Vòng bi con lăn và trượt tùy chỉnh (Đã cập nhật)

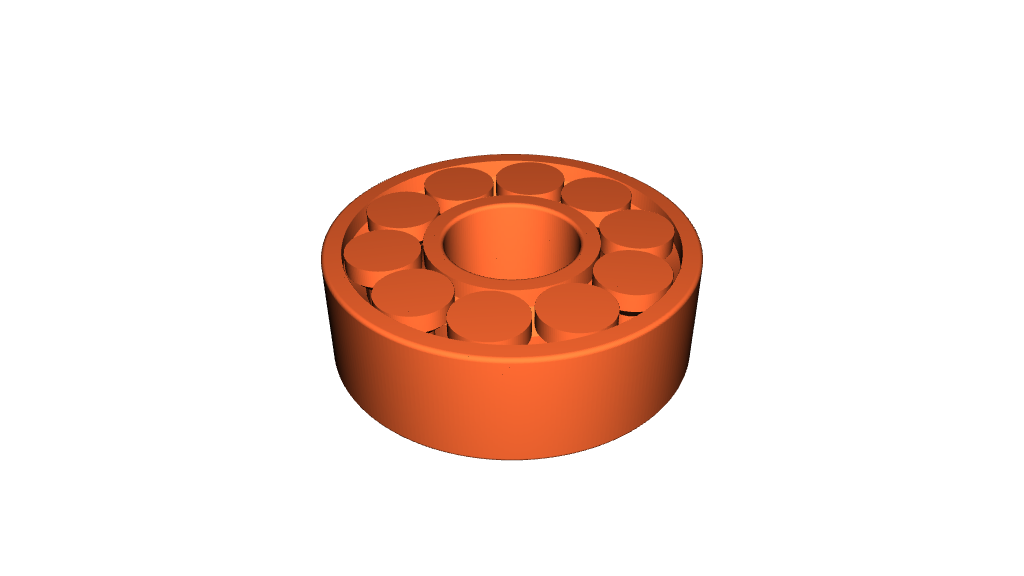
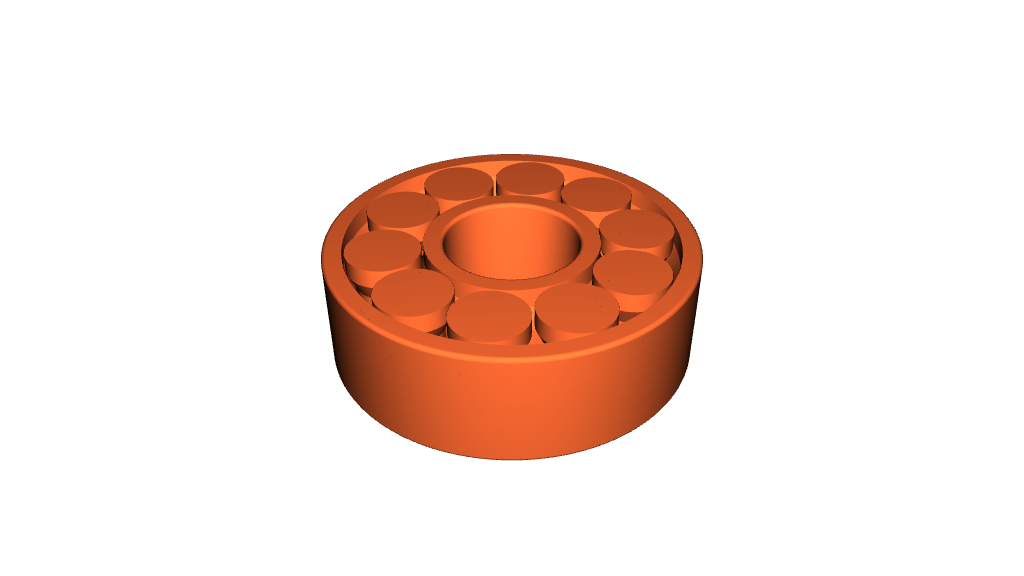
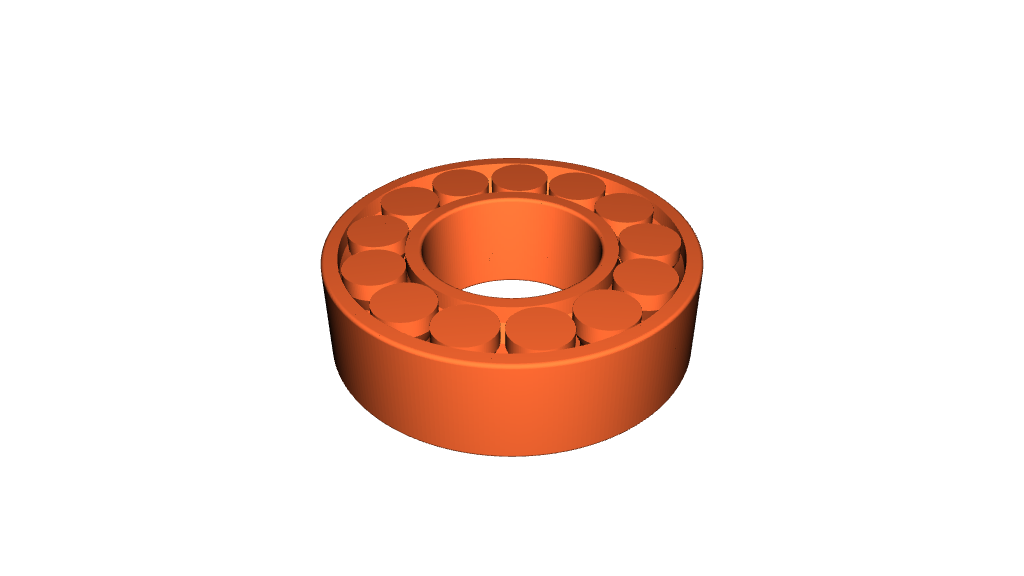
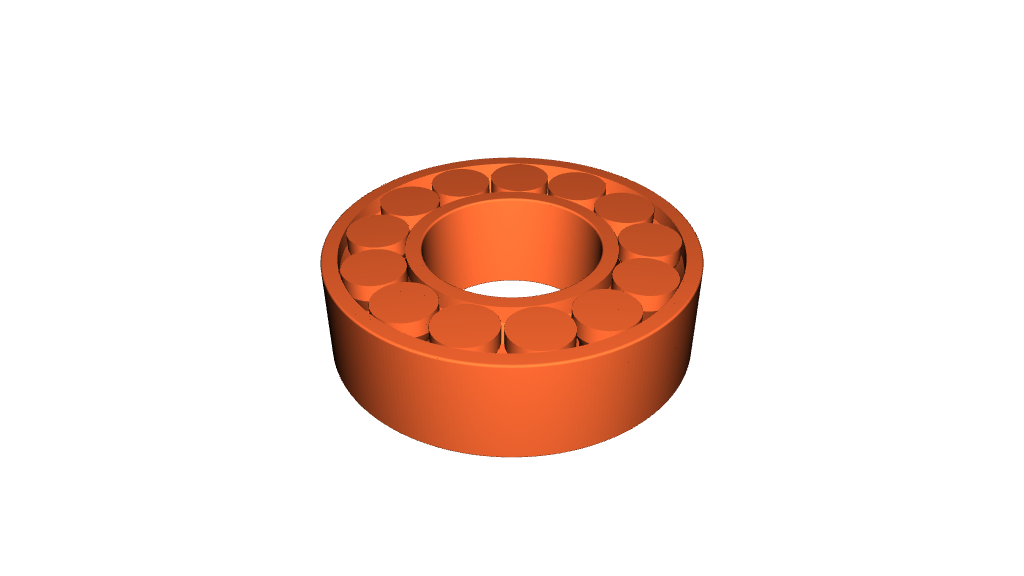
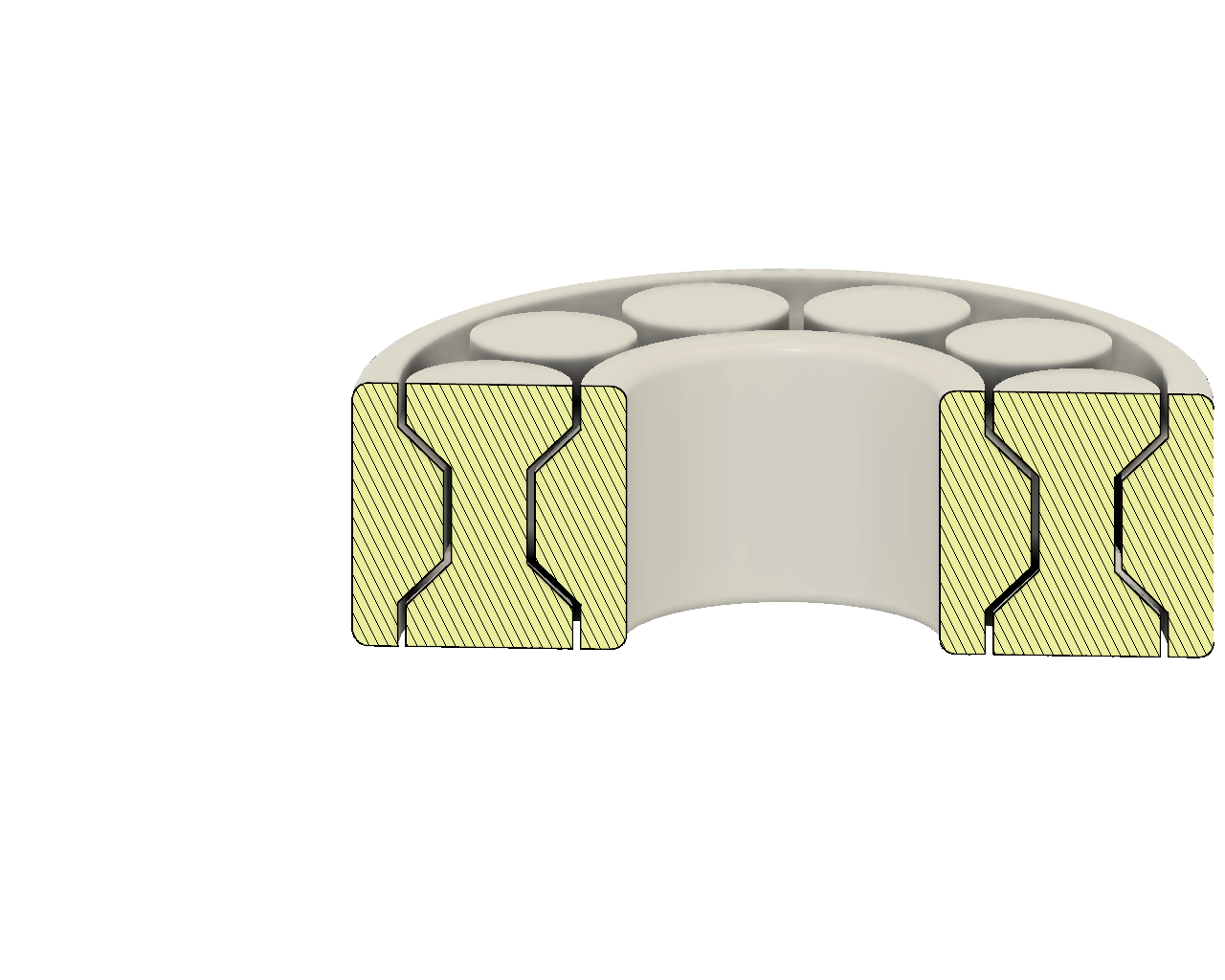
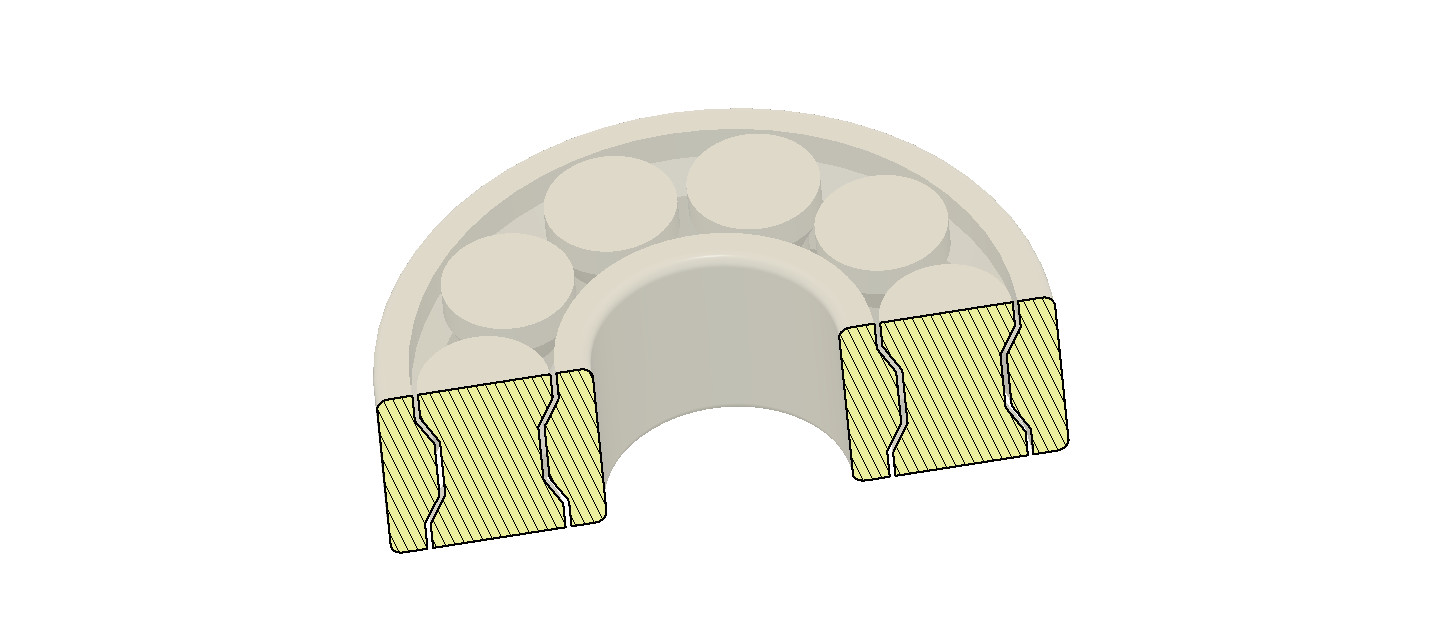
Thiết kế vòng bi con lăn và trượt tùy chỉnh, có thể điều chỉnh đường kính, chiều cao, độ hở và số lượng con lăn. Bao gồm kinh nghiệm thực tế khi in bằng PLA và PETG trên máy Prusa MK3S+/MK4, đặc biệt lưu ý đến độ hở và cài đặt in cho vòng bi 608 nhỏ.







Mô tả
Cập nhật ngày 2023-12-07 (xem bên dưới)
Có nhiều thiết kế vòng bi (con lăn, bi và trượt) đã có sẵn trên mạng.
Một số có thể tùy chỉnh. Tôi đã không tìm thấy một thiết kế nào mà tôi có thể điều chỉnh để có kích thước chính xác và in được. Do đó, đây là thiết kế của tôi ở định dạng Fusion 360.
Bạn có thể tùy chỉnh:
- Đường kính trong
- Đường kính ngoài
- Chiều cao
- Độ hở
- Số lượng con lăn (cho vòng bi con lăn. Có lẽ sau này tôi sẽ tự động hóa điều này))
Tôi cũng đã tải lên các ví dụ cho vòng bi tiêu chuẩn 608 và 6004.
Độ hở rất quan trọng. Để có độ chính xác tốt nhất, bạn nên đặt nó càng nhỏ càng tốt. Điều có thể làm được phụ thuộc vào máy in 3D của bạn và mức độ bạn đã hiệu chỉnh nó cho vật liệu bạn đang sử dụng. Thông thường, độ hở 0.2 mm là ổn. Khi các bộ phận bị dính vào nhau khi in, thì hoặc là bạn phải tinh chỉnh máy in của mình, hoặc chọn độ hở lớn hơn. Vòng bi càng nhỏ thì càng khó. Vòng bi loại 608 đã là khá khó rồi.
In với chiều cao lớp 0.2 - 0.1 mm. Lấp đầy 100%.
Có thể bạn sẽ phải tách các con lăn ra sau khi in.
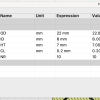
Tùy chỉnh được thực hiện qua Fusion360 > modify > change parameters:
- Chọn Đường kính trong của bạn
- Chọn Đường kính ngoài của bạn
- Chọn Chiều cao
- Chọn độ hở của bạn (bắt đầu với 0.2 mm)
- Chọn số lượng con lăn (chọn số lượng sao cho tất cả không gian được lấp đầy bởi con lăn, nhưng bạn vẫn có khoảng cách ít nhất 0.2 mm giữa chúng)
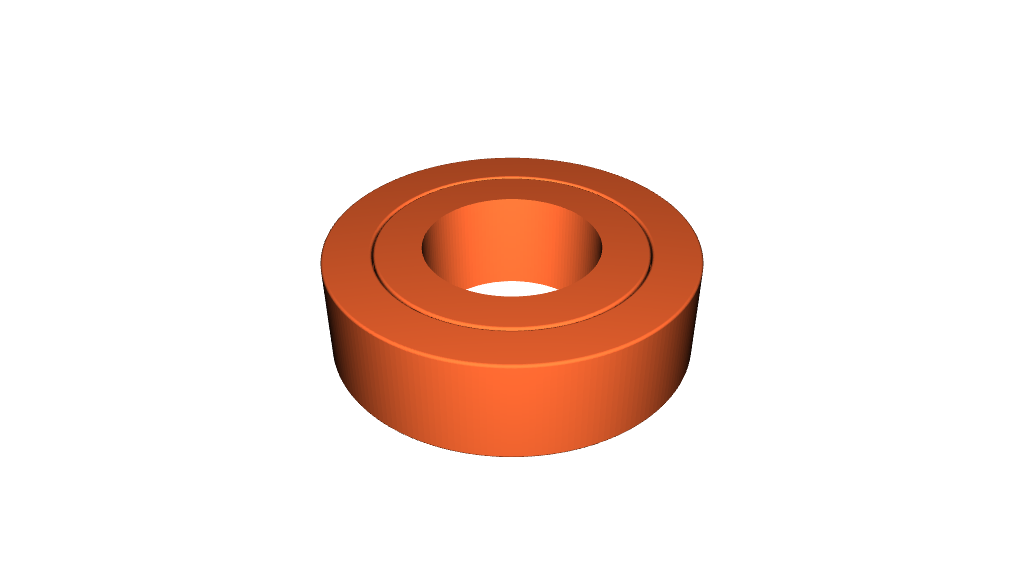
- Xuất một trong 2 thành phần (vòng bi trượt hoặc vòng bi con lăn)
- Cắt file .stl bằng slicer của bạn cho lớp 0.2-0.1 và lấp đầy 100% với vật liệu bạn muốn sử dụng.
Vui lòng chia sẻ kinh nghiệm của bạn.
Cập nhật về kinh nghiệm thực tế:
Tôi cần vòng bi con lăn 608 cho một dự án. Vì vậy, tôi đã in thiết kế của mình bằng PLA như được đăng ở đây trên máy MK4 (khá) mới của tôi (Các mô hình đã đăng được in trên máy MK3S+).
Trong quá trình tách các con lăn ra, một số bị gãy. Tôi đã in với lớp 0.1 mm chế độ "fast detail" và input shaping. Với cấu hình này, kết quả còn tệ hơn so với máy MK3S+.
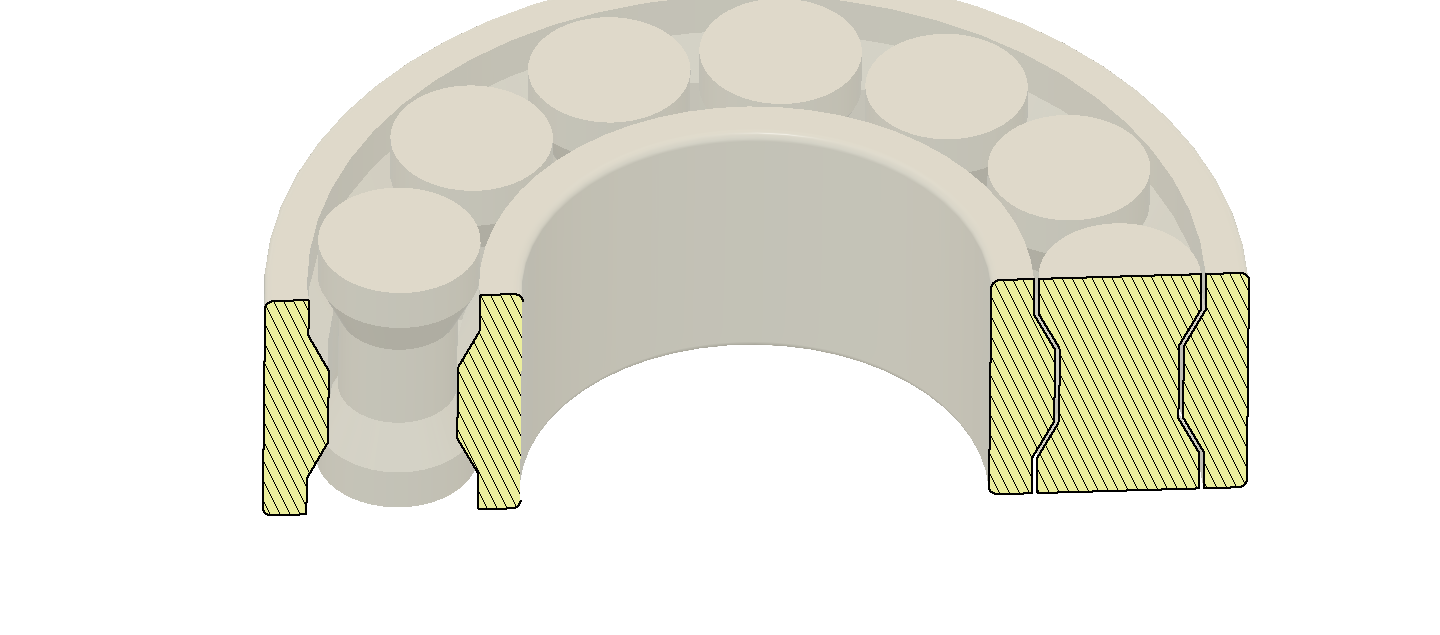
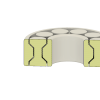
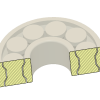
Đó là lý do tại sao tôi đã thiết kế lại mô hình. Tôi đã làm cho phần giữa của con lăn dày hơn một chút. (Xem tất cả các tệp có chữ "I3" trong tên).
Kết quả là độ hở (ban đầu đặt là 0.2 mm trong tệp Fusion) trở nên quan trọng hơn.
Tuy nhiên, tôi đã có thể in với độ hở 0.12 mm và lớp 0.15 mm chế độ "Structural". Bây giờ các con lăn đã lỏng sau khi lấy bản in ra khỏi đế. In thiết kế đã sửa đổi với độ hở 0.2 mm là rõ ràng quá lỏng đối với vòng bi 608! Chỉ cần một chút lực là vòng bi bị bung ra.
Tôi cũng đã in mô hình I3 bằng PETG với độ hở 0.12 mm, lớp 0.15 mm chế độ "Structural" và input shaping.
Bây giờ tôi đã phải tách từng con lăn ra bằng một cái que nhỏ. Tuy nhiên, kết quả gần như hoàn hảo với rất ít độ rơ.
Kết luận: Bạn phải thử nghiệm với độ hở và cài đặt in khi in vòng bi con lăn 608 nhỏ. Rất nhiều phụ thuộc vào độ chính xác của máy in của bạn. Tất cả các tệp mới đã được thêm vào.
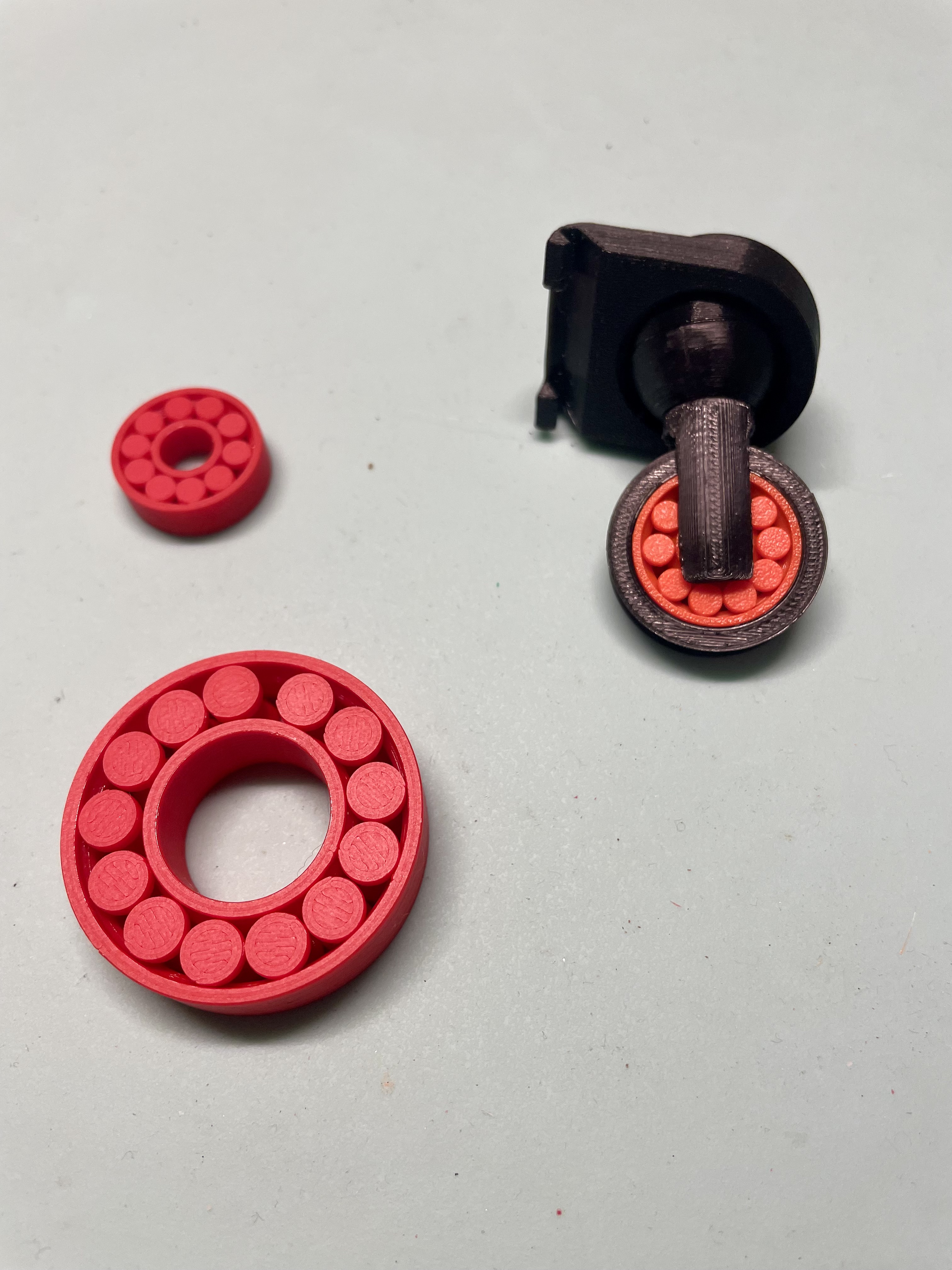
Tôi đã thêm một bức ảnh về các vòng bi đã sửa đổi và một ứng dụng.
Chúc bạn thử nghiệm vui vẻ, và vui lòng chia sẻ kết quả của bạn!
Giấy phép