Cách In Kính Với Tốc Độ Chậm Để Đạt Chất Lượng Cao

Làm thế nào để in kính! Điều đầu tiên cần hiểu là tốc độ rất chậm là cần thiết, vì vậy sự kiên nhẫn là điều bắt buộc.





Mô tả
Cập nhật: Cách in KÍNH với ORCA .3mf của Rygar1432 | Tải mô hình STL miễn phí | F3D.com
Cách in KÍNH! Điều đầu tiên cần hiểu là cần một tốc độ rất chậm, vì vậy kiên nhẫn là rất cần thiết.
Chìa khóa là ba yếu tố khác nhau.
- Tốc độ 20mm/s
- Chiều cao lớp 0.1000mm
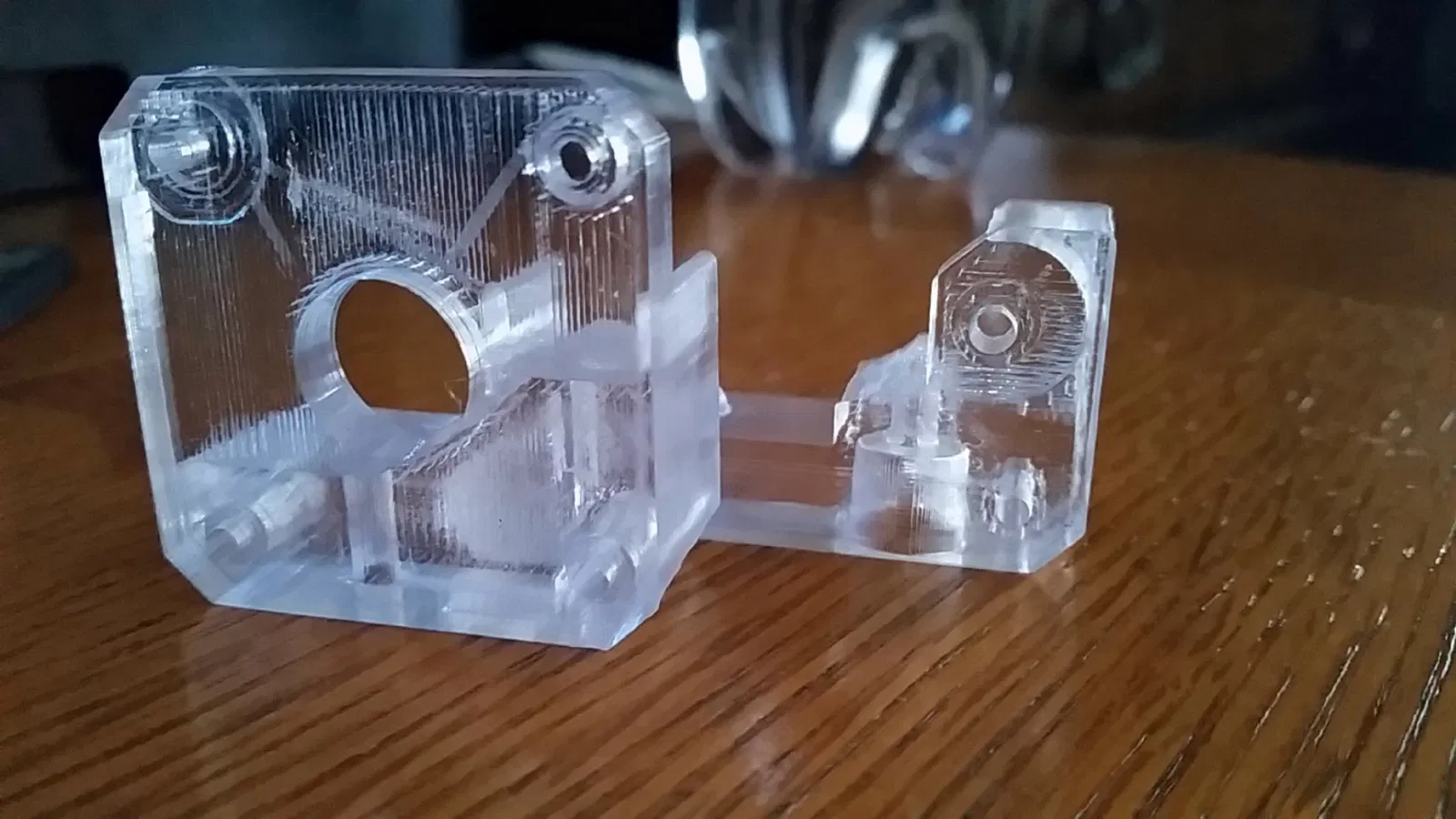
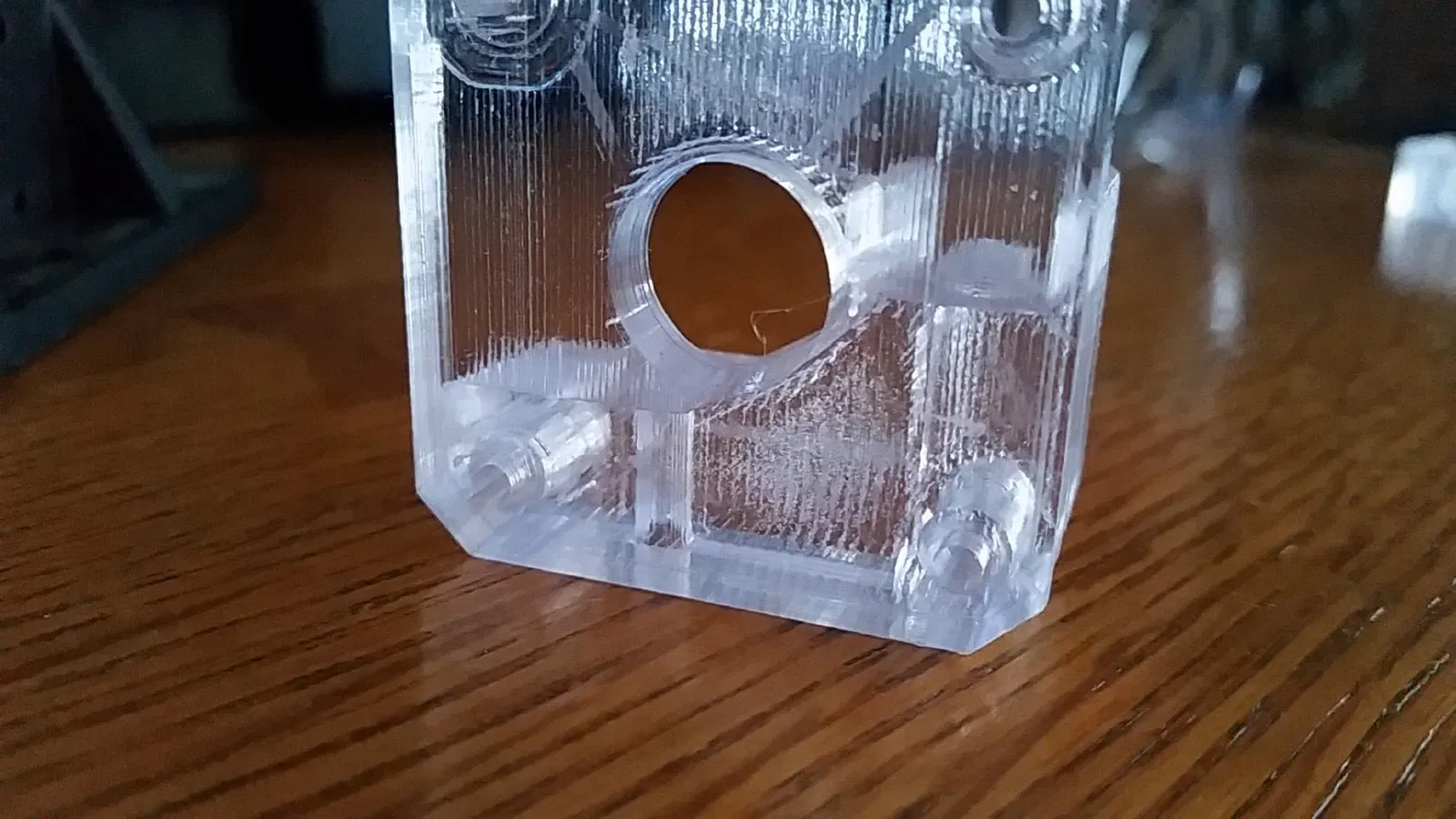
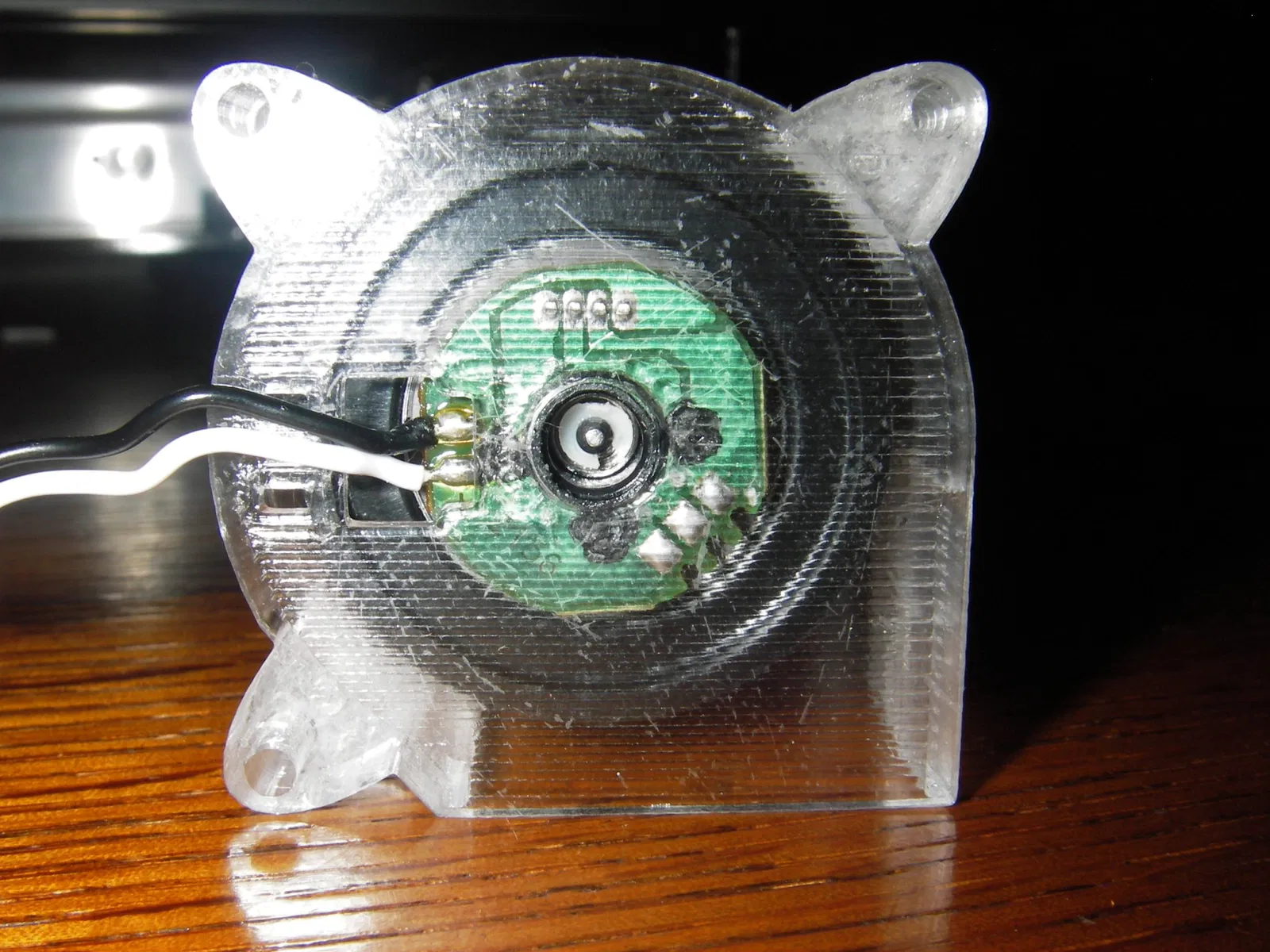
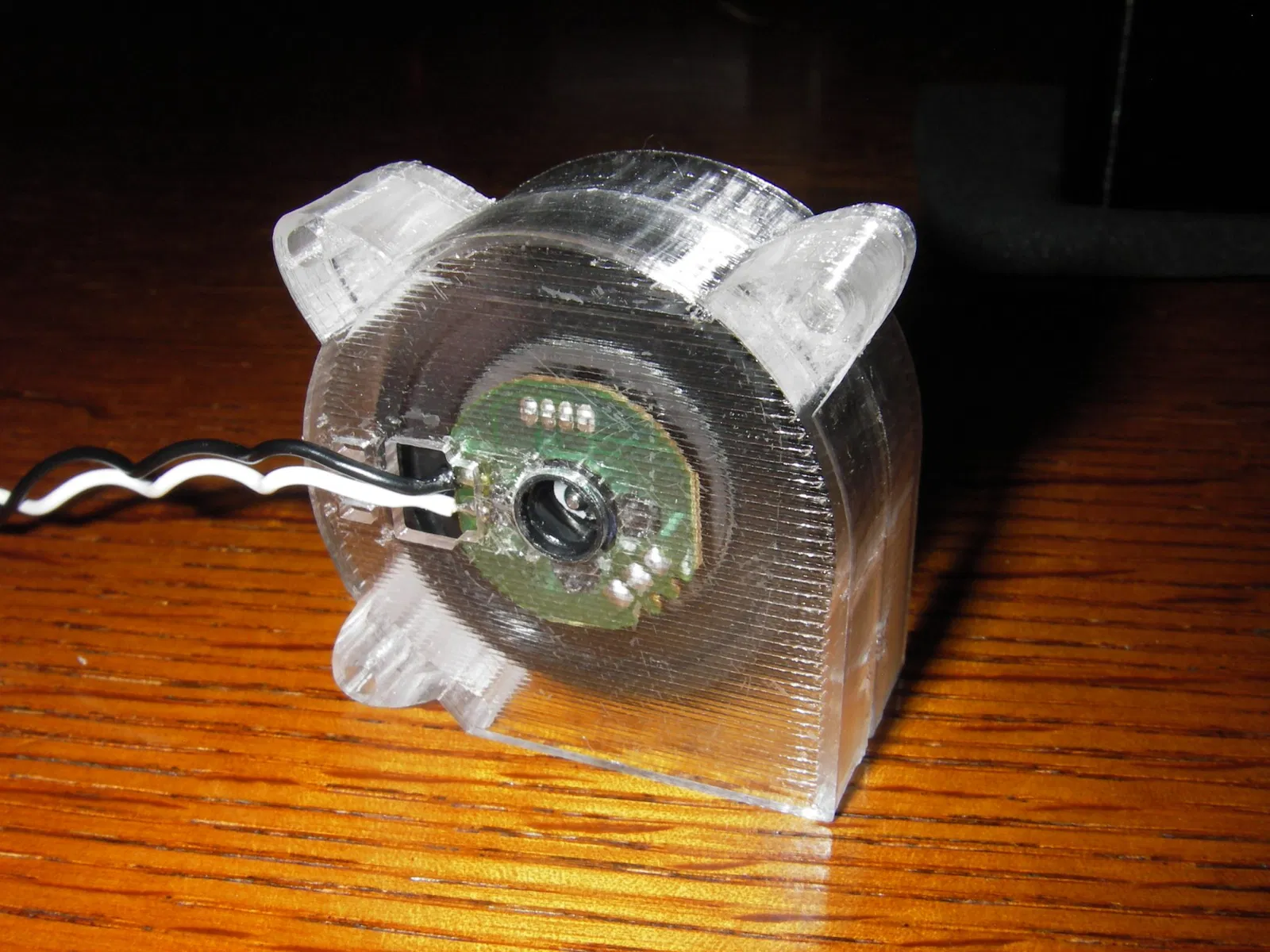
Không có lớp trên hoặc dưới, cùng với một hướng duy nhất cho phần lấp đầy Bằng cách làm theo ba chìa khóa trên, bạn có thể tạo ra một bản in rất trong suốt. Một số yếu tố trong việc định vị đối tượng in và hướng mà filament được đặt xuống sẽ tạo ra các kết quả khác nhau.
Filament tốt nhất để sử dụng, tin hay không: OVERTURE CLEAR PETG. Nó thậm chí còn vượt qua Formfutura HD Glass.
Đây là dành cho mọi người không sử dụng simplify3D
EXTRUDER
Đường kính vòi phun: 0.40 mm
Hệ số ép: 1.01
Chiều rộng ép: 0.50 mm
Khoảng cách rút: 3.05 mm
Tốc độ rút: 30.00 mm/s
Khoảng cách dừng: 1.00 mm
Khoảng cách lau: 3.00 mm
LAYER
Chiều cao lớp chính: 0.1000 mm
Số lớp rắn trên cùng: 0
Số lớp rắn dưới cùng: 0
Vỏ viền/Chu vi: 2
INFILL
Tỷ lệ lấp đầy bên trong: 100%
Tỷ lệ chồng viền: 35%
Chiều rộng ép lấp đầy: 103%
Góc lệch lấp đầy bên trong: -45
LỚP LẤP ĐẦY KHÔNG ĐƯỢC THAY ĐỔI MỖI LỚP. MỖI LỚP PHẢI ĐƯỢC ĐẶT CÙNG MỘT HƯỚNG.
NHIỆT ĐỘ
Nhiệt độ đầu nóng: 265c
Nhiệt độ giường nóng: 70c
LÀM MÁT KHÔNG! Điều này sẽ làm mờ bản in.
TỐC ĐỘ
Tốc độ in mặc định: 20.0 mm/s
Tốc độ dưới viền: 50%
Tốc độ dưới lấp đầy rắn: 30%
Tốc độ dưới cấu trúc hỗ trợ: 80%
Tốc độ di chuyển trục X/Y: 150.0 mm/s
Tốc độ di chuyển trục Z: 20.0 mm/s
Một số cài đặt là từ Simplify3D, chỉ cần sử dụng những gì quen thuộc với bạn. Nếu bạn có bất kỳ câu hỏi nào, hãy hỏi, tôi rất vui được giúp đỡ.
Hướng dẫn in
Danh mục: In 3D
Giấy phép

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!