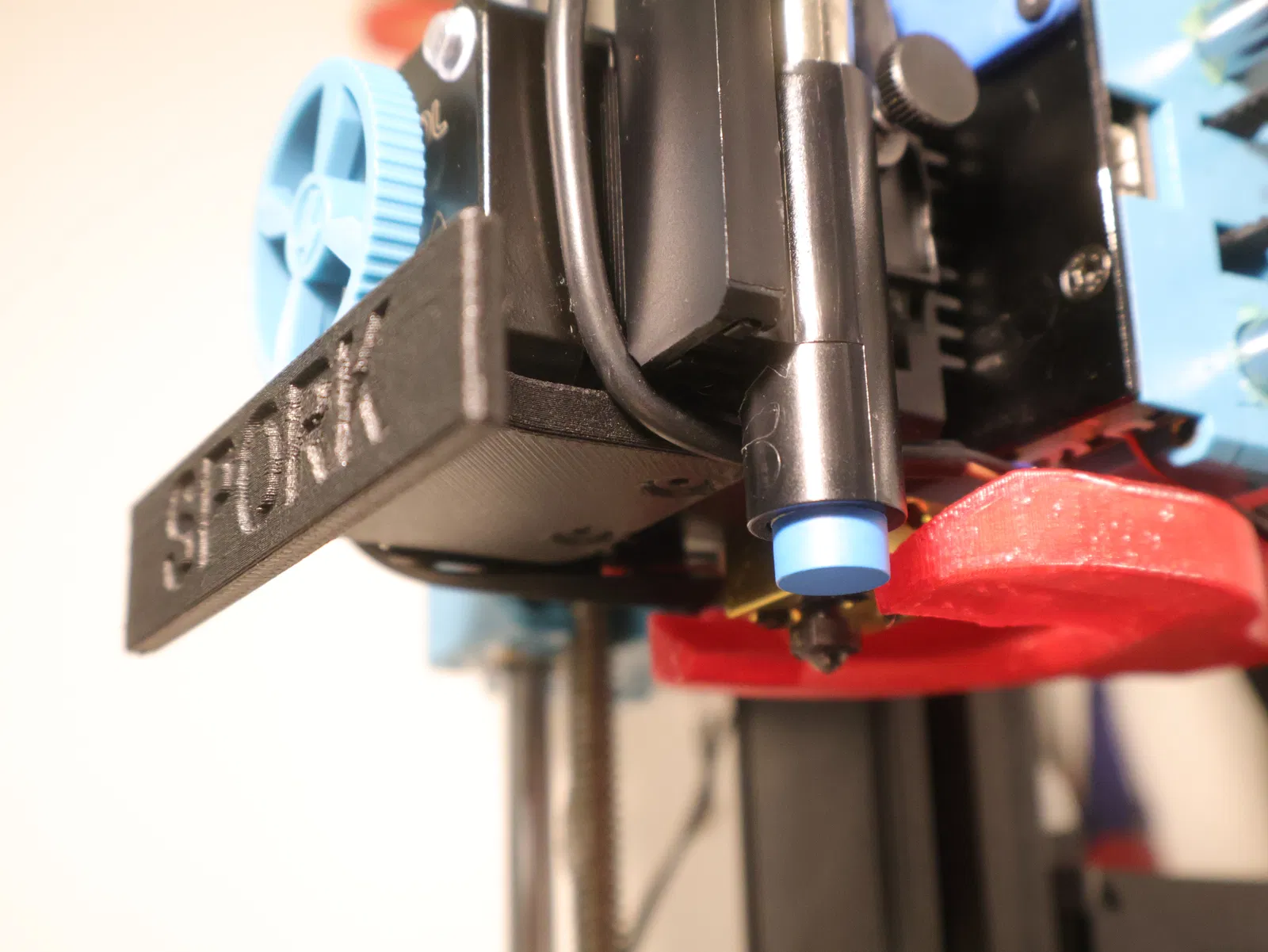
SV06 Bulldozer: #### Nó là gì? Phụ kiện đầu phun này được thiết kế để tự động đẩy bản in ra trong môi trường farm in/ vòng lặp gcode. Bạn có thể dùng cái "bulldozer" này để gạt bản in đã hoàn thành ra khỏi mâm nhiệt và bắt đầu bản in mới, giống như trong video này: Automatic 3D Print Removal using G-Code (youtube.com) #### Cách lắp: Phần này gắn vào thân bộ đùn bằng 2 ốc M38. Bạn sẽ cần tháo quạt làm mát bộ phận ban đầu và giá đỡ quạt. Nó tương thích với các ống dẫn làm mát gắn vào phía sau đầu phun như cái này: SV06 5015 Fan Duct Rounded by NAM1025 | Download free STL model | Printables.com Lưu ý: Điểm thấp nhất của "bulldozer" cao hơn đầu kim phun 5mm. Bạn không thể đẩy ra bất cứ thứ gì thấp hơn 5mm. Chiều cao tối thiểu được đề xuất để tự động đẩy là 15mm, và diện tích bề mặt bám vào mâm nhiệt phải khá nhỏ so với chiều cao. #### Tự động gỡ bản in: Bạn có thể làm điều này bằng cách sử dụng gcode (video được liên kết) hoặc sử dụng phần mềm tùy chỉnh. Tôi sẽ sớm có một hướng dẫn về vấn đề này. Bạn sẽ cần một bề mặt in có thể nhả bộ phận khi nguội. Mâm nhiệt PEI nguyên bản là ổn. ##### Mẹo và thủ thuật: khi viết Gcode cuối cho việc đẩy bản in, hãy đảm bảo đợi mâm nhiệt nguội xuống dưới 30 độ C (M140&M190) trước khi nó cố gắng gạt bản in ra.
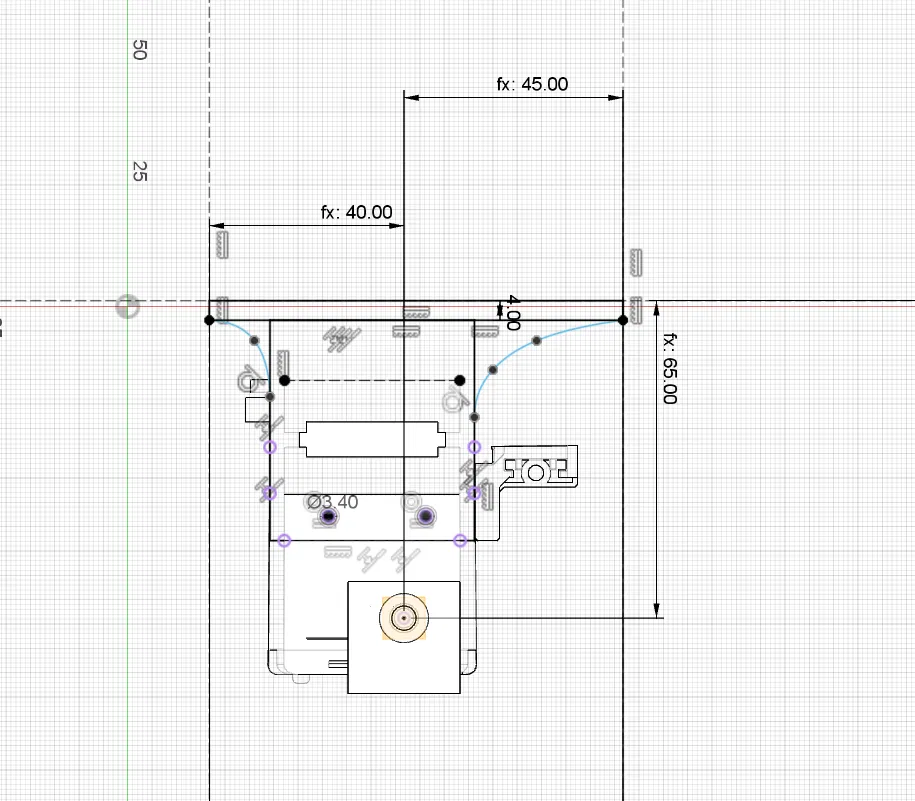
- Bạn có thể viết Gcode cuối "đa năng" quét "bulldozer" qua toàn bộ chiều rộng của mâm nhiệt. Như vậy bạn có thể in các vật thể khác nhau trong một lần chạy. #### Kích thước Offset: Đây là các khoảng cách bù trừ so với đầu phun trong trường hợp bạn muốn lập trình Gcode cuối chính xác để đẩy điểm cao nhất của bản in ra để dễ dàng gỡ bỏ. z-offset: +5.0mm x-offset (bên trái): 40mm x-offset (bên phải): 45mm y-offset: 65mm #### Cài đặt in: * Bạn có thể in bằng bất kỳ loại sợi nhựa nào. Tôi đã sử dụng Carbon fiber PETG để hoàn thiện bề mặt.
- in với số lượng tường và lớp độn (infill) hợp lý: nó nên khá cứng. Tôi đã sử dụng 20% lớp độn rectilinear và tường dày 1.2mm.
- Bạn có thể tùy chỉnh tấm mặt trước bằng văn bản. Rất dễ dàng với công cụ "text" trong Prusaslicer & các phần mềm tương tự. ### QUAN TRỌNG: * xóa Gcode bắt đầu cho đường purge: cái này không thể đẩy ra và sẽ gây ra việc in đè lên các đường purge trước đó trong các lần in tiếp theo.
- Đừng dùng skirts!! giống như đường purge, skirts quá mỏng để có thể đẩy ra. Thay vào đó, hãy dùng Brim mỏng.
- Biết mình đang làm gì! Việc sửa đổi này có thể gây hư hỏng cho máy in của bạn và/hoặc gây tổn thương tinh thần, bạn tự chịu rủi ro!
Giấy phép
File mô hình
Đang tải files, vui lòng chờ...

Vui lòng đăng nhập để bình luận.
Vui lòng đăng nhập để khoe bản in của bạn.
Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!