Giá đỡ góc parametric tối ưu cho in FDM

Khung mạnh mẽ, có thể in và tham số, cho tất cả các góc, lớn và nhỏ. Hỗ trợ các kích thước khác nhau của vít là tốt.





Mô tả
Giới thiệu
Tôi nhận thấy mình cần các giá đỡ góc trong nhiều thiết kế của mình, và cũng đã xem một số video thú vị về việc tạo ra các bộ phận chắc chắn (và trong một trường hợp, các giá đỡ góc chắc chắn) với việc in FDM trong tâm trí. Vì tôi cũng muốn thực hành kỹ năng CAD tham số của mình, tôi đã tạo ra thiết kế siêu tham số, tối ưu cho FDM.
Tùy chọn tham số hóa
Bạn có thể sử dụng dự án này để tạo ra một giá đỡ với bất kỳ tùy chọn nào sau đây được điều chỉnh cho nhu cầu của bạn:
- Chiều dài cánh tay (khoảng cách mà bạn muốn giá đỡ hỗ trợ)
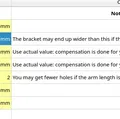
- Chiều rộng (đảm bảo rằng nó sẽ không quá mỏng dựa trên lựa chọn vít)
- Đường kính vít
- Đường kính ngoài của đệm (hoặc nắp) (bạn có thể chọn sử dụng đệm hoặc không)
- Số lỗ vít bạn muốn mỗi bên
- Độ dày bạn muốn cho ‘giá đỡ’ cho đầu vít hoặc đệm
- Đường kính vòi phun
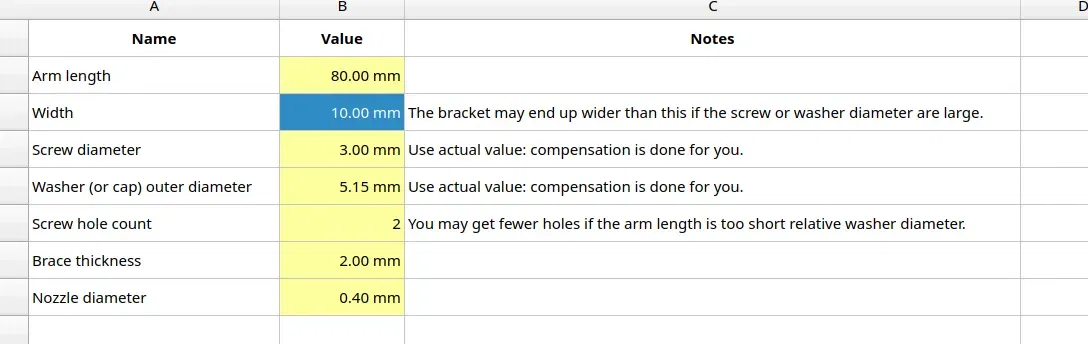
Tệp STL được cung cấp dựa trên các giá trị được hiển thị trong ảnh chụp màn hình của bảng tính.
Cách tham số hóa
Để tạo ra một giá đỡ phù hợp với nhu cầu của bạn, hãy làm theo các bước sau:
- Mở tệp dự án (tệp .FCstd) trong phiên bản realthunder FreeCAD (hoặc FreeCAD 1.0 trở lên, khi nó được phát hành).
- Trong ‘Combo View’, chọn bảng tính ‘Parameters’ và mở nó.
- Đặt các giá trị theo ý thích của bạn. Đảm bảo nhấn ‘Enter’ sau khi chỉnh sửa mỗi giá trị để mô hình tính toán lại.
- Trong ‘Combo View’, chọn phần ‘bracket’.
- Đi tới Tệp → Xuất, và chọn định dạng và tên tệp bạn muốn. FreeCAD có thể xuất, trong số những thứ khác, STL, STEP và 3MF.
- Nếu bạn muốn, trong ‘Combo View’, chọn bảng tính ‘Print settings’ và kiểm tra các cài đặt.
Ý tưởng tối ưu hóa
Thiết kế đưa ra một vài lựa chọn, được thiết kế để làm cho nó mạnh mẽ và dễ in. Cụ thể hơn, các ý tưởng như sau:
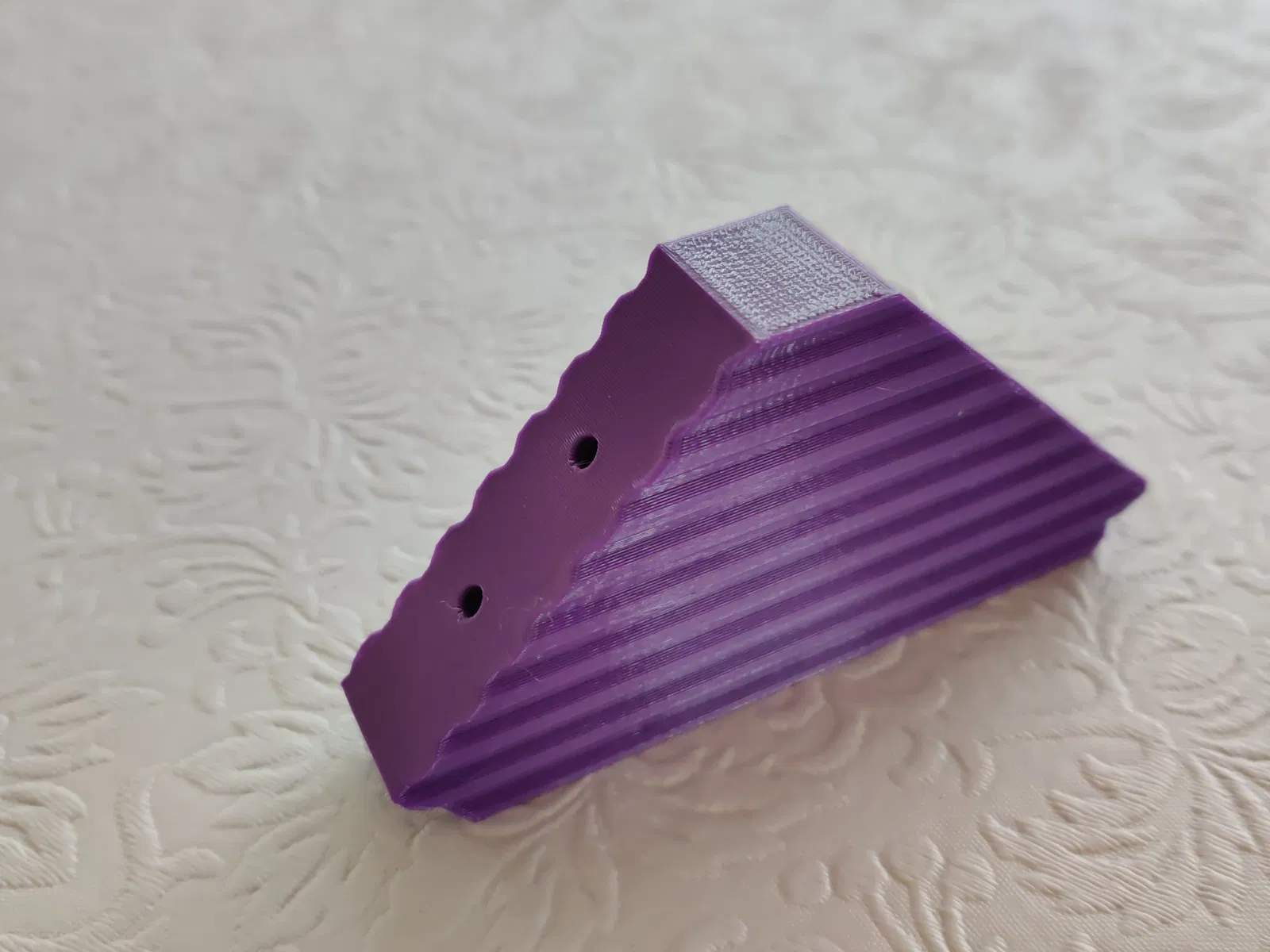
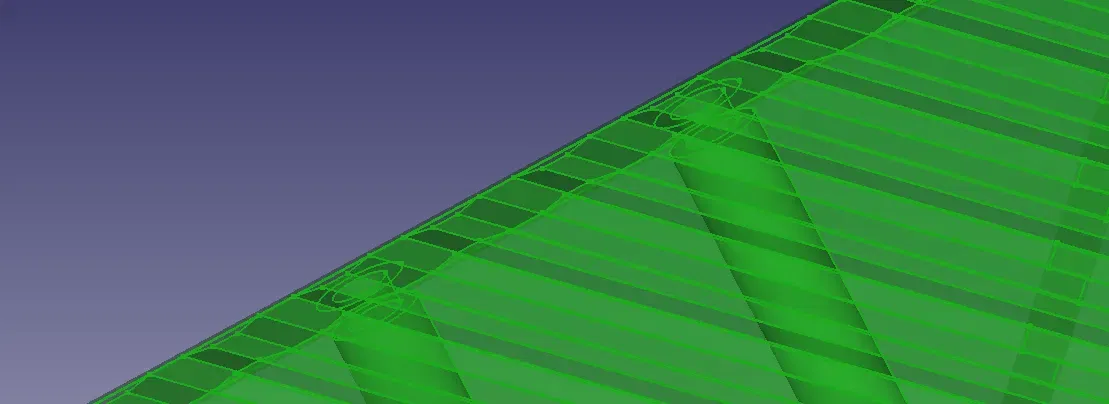
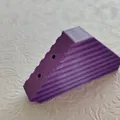
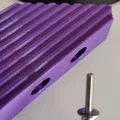
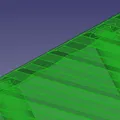
- Giá đỡ được thiết kế như một mảnh rắn, hướng với cạnh huyền nằm trên giường. Điều này đảm bảo rằng lực nén trên giá đỡ cố gắng và ‘nghiền nát’ các lớp, thay vì cố gắng xé chúng ra.
- Các góc cắt bỏ có nghĩa là không có các phần yếu ớt gần các cạnh, hoặc một phần nhọn nhỏ ở phía trên. Điều này vừa cải thiện khả năng in ấn vừa có nghĩa là các phần sẽ không bị gãy ở các đầu.
- Để chống nén nhiều hơn nữa, một mẫu gân được áp dụng trên toàn bộ giá đỡ. Điều này làm cho nó cứng hơn đáng kể, tương tự như một tấm sắt sóng hoặc một thứ gì đó tương tự.
- Quy tắc 45 độ được tuân thủ trong suốt: không có phần nhô ra hoặc cầu (ngoại trừ những phần nhỏ bên trong).
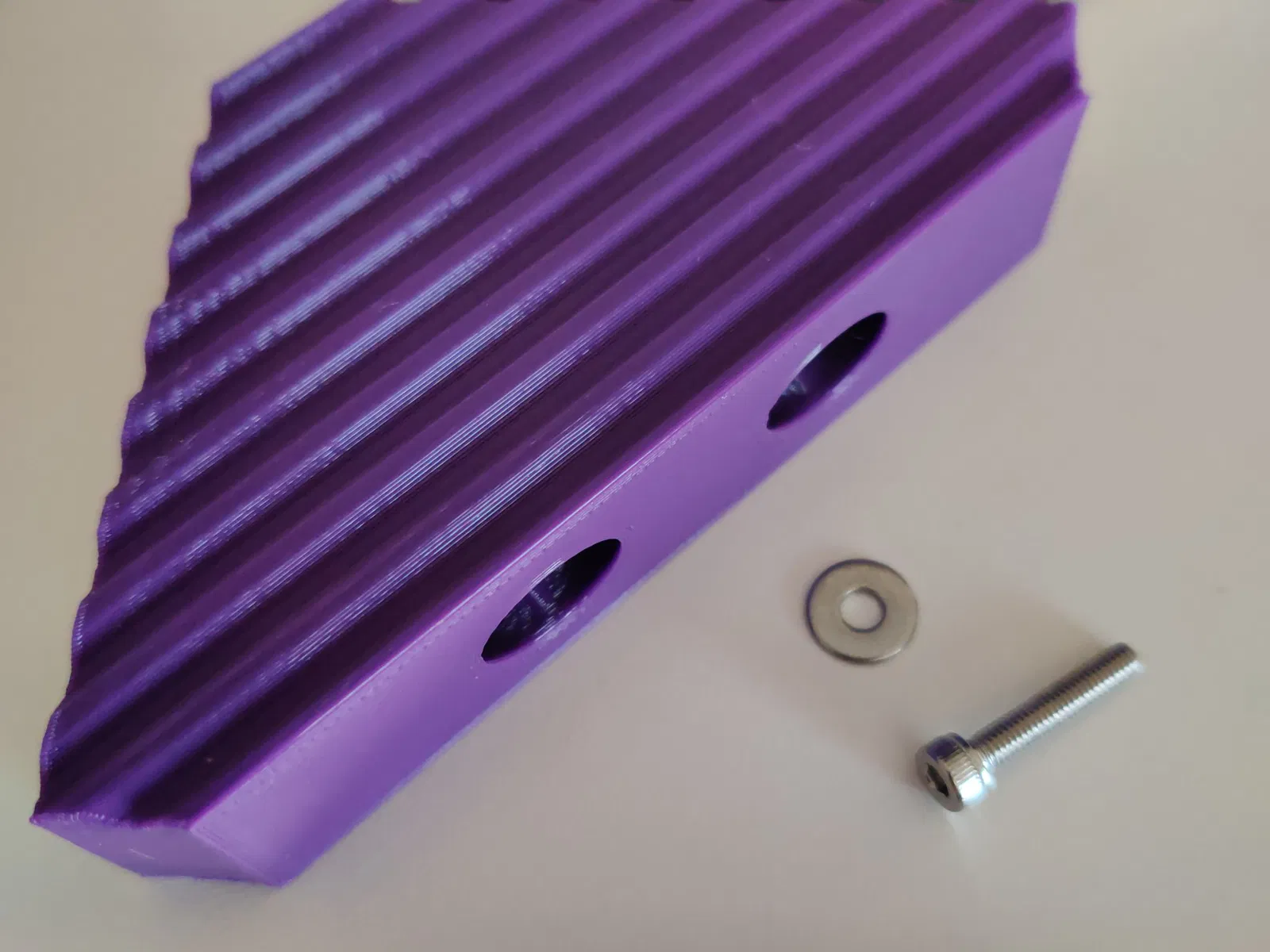
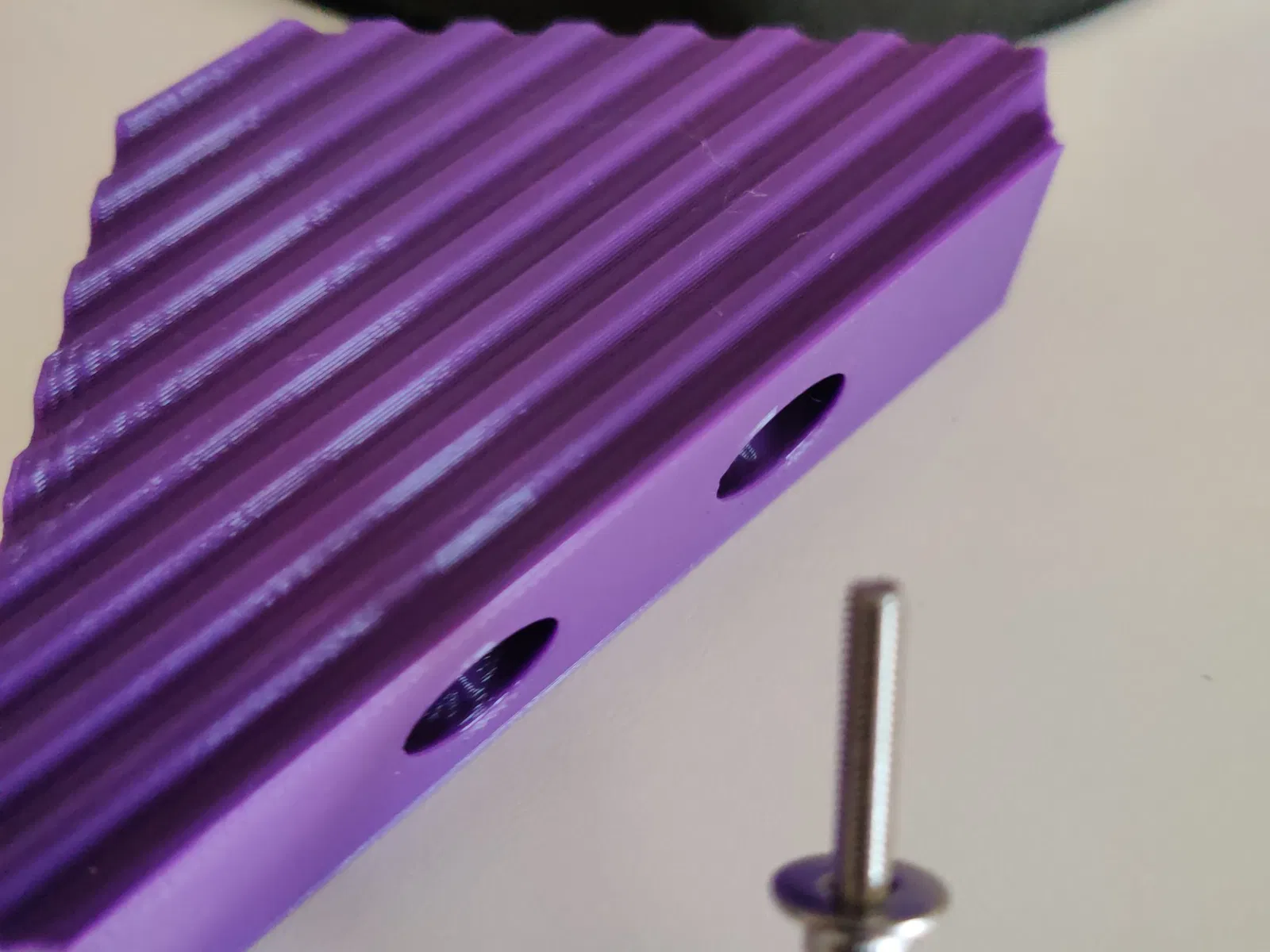
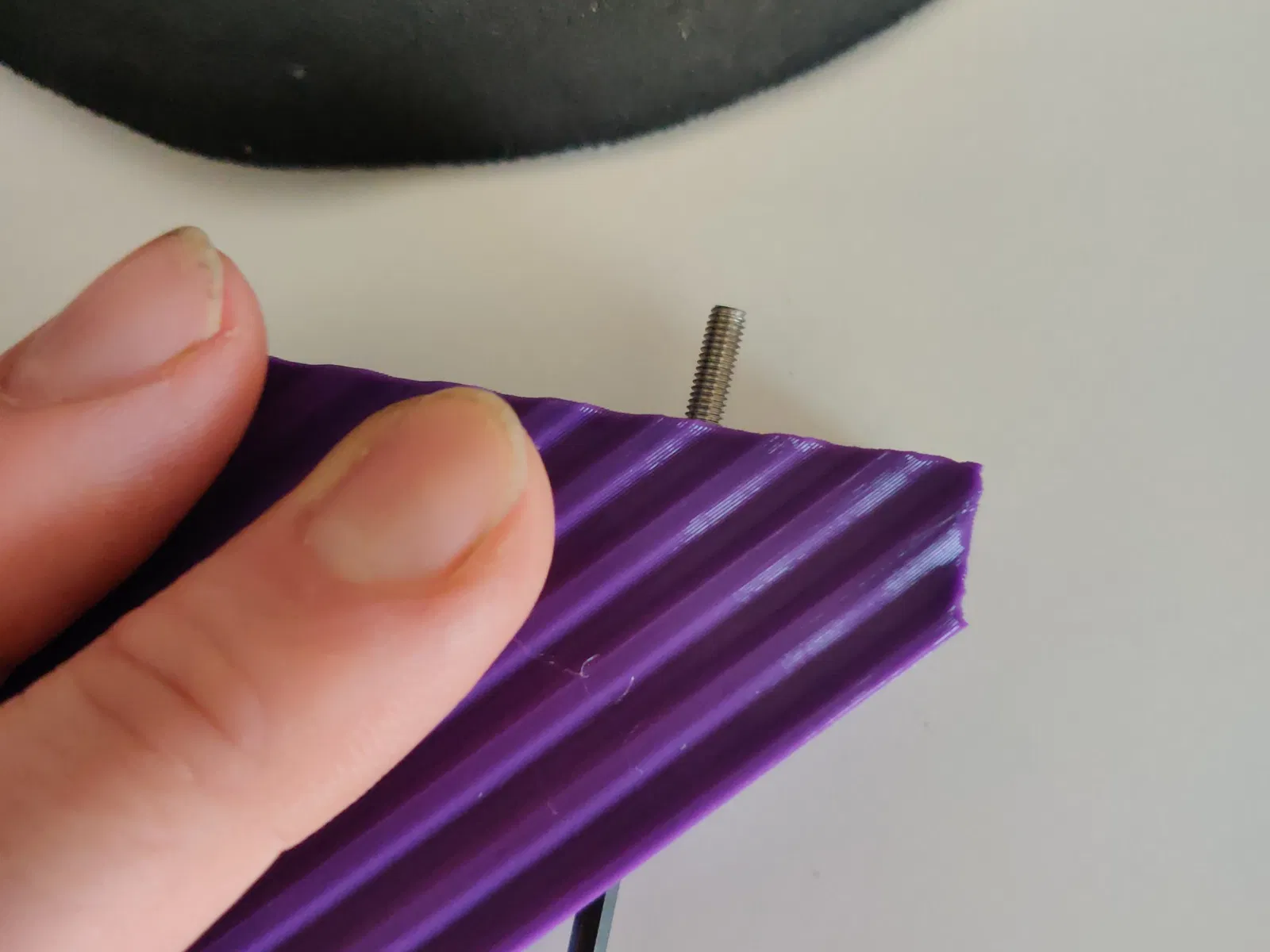
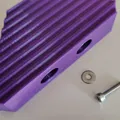
- Các lỗ cho vít là hai phần: một lỗ tiếp cận rộng hơn, và một lỗ vít hẹp hơn. Điều này tạo ra một ‘giá đỡ’ phẳng cho đầu vít (hoặc một vòng đệm) để dựa vào, phân phối tốt hơn bất kỳ lực nén nào từ việc siết chặt. Xem hình ảnh mô hình 3D để có cái nhìn rõ hơn về điều này, và hình ảnh về cách vít và vòng đệm được chèn vào.
- Cài đặt in được thiết kế để tạo sức mạnh dựa trên đường kính vòi phun như một tham số.
Các nguồn của tôi cho những kỹ thuật này, và các đề xuất khác trong dự án này:
- CNC Kitchen, Văn bản 3D để tăng cường sức mạnh.
- Slant3D, Góc Brackets | Thiết kế cho sản xuất hàng loạt in 3D.
- CNC Kitchen, Chiều rộng đùn - Tham số kỳ diệu cho các bản in 3D mạnh mẽ?
- My Tech Fun, Bài kiểm tra filament Nylon tối ưu - Polymaker CoPA so với PA6-GF so với PA6-CF so với PA12-CF.
- CNC Kitchen, Mẫu INFILL và VỎ - Làm thế nào để đạt được sức mạnh tối đa từ các bản in 3D của bạn?
- My Tech Fun, So sánh tối ưu: các loại filament Polymaker PolyLite (PLA, PETG, ABS, ASA, PC)
- Prusa Knowledge Base, Mô hình với tư duy in 3D.
- Voron Design, Lựa chọn vật liệu.
- My Tech Fun, Sợi Carbon ASA so với ASA thông thường của 3DO.
- Prusa Knowledge Base, Mẫu Infill.
- My Tech Fun, Sợi Carbon PETG mạnh mẽ như thế nào? Extrudr PETG so với PCTG so với XPETG CF.
Cài đặt in
Dự án sẽ tạo ra các cài đặt in dựa trên tham số của bạn, sẽ có trong bảng tính ‘Cài đặt in’. Để tiết kiệm thời gian cho các cài đặt thông thường, các cài đặt in cho vòi phun 0.4mm và 0.6mm được tóm tắt dưới đây. Những cái này sử dụng tên của eSlicer: các slicer khác nên có các cài đặt tương tự, nhưng chúng có thể được đặt tên khác nhau.
| Tên | Giá trị (mũi khoan 0.4mm) | Giá trị (mũi khoan 0.6mm) | Ghi chú |
|---|---|---|---|
| Chiều cao lớp | 0.2mm | 0.3mm | Nhỏ hơn cái này thì OK, nhưng sẽ không tăng cường độ nhiều, và sẽ in chậm hơn. |
| Độ dày vỏ tối thiểu | 1.2mm | 1.2mm | Phần trên và dưới nên giống nhau. Bạn có thể đặt số lượng lớp trên và dưới thay vào đó, trong trường hợp đó bạn muốn 6 và 4 tương ứng. |
| Đường viền | 3 | 2 | Điều này giả định các chiều rộng đùn được đưa ra ở đây. |
| Mật độ lấp đầy | 25% | 25% | Bạn có thể thêm nhiều hơn, nhưng bạn sẽ không thu được nhiều hơn 40%. |
| Mẫu lấp đầy | Hình khối | Hình khối | Bạn có thể sử dụng bất kỳ lấp đầy nào có cùng mật độ, nhưng hình khối in nhanh và không tự giao nhau. |
| Chiều rộng đùn (lấp đầy và lấp đầy đặc) | 0.72mm | 1.08mm | Điều này làm tăng tốc độ in (lấp đầy dựa trên thể tích, vì vậy các đường dày hơn cần ít chuyển động hơn) mà không tốn chi phí thực tế. Tương đương với 180% đường kính mũi khoan. |
| Chiều rộng đùn (khác) | 0.4mm | 0.6mm | Bạn có thể đặt một số cao hơn một chút để tăng cường độ, nhưng không phải là sự khác biệt lớn. Tương đương với 100% đường kính mũi khoan. |
Vật liệu in
Nếu giá đỡ không phải chịu nhiều trọng lượng, hoặc sự cố không phải là thảm họa, hãy sử dụng bất cứ thứ gì bạn thích. Nếu không, hãy tiếp tục đọc.
Cho mục đích này, bạn muốn một vật liệu có độ bền kéo tốt, độ cứng và độ biến dạng vật liệu thấp. Dưới đây, chúng tôi tóm tắt các vật liệu phổ biến và giải thích sự phù hợp của chúng:
- PLA: Mạnh mẽ và cứng cáp, nhưng dễ bị biến dạng và giòn. Thêm vào đó, nó có khả năng chống nhiệt kém (các sản phẩm in bằng PLA được biết đến là bị biến dạng trong những chiếc xe nóng). Do đó, nó không phù hợp.
- PETG: Không mạnh mẽ hoặc cứng cáp như PLA, nhưng không dễ bị biến dạng, miễn là nó lạnh (dưới khoảng 50C). PETG cũng có tính dẻo, nghĩa là nó sẽ không bị hỏng đột ngột. Do đó, nó phù hợp ở tải trọng thấp khi lạnh.
- ABS (hoặc ASA): Cả hai vật liệu (về mặt cơ học gần như giống hệt nhau) không mạnh mẽ hoặc cứng cáp như PLA, nhưng có khả năng chống biến dạng tuyệt vời (cả lạnh và ấm) và không giòn. Do đó, chúng được khuyến nghị. Đồng thời, chúng cần một buồng kín để in.
- PC: Một trong những vật liệu mạnh mẽ và cứng cáp nhất trong danh sách này, nhưng có phần giòn. Nó cũng khó in do tính hút ẩm và xu hướng biến dạng. Do đó, nó phù hợp.
- Nylon (tất cả các loại): Mặc dù là một trong những vật liệu mạnh mẽ nhất được liệt kê ở đây, nylon hoàn toàn không cứng cáp và có khả năng chống biến dạng tồi tệ nhất trong số các vật liệu được liệt kê ở đây. Do đó, chúng không phù hợp.
Ngoài ra, chúng tôi xem xét các biến thể được bổ sung sợi carbon (hoặc sợi thủy tinh) của các vật liệu trên. Cả hai loại này đều tăng cường sức kéo và độ cứng đáng kể, với cái giá của sự giòn. Chúng cũng cải thiện khả năng chống biến dạng, cả khi ấm và lạnh, cũng như giảm thiểu sự biến dạng, giúp việc in dễ dàng hơn. Đồng thời, cả hai đều yêu cầu một vòi phun cứng. Dựa trên điều này, chúng tôi xem xét:
- PLA đầy đủ được coi là không phù hợp: mặc dù có khả năng chống biến dạng tốt hơn, nhưng nó còn giòn hơn, để có thêm độ bền và độ cứng mà thực sự không cần thiết. Thêm vào đó, khả năng chịu nhiệt của nó không cải thiện một cách có ý nghĩa.
- PETG đầy đủ là phù hợp: việc bổ sung cải thiện những nhược điểm của nó, và mặc dù nó trở nên kém dẻo hơn, nhưng vẫn là một lựa chọn mạnh mẽ. Tuy nhiên, khả năng biến dạng khi ấm vẫn cần được lưu ý, mặc dù đã được cải thiện.
- ABS (hoặc ASA) đầy đủ là phù hợp: mặc dù việc ngăn ngừa biến dạng có thể làm cho vật liệu dễ in hơn, nhưng lợi ích là không đáng kể khi xem xét tính phù hợp của vật liệu gốc.
- PC đầy đủ là được khuyến nghị: mặc dù nó có phần giòn, nhưng sự kết hợp giữa độ bền, độ cứng, khả năng chịu nhiệt và khả năng in ấn cải thiện khiến nó trở thành một lựa chọn tuyệt vời.
- Nylon đầy đủ (các loại khác nhau) là không phù hợp: mặc dù về lý thuyết, sự kết hợp là hiệu quả, vì phần lấp đầy che phủ những điểm yếu của nylon, nhưng trên thực tế, khả năng biến dạng của chúng vẫn quá nghiêm trọng đối với tải trọng liên tục mà không bị biến dạng.
Tóm tắt: ABS (hoặc ASA), PC-CF hoặc -GF là những lựa chọn tốt nhất của bạn; ABS (hoặc ASA)-CF và -GF cũng ổn; PETG (có hoặc không có lấp đầy) là ổn miễn là nhiệt độ vẫn thấp; PLA và nylon (có hoặc không có lấp đầy) không phải là ý tưởng hay.
Tuyên bố từ chối trách nhiệm
Tôi không phải là một kỹ sư cơ khí. Không có tuyên bố nào trong số này đã được kiểm tra một cách rộng rãi. Một phần kim loại, khi mọi thứ khác bằng nhau, sẽ mạnh hơn một phần nhựa. Nếu bạn là người biết điều gì đó về điều này, và thấy điều gì đó sai hoặc gây hiểu lầm, xin vui lòng cho tôi biết để tôi có thể sửa chữa, tốt nhất là với các nguồn tài liệu.
Giấy phép
File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!