Công cụ Hiệu chỉnh Độ lệch Đầu dò XYZ cho BL CR 3D Touch

Công cụ hiệu chỉnh XYZ giúp bạn dễ dàng tìm được độ lệch trục z, x, y cho đầu dò BL Touch, CR Touch hoặc 3D Touch của bạn. Hướng dẫn chi tiết từng bước giúp bạn cài đặt chính xác, đảm bảo bản in hoàn hảo. Hỗ trợ các máy in như Creality Ender-3 v2.



Mô tả
Nếu bạn thích các thiết kế của tôi, bạn có thể giúp tôi bằng cách cài đặt Temu và tham gia miễn phí bằng liên kết Temu Associate của tôi: https://temu.to/m/u35zqoy1w8m
Bạn không chỉ có thể mua các mặt hàng và bộ phận máy in 3D cần thiết để tạo ra các thiết kế của tôi, mà còn được giảm giá rất tốt. Temu giao hàng khá nhanh, giá rất rẻ và chất lượng rất tốt. Số tiền hoa hồng tôi kiếm được từ việc giới thiệu giúp tôi mua sợi in và xuất bản thêm nhiều thiết kế hữu ích miễn phí.
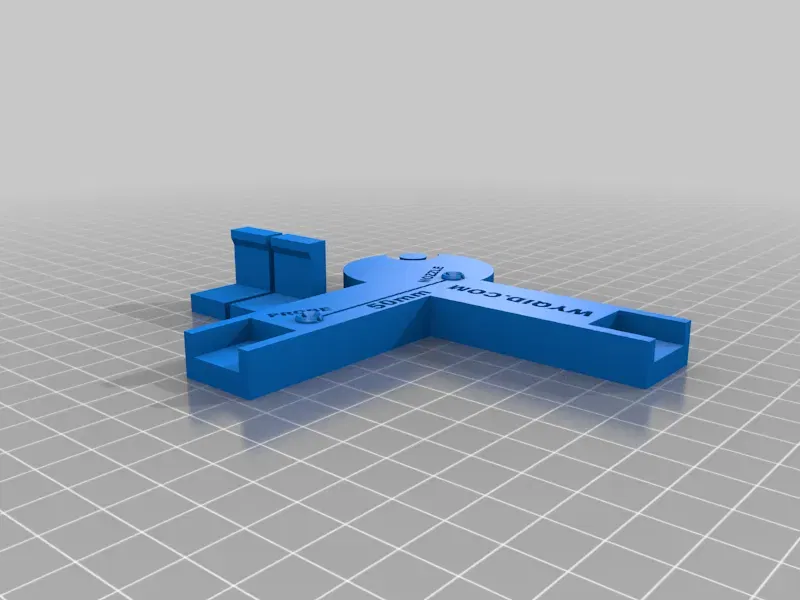
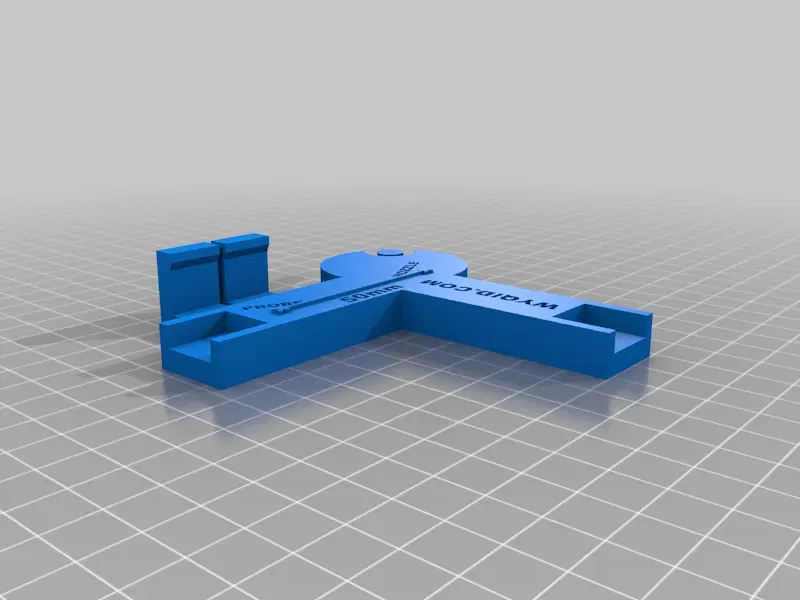
Đây là một công cụ giúp bạn tìm đúng độ lệch trục z (z-offset), độ lệch trục x (x-offset) và độ lệch trục y (y-offset) cho đầu dò cân bằng bàn máy BL Touch, CR Touch hoặc 3D Touch của bạn.
In cả 3 bộ phận rồi dùng keo siêu dính dán các kẹp góc lên hai đầu nhọn như hình. Bạn sẽ cần một sợi dây thun có thể căng qua góc đối diện của bàn máy.
Cách sử dụng công cụ này:
Bước 1
Auto Home máy in của bạn mà không cần đặt công cụ vào vị trí.
Bước 2
Nâng trục Z bằng bảng điều khiển màn hình lên khoảng 100mm (Không tắt bộ điều khiển động cơ bước).
Bước 3
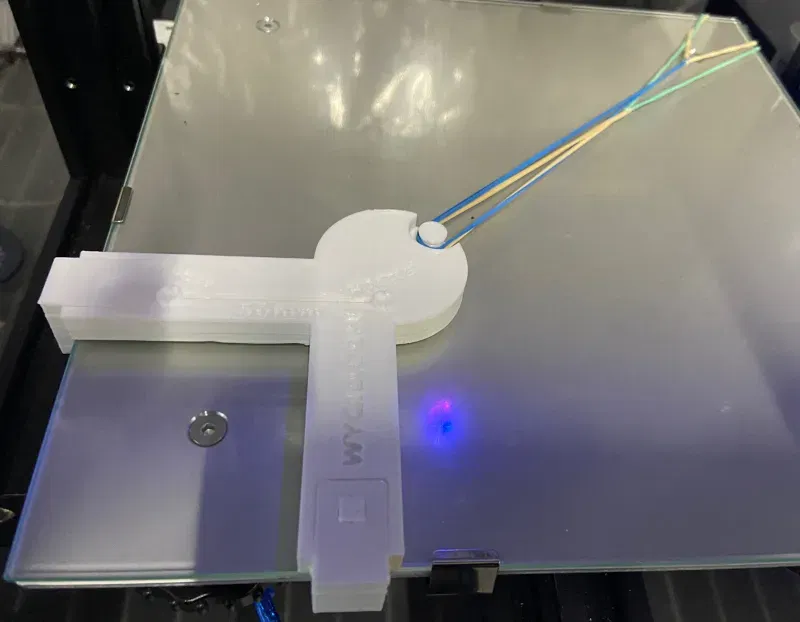
Sau khi bạn thực hiện Auto Home máy in và nâng trục Z như đã nêu ở trên, hãy đặt công cụ vào góc trước bên trái của bàn in và giữ cố định bằng dây thun căng qua chốt và góc đối diện của bàn máy. Đảm bảo nó vuông góc, công cụ và dây thun sẽ đảm bảo điều đó.
Bước 4
Triển khai đầu dò của bạn.
Bước 5
Sử dụng bảng điều khiển máy in của bạn (lần nữa, không tắt động cơ bước), điều chỉnh trục X và Y để định vị đầu dò ngay trên tâm của vòng tròn có nhãn PROBE. Từ từ hạ trục Z xuống cho đến khi đầu dò chỉ chạm nhẹ vào bề mặt công cụ ở tâm của vòng tròn PROBE. Sau đó, đầu dò của bạn sẽ sáng lên (và rút lại).
Bước 6
Ghi lại vị trí hiện tại của X, Y và Z trên bảng điều khiển của bạn. Đặt tên cho các vị trí này là X1, Y1 và Z1.
Bước 7
Tiếp theo, lại sử dụng bảng điều khiển, định vị đầu phun ngay giữa vòng tròn có nhãn NOZZLE. Từ từ hạ trục Z xuống cho đến khi đầu phun chạm vào tâm của vòng tròn NOZZLE.
Bước 8
Ghi lại vị trí X, Y và Z hiện tại trên màn hình máy in của bạn và đặt tên cho chúng là X2, Y2 và Z2.
Bước 9
Vì các lỗ nên cách nhau chính xác 50mm, hãy cộng 50 vào số bạn đã ghi lại cho X1. Bạn có thể sử dụng thước cặp kỹ thuật số để xác minh. Một số sợi nhựa giãn nở hoặc co lại nhiều hơn những loại khác.
À, nếu bạn cần thước cặp kỹ thuật số hoặc dây thun, tôi đã cung cấp một vài liên kết ở đây (Với tư cách là Đối tác Amazon, tôi kiếm được từ các giao dịch mua đủ điều kiện):
Thước cặp kỹ thuật số: https://amzn.to/48G64VR
Dây thun: https://amzn.to/46AjFMu
Bước 10
Nếu đầu dò của bạn được gắn bên trái đầu phun (thường là vậy)...
Lấy giá trị X2 trừ khỏi giá trị X1 và đó là độ lệch trục X của bạn.
Lấy giá trị Y2 trừ khỏi giá trị Y1 và đó là độ lệch trục Y của bạn.
Lấy giá trị Z2 trừ khỏi giá trị Z1 và đó là độ lệch trục Z của bạn.
Bước 11 (Cuối cùng, tôi hứa!)
Lưu các giá trị này vào máy in của bạn, lưu và gỡ công cụ ra khỏi bàn máy in.
Bạn có thể sử dụng phần mềm slicer hoặc Octoprint để đặt độ lệch trục X, Y và Z nếu bạn không thể đặt chúng bằng bảng điều khiển máy in của mình. Bạn có thể sử dụng G-Code trước khi công việc in bắt đầu để thực hiện việc này. Ví dụ:
M851 X-43; đặt độ lệch trục x thành -43
M851 Y-6; đặt độ lệch trục y thành -6
M851 Z-1.25; đặt độ lệch trục z thành -1.25
M500; lưu cài đặt. Mã M này có thể không hoạt động với tất cả các máy in.
Khi bạn tự động cân bằng bàn máy, các điểm đầu dò cân bằng nên có khoảng cách bằng nhau với các cạnh. Vị trí trung tâm nên ở chính giữa.
Có khả năng trên một số máy in, trục X không thể đi hết ra cạnh bề mặt bàn máy. Đây là lý do tại sao bề mặt bàn máy của bạn thường là 235mm x 235mm (trên Ender3 chẳng hạn), nhưng không gian xây dựng của bạn là 220mm x 220mm. Điều này là do công tắc cuối trục X ngăn đầu phun đi hết về phía bên trái. Nếu bạn nhìn kỹ khi tự động hóa, bạn sẽ thấy đầu phun không thể đi hết ra cạnh mà không va vào công tắc cuối trục X. Điều này là bình thường và là một phần của thiết kế máy in.
Cài đặt In
Thương hiệu máy in:
Creality
Máy in:
Ender-3 v2
Rafts:
Không
Supports:
Không
Độ phân giải:
0.16
Infill:
50-100%
Filament: Generic PLA
Bất kỳ
Ghi chú:
2 cái kẹp nên được dán bằng keo siêu dính. Việc này được thực hiện để bản in phẳng nhất có thể và tránh cần đến supports.
Tôi đã in với vành 15mm do các góc và các kẹp bàn máy nhỏ.
Danh mục: Phụ kiện máy in 3D
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — NoDerivativesCC-BY-NC-ND

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!