Đầu nối hút chân không (Vacuum Bagging Frog) cho in 3D

Bạn đang tìm kiếm giải pháp kết nối túi hút chân không hiệu quả cho các dự án composite? Mô hình đầu nối vacuum bagging frog này được thiết kế tối ưu để tạo ra điểm kết nối kín khít và bền bỉ cho hệ thống bơm hút của bạn. Với cấu trúc dạng ren thông minh và thiết kế tay nắm nhám giúp dễ dàng thao tác, sản phẩm này là trợ thủ đắc lực cho những người làm nghề hoặc đam mê kỹ thuật thủ công tại nhà. Hãy sử dụng các loại nhựa kỹ thuật như PETG hoặc ABS khi in để đảm bảo độ bền tối đa và khả năng chịu áp suất ổn định. Đây là phụ kiện không thể thiếu giúp quy trình ép khuôn của bạn trở nên chuyên nghiệp và đạt độ chính xác cao hơn bao giờ hết.









Mô tả
Đầu nối hút chân không chuyên dụng (Vacuum Bagging Frog) cho kỹ thuật composite
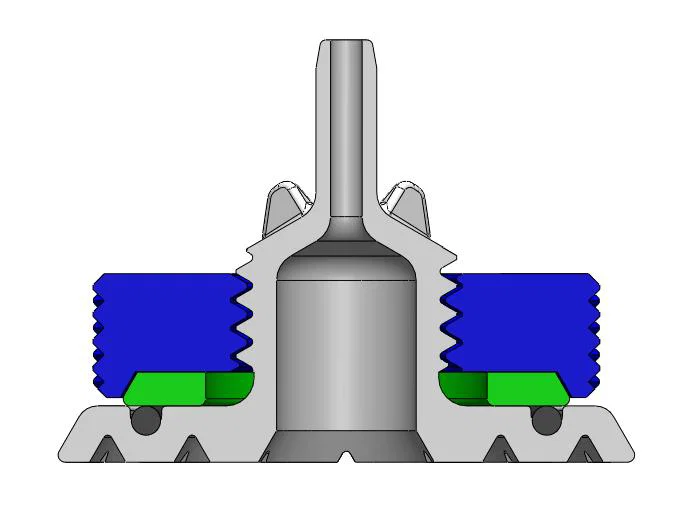
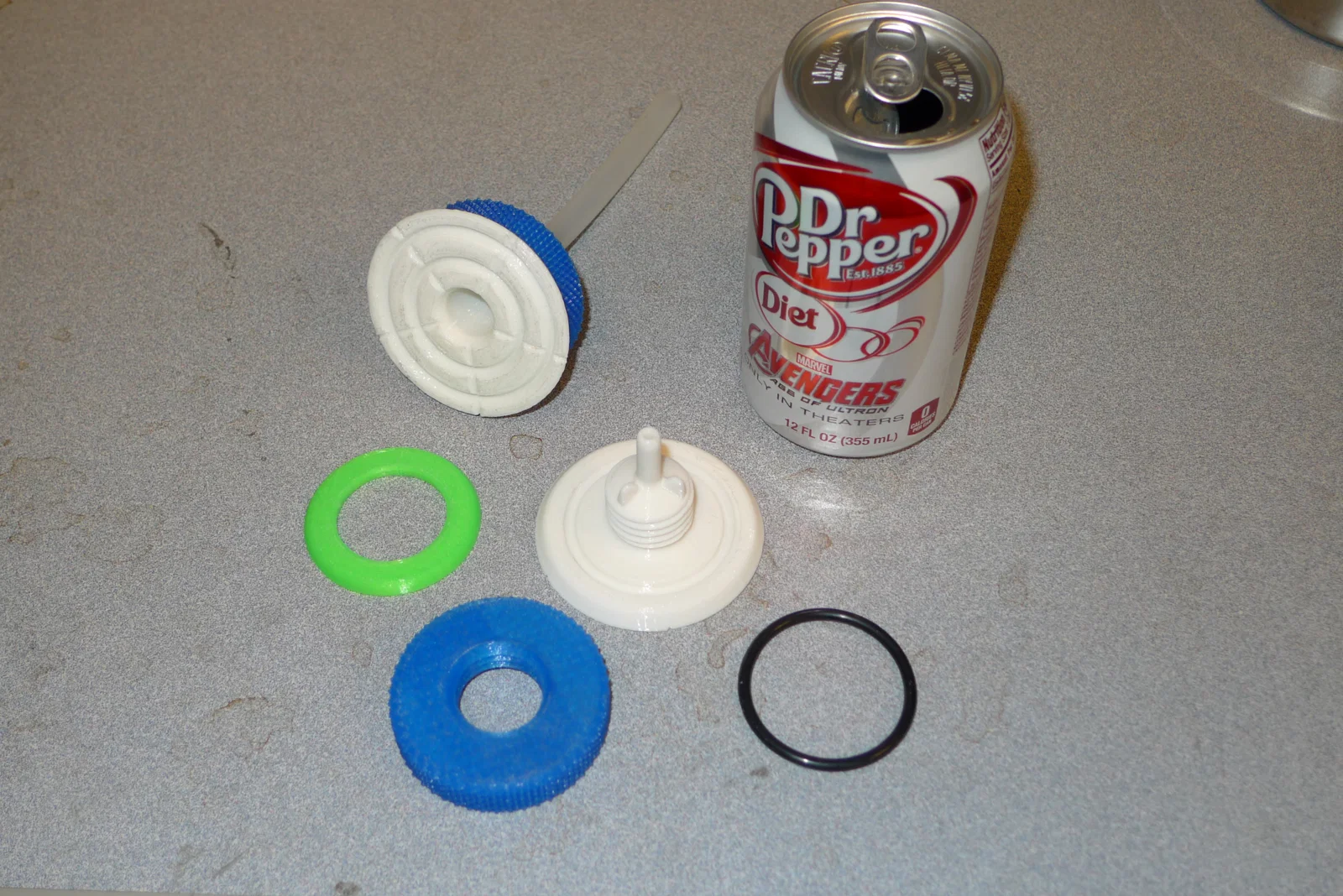
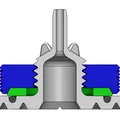
Trong các quy trình sản xuất composite thủ công hoặc ép khuôn, kỹ thuật hút chân không (vacuum bagging) đóng vai trò cực kỳ quan trọng để đảm bảo độ liên kết bền chặt và loại bỏ bọt khí. Mô hình "vacuum bagging frog" này là một thiết bị đầu nối thông minh, giúp bạn kết nối túi hút chân không với bơm hút một cách dễ dàng và kín khít. Thiết kế của nó bao gồm các chi tiết dạng ren và vòng đệm, giúp tạo ra một điểm kết nối vững chắc mà không bị rò rỉ áp suất trong quá trình vận hành.
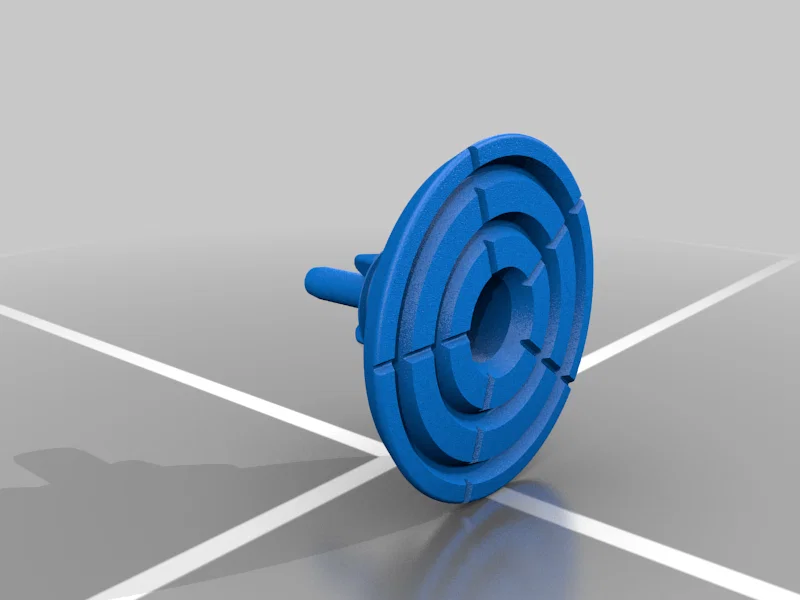
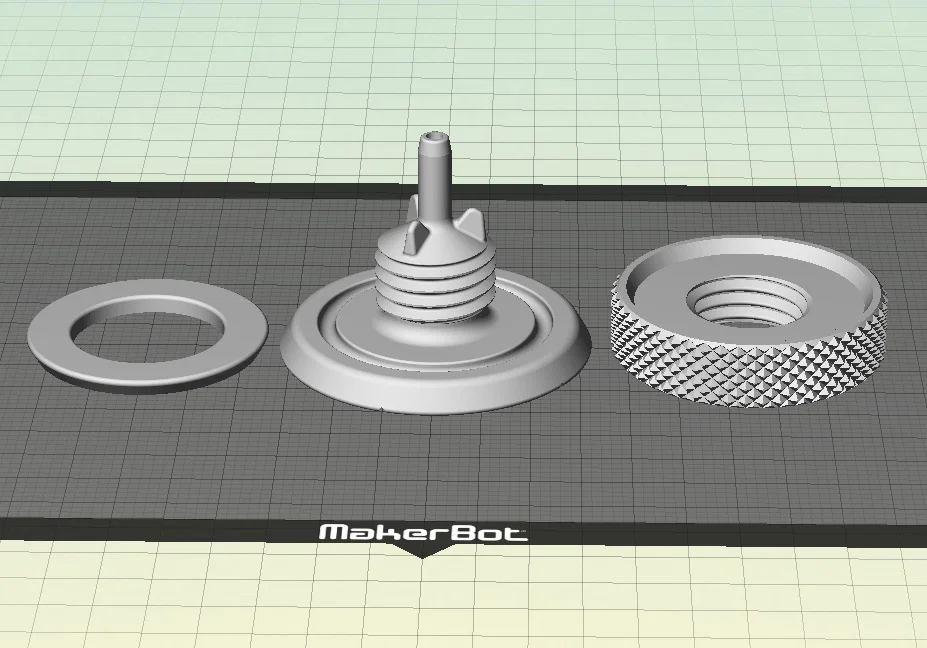
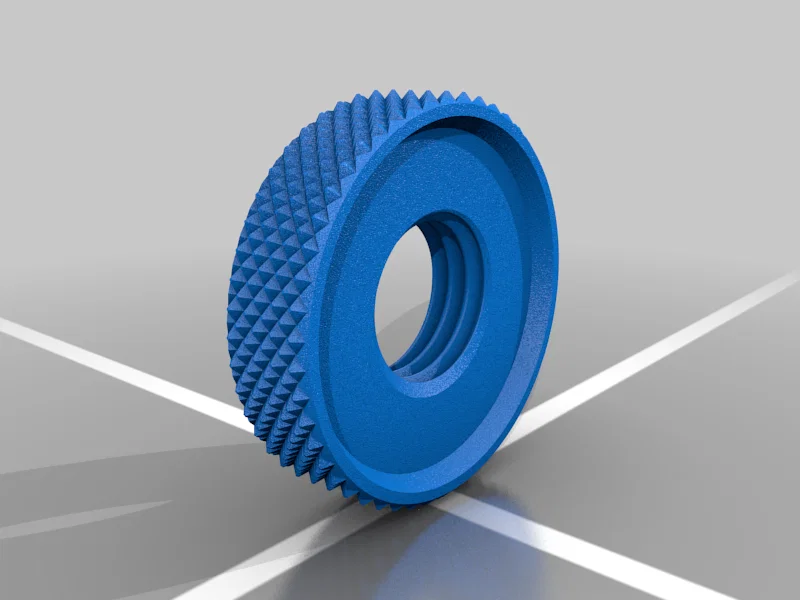
Đầu nối này được thiết kế theo dạng module, gồm phần thân có đầu vòi để gắn ống dẫn khí và một nắp vặn có bề mặt nhám để dễ thao tác bằng tay. Cấu tạo này cho phép người dùng cố định túi một cách nhanh chóng, đảm bảo môi trường chân không bên trong được duy trì ổn định. Đây là lựa chọn tuyệt vời cho các dự án tự chế tại nhà, giúp tiết kiệm chi phí so với việc mua các bộ kit công nghiệp đắt tiền mà vẫn đảm bảo hiệu suất công việc.
Để sử dụng hiệu quả, bạn nên in mô hình bằng nhựa có độ cứng tốt như PETG hoặc ABS để chịu được lực siết và độ bền dưới áp suất. Việc in 3D bộ phận này đòi hỏi sự chính xác cao ở phần ren, vì vậy bạn cần lưu ý những điểm sau để sản phẩm đạt chất lượng tốt nhất:
- Chất liệu in: Nên chọn PETG hoặc ABS/ASA vì chúng bền hơn và chịu lực tốt hơn so với PLA thông thường.
- Thiết lập in: Sử dụng độ dày thành (wall line count) từ 4-5 lớp để đảm bảo phần ren không bị vỡ khi siết chặt.
- Độ phân giải (layer height): Nên in ở layer height từ 0.12mm đến 0.16mm để các chi tiết ren khớp nối được mịn và khít nhất có thể.
- Hỗ trợ (Supports): Bạn có thể cần bật support ở một số vị trí góc cạnh của đầu vòi để đảm bảo chi tiết không bị võng trong quá trình in.
- Kiểm tra kín khí: Sau khi in xong, hãy sử dụng thêm gioăng cao su hoặc băng keo chuyên dụng tại điểm tiếp xúc giữa đầu nối và túi để đảm bảo không bị thất thoát áp suất.
- Vệ sinh sản phẩm: Loại bỏ hoàn toàn các phần nhựa thừa hoặc support còn sót lại trước khi lắp ráp để tránh làm hỏng túi chân không trong quá trình sử dụng.
Giấy phép

File mô hình






Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!