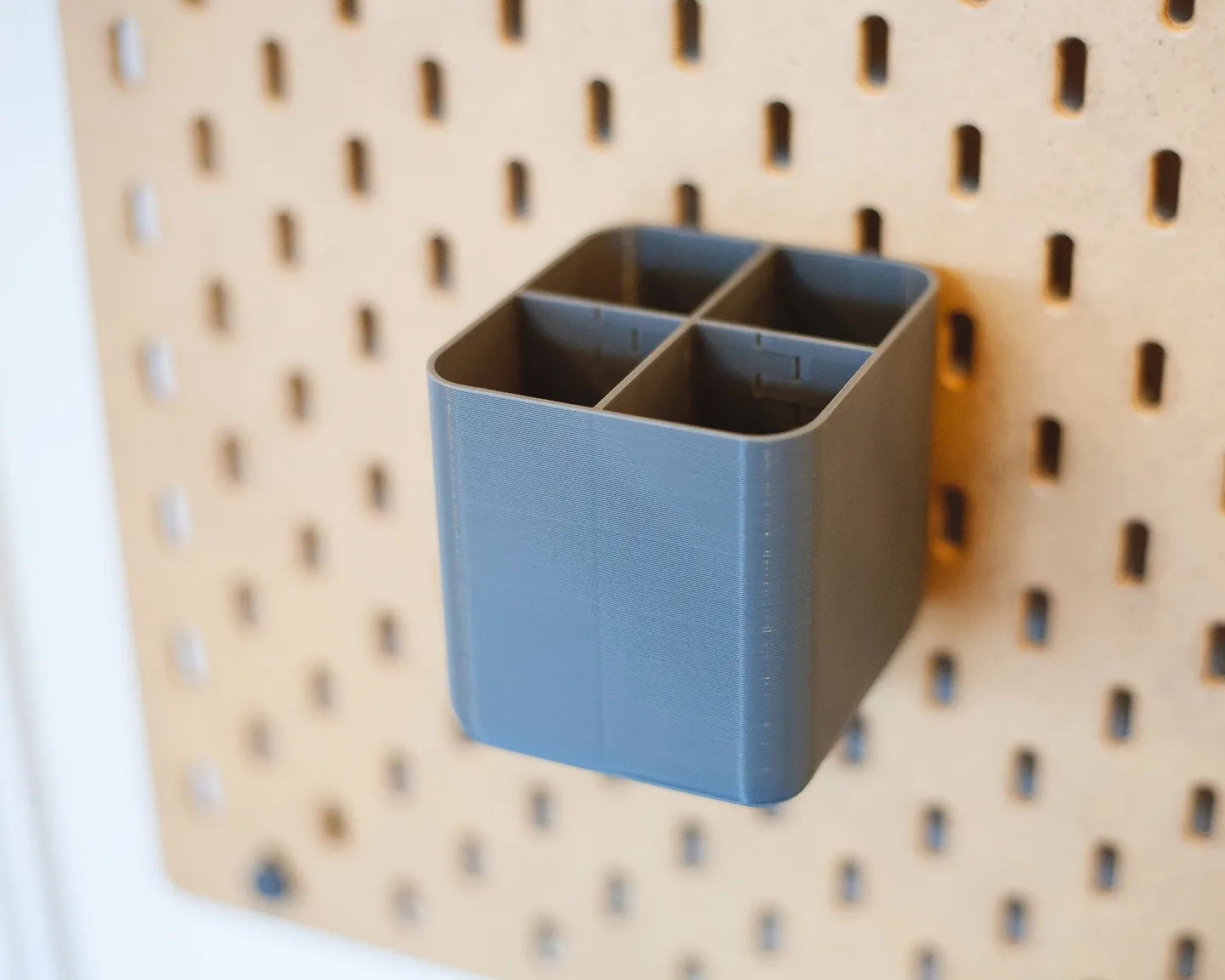
Cốc treo Ikea Skadis cho bảng ghim

Chờ một giây ... bạn không thể in móc ở chế độ bình 🤔





Mô tả
Bảng đục lỗ Skadis của Ikea thật tuyệt, rẻ và khá chức năng, nhưng đồng thời, các phụ kiện của nó lại khá đắt. Khi tôi chuyển vào căn hộ mới, tôi đã mua ba cái để lưu trữ một đống đồ trên tường khu vực làm việc mới của mình. Nhưng đồng thời, tôi cảm thấy thật không đúng khi phải chi khoảng 12 cái cốc với giá 3.50 đô la mỗi cái. Tất nhiên, tôi có thể tự làm. Tôi có một cuộn Sunlu PLA rất cũ mà đã nằm trên kệ của tôi mãi, vì vậy nó gần như miễn phí. Nhưng các mẫu phổ biến mất phần lớn thời gian trong một ngày chỉ để in một cái, và tôi là một người thuộc thế hệ millennials thiếu kiên nhẫn, luôn đòi hỏi sự thỏa mãn ngay lập tức.
Ghi chú bên lề: những cái cốc thực sự là phụ kiện đục lỗ tốt nhất. Vâng, chắc chắn, bạn có thể in những giá đỡ siêu cụ thể cho từng vật thể độc đáo mà bạn sở hữu, nhưng thời gian thiết kế không xứng đáng và nó làm cho toàn bộ thiết lập của bạn trở nên cứng nhắc hơn. Chỉ cần nhét bất cứ thứ gì bạn đang cầm vào một cái cốc, nó sẽ hoạt động chính xác như nhau.
Vì vậy, tôi quyết định thực sự tự làm của riêng mình, thiết kế từ đầu chỉ để tiết kiệm thời gian. Và cái gì nhanh hơn chế độ bình? Tôi đã nói. Nhưng có một vấn đề. Bảng đục lỗ cần có móc. Và những cái đó không thể in như một bề mặt liên tục. Và chế độ bình thậm chí còn không có hỗ trợ. Đúng không? Đúng không? Câu trả lời là có. Câu trả lời hiển nhiên là có. Những gì theo sau là tất cả những ý tưởng tồi tệ.
Vậy tôi đã thiết kế gì
Kể từ khi tôi bắt đầu in 3D, tôi đã đọc rất nhiều phàn nàn rằng hỗ trợ quá khó để gỡ bỏ, tạo ra các bộ phận kém chất lượng và là một cơn đau tổng thể trong 🍑. Nhưng đó chưa bao giờ là trải nghiệm của tôi. Tôi luôn thấy rằng hỗ trợ rất dễ gỡ bỏ, để lại một bề mặt hoàn thiện hài lòng và hoàn toàn ổn. Nhưng có vẻ như… mọi người sẵn sàng chịu đựng một cơn đau trong 🍑 vì một lý do nào đó và tiếp tục in với hỗ trợ khi cần thiết. Vậy thì hãy tiến hành và làm cho hỗ trợ trở thành một điều trong chế độ bình và biến chúng thành một cơn đau khổng lồ thực sự trong 🍑.
Nhập: chế độ bình với các “hỗ trợ” thực sự là hình học đúng nghĩa nhưng bạn phải cắt nó ở cuối. (Nhìn xem, tôi đã cảnh báo bạn rằng tất cả đều là những ý tưởng tồi, nhưng bạn vẫn tiếp tục đọc. Cái này là lỗi của bạn.)
Bây giờ hãy nói thật
Vì vậy, chế độ bình tự nó không thực sự nhanh. Sự nhanh chóng chỉ là một tác dụng phụ. Nhưng chúng ta cũng có thể có tác dụng phụ đó trong chế độ thông thường. Vậy hãy nói về thiết kế thực sự giúp các mô hình này in nhanh.
Sử dụng hồ sơ cắt mặc định cho máy in của tôi trong eSlicer, một mô hình cốc phổ biến được cắt với thời gian ước tính là 6 giờ 42 phút. Để so sánh, mô hình cuối cùng tôi đã tải lên ở đây (mô hình lớn hơn về thể tích) mất 6 giờ 47 phút… về cơ bản là giống nhau.
Cách mà tôi in nhanh là bằng cách quyết định các thiết lập cắt tối ưu của mình và sau đó làm việc ngược lại để tạo ra một thiết kế phù hợp với các thiết lập đó. Vậy hãy nói về các thiết lập nào!
Tôi bắt đầu với việc biết tốc độ dòng chảy tối đa của máy in của mình là gì. Bạn có thể tìm hiểu điều này nếu bạn muốn, hoặc bạn có thể lấy quy tắc thô sơ của tôi rằng nó khoảng 10 milimet khối mỗi giây (bạn chắc chắn sẽ biết nếu bạn đã làm bất cứ điều gì để tăng giá trị này). Khi không chắc chắn, hãy tăng nhiệt độ in thông thường của bạn lên khoảng 10 độ. Lấy tốc độ dòng chảy đó, chúng tôi loại bỏ mọi quy tắc khác về in 3D mà chúng tôi đã nghe trong quá khứ và chỉ điều chỉnh tất cả các thiết lập của chúng tôi một cách tự do, đảm bảo rằng chúng tôi vẫn ở dưới tốc độ dòng chảy tối đa. Trong trường hợp của tôi, tôi chọn chiều rộng đùn 0,6mm, chiều cao lớp 0,4mm và tốc độ tường 35mm/s (mô hình này sẽ chỉ có tường, vì vậy đó là tốc độ duy nhất quan trọng). Vâng, chúng tôi đang làm tất cả điều này với vòi phun tiêu chuẩn 0,4mm. Chúng tôi cũng sẽ in 2 tường, không có khoảng trống, để làm cho cốc đủ mạnh cho công việc của nó.
Những cài đặt in này giờ đây quyết định hình học của chúng ta. Độ rộng đùn 0.6mm, với 2 lớp, mang lại cho chúng ta độ dày 1.2mm cho tất cả các phần của mô hình. Nếu ít hơn, bạn sẽ gặp khó khăn khi in với những cài đặt đó, và nếu nhiều hơn sẽ dẫn đến các khoảng trống, dẫn đến việc in lấp đầy chậm và phần tổng thể yếu hơn… tại sao bạn lại làm cho nó vừa chậm hơn vừa yếu hơn? Một vài cú nhấp chuột sau (và một chút phép thuật được thêm vào để cho phép in chế độ bình với nhiều lớp) và chúng ta có mô hình của mình. Mô hình kết quả, với các cài đặt tối ưu của chúng ta, giờ in trong 1 giờ 43 phút, bao gồm hỗ trợ… hoặc một phần tư thời gian ban đầu. Tôi giờ có thể in 4 cái này trong khoảng thời gian mà lẽ ra tôi chỉ in được một cái.
Chỉ để cho thấy chế độ bình tự nó không phải là phần nhanh, biến thể chế độ bình của cùng một mô hình in trong 1 giờ 29 phút. Vậy… về mặt kỹ thuật thì nhanh hơn, nhưng không đáng kể.
Nếu bạn muốn in những cái này, tôi khuyến khích bạn in các mô hình “chế độ nhàm chán”, với hỗ trợ chạm vào bề mặt in. Nếu bạn ghét bản thân mình, hãy tiếp tục và in các mô hình chế độ bình! Tôi đã làm.
Cài đặt in (chế độ bình)
Bắt đầu với hồ sơ yêu thích của bạn và thay đổi các mục sau:
- Chế độ bình xoắn ốc/Xoắn ốc hình ngoài: bật cái này lên, đó là điều mà chế độ này nói về
- Chiều cao lớp: 0.4mm
- Chiều cao lớp đầu tiên: giữ cái này ở mức mà bạn cảm thấy thoải mái, tùy chọn của bạn
- Độ rộng đường in/Độ rộng đùn: 0.6mm
- Độ dày đáy/Lớp đáy: 1.2mm (đó là 3 lớp ở chiều cao lớp của chúng ta)
- Tốc độ tường: 35mm/s (bạn có thể tăng một chút nếu bạn tự tin vào máy in của mình, hoặc nếu bạn đã thử nghiệm và thấy tốc độ dòng tối đa của bạn cao hơn 10)
- Nhiệt độ in: 10 độ cao hơn nhiệt độ thông thường của bạn
- Lưu lượng: 110%
Cài đặt in (chế độ nhàm chán)
Bắt đầu với hồ sơ yêu thích của bạn và thay đổi các mục sau:
- Chiều cao lớp: 0.4mm
- Chiều cao lớp đầu tiên: giữ ở mức bạn cảm thấy thoải mái, tùy chọn của bạn
- Độ rộng đường in/Độ rộng đùn: 0.6mm
- Độ dày đáy/Lớp đáy: 1.2mm (đó là 3 lớp ở chiều cao lớp của chúng tôi)
- Tốc độ tường: 35mm/s (bạn có thể tăng một chút nếu bạn tự tin vào máy in của mình, hoặc nếu bạn đã thử nghiệm và thấy tốc độ dòng chảy tối đa của bạn cao hơn 10)
- Nhiệt độ in: 10 độ cao hơn nhiệt độ thường của bạn
- Lưu lượng: 110%
Dọn dẹp chế độ bình
Được rồi, tại sao bạn lại in phiên bản chế độ bình? Như… bạn đã đọc tất cả những từ đó, đúng không? Và bạn vẫn quyết định làm điều này?
Bạn sẽ cần cắt bỏ nhựa thừa đã cho phép in các móc (xem các bức ảnh). Công cụ bạn sẽ cần:
- kìm cắt bên/kìm cắt phẳng
- dao rọc giấy/dao x-acto/dao bỏ túi thật sắc (chỉ cần bất kỳ con dao nhỏ nào cắt tốt)
- bật lửa (có thể, nếu mọi thứ diễn ra tồi tệ)
- keo siêu dính (có thể, nếu mọi thứ diễn ra tồi tệ)
- thùng rác (có thể, nếu mọi thứ diễn ra thật sự tồi tệ)
Đây là cách tôi đã làm:
- Bắt đầu với kềm cắt của bạn. Sử dụng chúng như một loại cắt/nhíp kỳ lạ. Chỉ một vài milimét một lần, kẹp bằng kềm cắt khoảng một nửa để tạo ra một vết lõm sâu, và sau đó uốn sang một bên để bẻ gãy mảnh nhỏ đó
- Tiếp tục lên, từ từ. Hình tam giác dưới móc sẽ dễ dàng bị gãy, nhưng khi bạn đến móc, mọi thứ trở nên mong manh
- Khi đến chính móc, bạn sẽ phải thực hiện tình huống kẹp ở cả hai bên. Nó hơi khó xử. Khi cả hai bên đã bị kẹp, cố gắng uốn và bẻ gãy phần nhựa thừa. Một lần nữa, chỉ một vài milimét một lần. Đừng cố làm quá nhiều hoặc móc có thể bị gãy
- Khi bạn đã dọn dẹp được nhiều nhất bằng kềm cắt, bạn sẽ thấy rằng bạn có những cạnh bị hư hại nghiêm trọng. Lấy dao của bạn và… hãy làm đi. Cắt ra khỏi ngón tay của bạn
- Cố gắng không đặt quá nhiều áp lực lên móc khi cắt. Bạn có thể làm gãy móc. Tôi đã làm gãy một cái trong khi dọn dẹp tất cả các mô hình tôi đã in. Lý tưởng nhất, nếu bạn không chỉ làm quá, bạn sẽ chỉ tách lớp một phần tại một đường lớp, nhưng không hoàn toàn làm gãy móc. Khi điều này xảy ra, tôi thấy dễ nhất là chỉ cần sử dụng một cái bật lửa và làm tan chảy nó lại với nhau. Bạn không cần điều này phải đẹp, phải không?
- Nếu tất cả những điều đó thất bại, bạn luôn có thể dùng keo siêu dính để dán lại móc bị gãy
- Nếu điều đó cũng thất bại, chỉ cần chấp nhận thất bại, vứt nó đi, tiếp tục với cuộc sống của bạn. Đừng quên bình luận và đánh giá!
Ghi chú
Tất cả các bản in trong ảnh được in trên một máy in Elegoo Neptune 2 với đầu phun 0.4mm trong PLA xám Sunlu mà tôi đã để trên kệ mà không có bất kỳ thứ gì trong ít nhất một năm. Tôi chỉ cắt những biến thể nhanh nhất và chậm nhất của các mô hình chỉ để cho bạn một ý tưởng về thời gian và vật liệu mà các mô hình yêu cầu. Bạn nên có thể cắt mô hình của riêng bạn với các cài đặt ở trên.
Giấy phép

File mô hình




















Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!