Khối Lập Phương Kiểm Tra Dung Sai Kiểu Swiss Cheese

Khối lập phương calibration và kiểm tra dung sai tối thượng, được thiết kế để kiểm tra máy in 3D trên nhiều tiêu chuẩn và vật liệu như PLA, PETG, ABS/ASA. Bao gồm các bài kiểm tra cho nam châm, ren, ốc, lỗ luồn dây filament và nhiều hơn nữa.
Mô tả
(CẬP NHẬT 2/3 - Mình đã cập nhật file này để sửa một số lỗi manifold. Phiên bản trước vẫn in tốt, nó chỉ báo lỗi trên một số slicer thôi chứ vẫn in được. Phiên bản cũ đã được thay thế bằng phiên bản này.)
Khối calibrate và kiểm tra dung sai (tolerance) tối thượng đây. Mình xin giới thiệu Khối Lập Phương Kiểm Tra Dung Sai Kiểu Swiss Cheese, hay gọi tắt là SC³.
Model này được thiết kế để giúp bạn calibrate máy in theo cả ba trục và giúp bạn in đạt độ chính xác cho nhiều model được xây dựng dựa trên các loại ốc, đai ốc và phụ kiện phổ biến. Mình dựa nhiều vào tiêu chuẩn của Voron và vật liệu ABS/ASA cho các dung sai, nhưng khối này cũng sẽ hoạt động tốt với PLA và PETG.
Xin lưu ý: _Đã bao gồm hai file, là STL và OBJ. Prusa Slicer sẽ không báo lỗi trên file OBJ nhưng sẽ tự động sửa file STL và vẫn in được. Bạn có thể thấy cảnh báo về độ ổn định; đây là các phần bridging. Bỏ qua thông báo này và KHÔNG in kèm support để đảm bảo bạn đã kiểm tra máy in của mình một cách nghiêm ngặt.
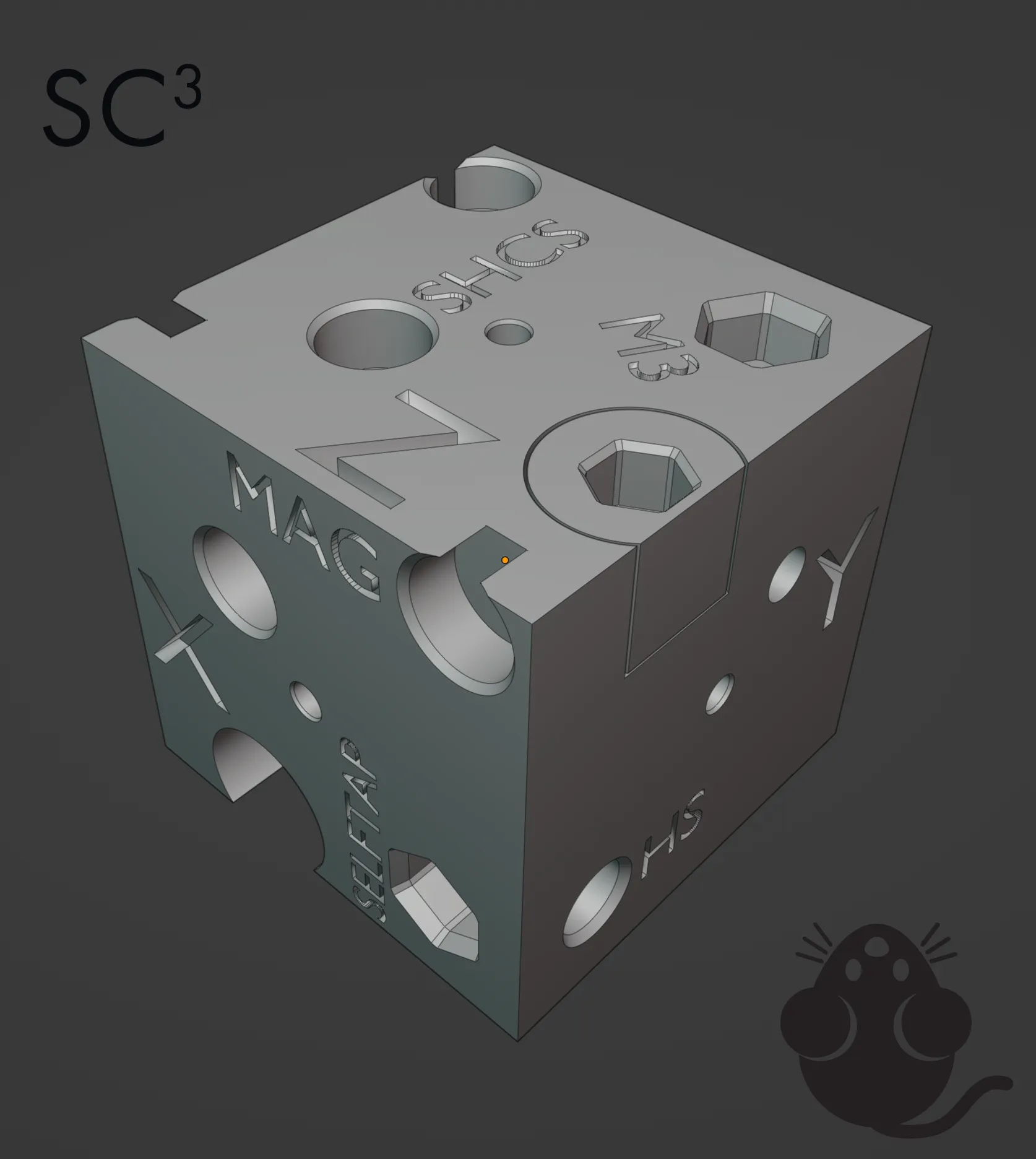
Khối này có nhiều lỗ để kiểm tra các chi tiết phổ biến như: Nam châm 6x3 Dung sai .1 và .2 (.1 tolerance lý tưởng để kiểm tra riêng cho PLA và PETG) Dung sai cho lục giác 4mm (lỗ khoan chuẩn ASTM 4mm, cây lục giác 3.95mm - độ chính xác của cây lục giác hoặc bản in có thể ảnh hưởng đến việc lắp vừa hay không) Ốc SHCS M3 - Đầu côn, lỗ thông (3.2mm) và ren tự tạo (2.9mm) Lỗ luồn dây filament - 2.2mm Đai ốc Heat Set M3-5x4 Đai ốc M3
Kiểm tra tất cả các lỗ để xem máy in của bạn đạt đến đâu và thực hiện các điều chỉnh để đạt được dung sai mong muốn. Đừng lo lắng nếu bạn chỉ cần 'đủ tốt'; với tư cách là một khối lập phương tiêu chuẩn, bạn có thể kiểm tra kích thước, chất lượng lớp, góc cạnh và độ rung. Mình khuyên bạn nên bắt đầu với những điều cơ bản đó trước khi chuyển sang tinh chỉnh slicer để đạt được dung sai chặt chẽ hơn.
Các lỗ ren tự tạo sẽ được tìm thấy ghép cặp với tất cả các Đai ốc M3 và tất cả các lỗ Heat Set. Mình chọn 2.9mm thay vì 2.7mm, để nếu có sai lệch về dung sai, bạn vẫn có một chút khoảng trống để kiểm tra heat set và đai ốc M3. Nếu nó quá chặt, việc ép vào theo trục X và Y có khả năng làm tách các lớp, vì vậy hãy chuẩn bị tinh thần rằng bạn cần thực hiện các điều chỉnh để bù trừ cho điều đó.
Cài đặt In 2-3 lớp chân tường/tường/đáy/nắp Nhân vật thể hiện (extruder multiplier/flow) là .96 để bắt đầu 10-15% infill Các đường nối (Seams) - căn chỉnh
Cách Calibrate
- Tinh chỉnh dây curoa, ốc vít, bánh xe, lò xo bàn in, v.v. trên máy in của bạn
- In hoặc ước tính nhiệt độ in và flow tối ưu
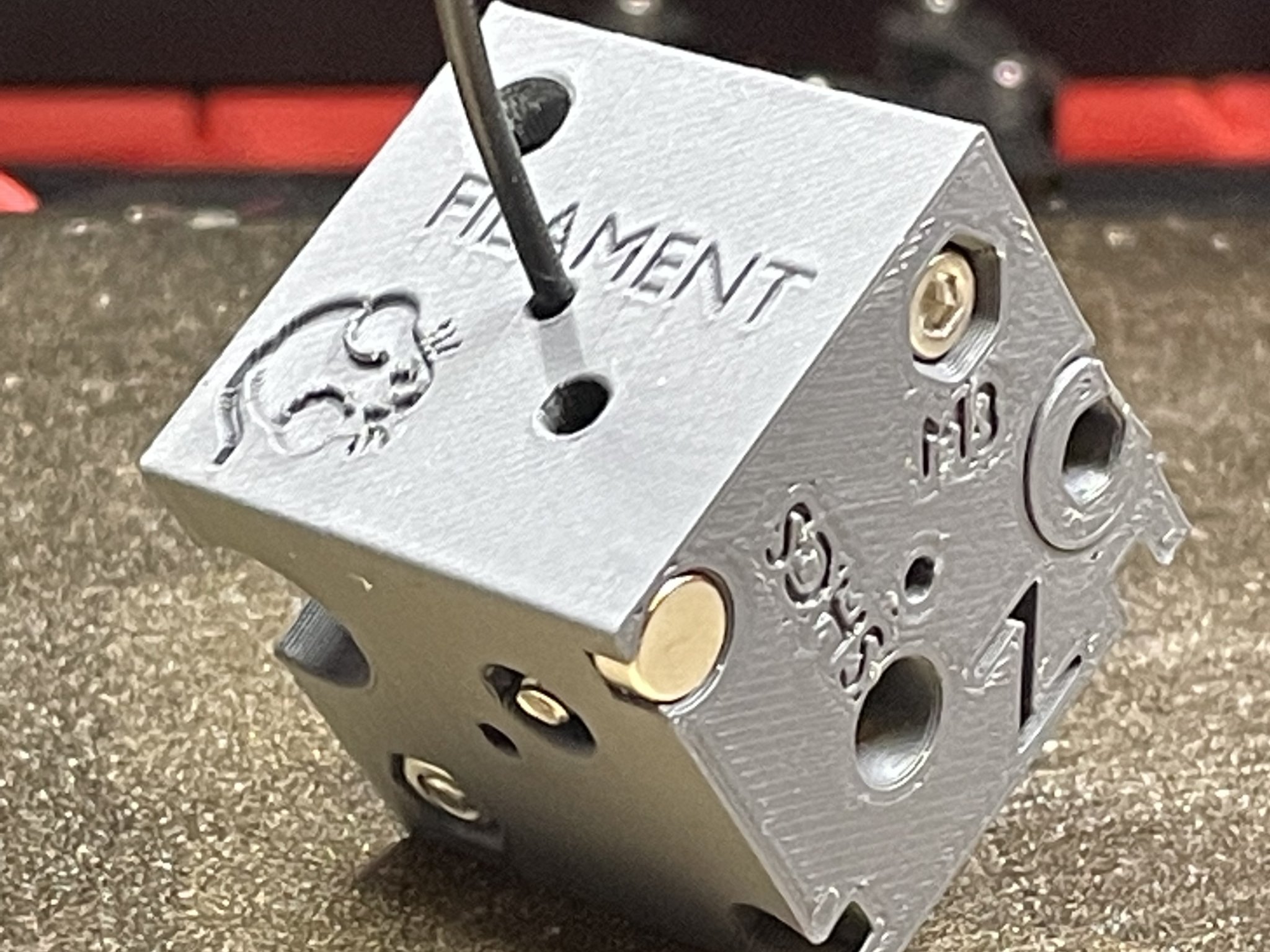
- In khối này để có một điểm chuẩn về những gì cần làm - Lỗ luồn dây filament có biên độ dung sai lớn nhất là .45mm. Nếu dây filament của bạn bị kẹt chặt khi đi qua bất kỳ lỗ thông nào, hãy điều chỉnh lại flow/extruder multiplier của bạn
- Kiểm tra các vấn đề về bridging ở các lỗ có dung sai nhỏ hơn và điều chỉnh làm mát nếu cần. Đây cũng là nơi tốt để kiểm tra hiện tượng stringing/retraction. Các đường nối được căn chỉnh cũng sẽ cho thấy sự tách lớp nếu retraction của bạn quá cao. Điều chỉnh cài đặt retraction và giảm nhiệt độ in để giảm stringing.
- Thực hiện tất cả các điều chỉnh cần thiết và kiểm tra lại.
Để tinh chỉnh toàn diện, mình khuyên bạn nên xem hướng dẫn tuning của Ellis. Bạn có thể tìm thấy liên kết tại đây: https://ellis3dp.com/Print-Tuning-Guide/
Dung sai cho ASA/ABS lẽ ra phải hoàn hảo với khối này. PLA và PETG sẽ có cảm giác hơi lỏng hơn, và ren tự tạo chỉ nên bám nhẹ. Nếu nó không bám đủ, thì flow của bạn quá thấp hoặc bạn đang in thiếu vật liệu. Nếu nó bám chắc, hãy sử dụng phần dung sai để kiểm tra tất cả các phần .1 xem nó có vừa vặn không. Nếu nó không vừa hoặc quá chặt, bạn cần điều chỉnh flow xuống thấp hơn.
Để hỏi hoặc cần trợ giúp, bạn cũng có thể tìm thấy mình (Kinematic Digit) trên Discord tại server này: https://discord.gg/x6CPZhYHkY
Một lưu ý cuối cùng. Mình đã nhận được một số phản hồi khiến mọi người nghi ngờ khả năng tuning của họ sau khi in khối này. Mình thiết kế cái này để thử thách máy in chứ không có ý làm cho mọi người cảm thấy kém cỏi. Điều quan trọng là phải hiểu rằng việc tinh chỉnh mọi thứ cũng là một nghệ thuật giống như một môn khoa học. Mức độ thành công của bạn sẽ khác nhau, và mình nghĩ rằng việc đặt ra các mục tiêu thực tế khi calibrate là rất quan trọng. Việc nhắm đến bề mặt mịn, dung sai tốt, góc cạnh sắc nét, loại bỏ ghosting, v.v... đều là những cấp độ tinh chỉnh riêng biệt, vì vậy hãy tự cho mình một ân huệ và tập trung vào từng cái một :)
Cảm ơn sự ủng hộ của các bạn và Chúc các bạn Tuning vui vẻ!
Giấy phép

File mô hình
Chưa có bản in nào được khoe. Hãy là người đầu tiên!
Chưa có bình luận nào. Hãy là người đầu tiên!