Vòng Cổ Điều Chỉnh Độ Cao Cho Trụ Quang Học (Optical Post Collar)

Vòng cổ giúp cố định các trụ quang học 3D ở đúng độ cao mong muốn mỗi lần sử dụng. Thiết kế tối ưu cho in FDM, dễ in và có thể tùy chỉnh kích thước qua OnShape, tương thích với nhiều loại đai ốc tiêu chuẩn.



Mô tả
Ai trong ngành cũng quý mến mấy người bạn ở ThorLabs, nhưng đôi khi anh em cần linh kiện gấp mà không có đủ ngân sách hoặc thời gian để chờ đợi hàng về cùng với mấy món 'đồ ăn nhẹ trong phòng lab'. Giải pháp chính là thiết bị quang cơ in 3D, được thiết kế để in dễ dàng và ổn định trên bất kỳ máy in FDM 3D nào.
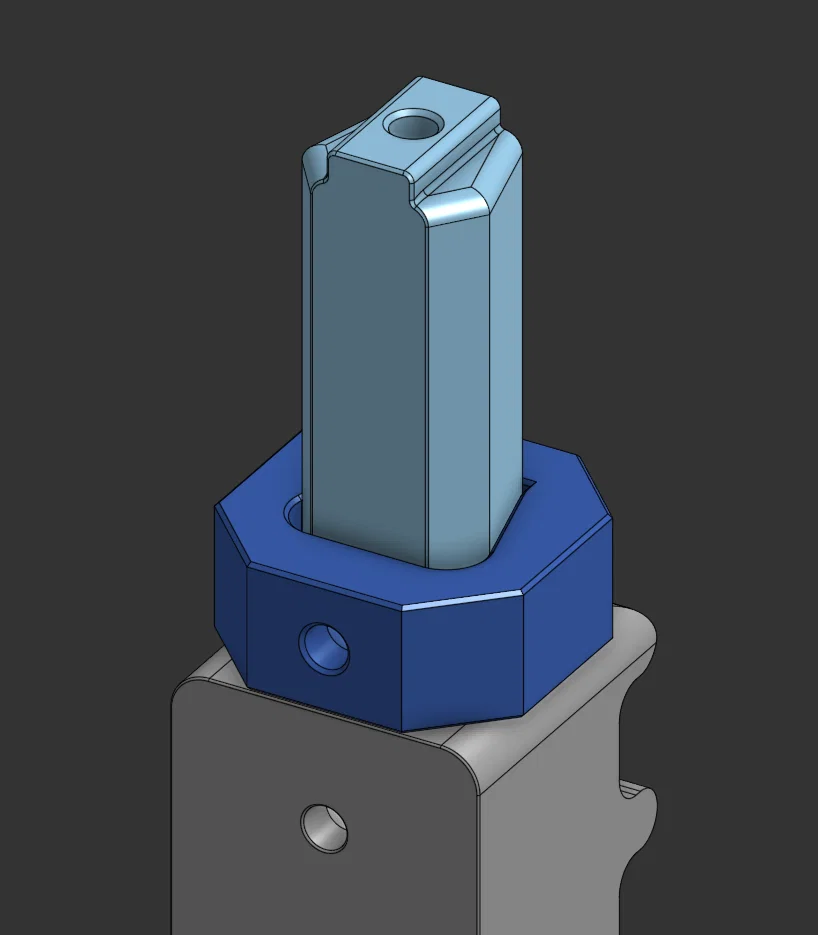
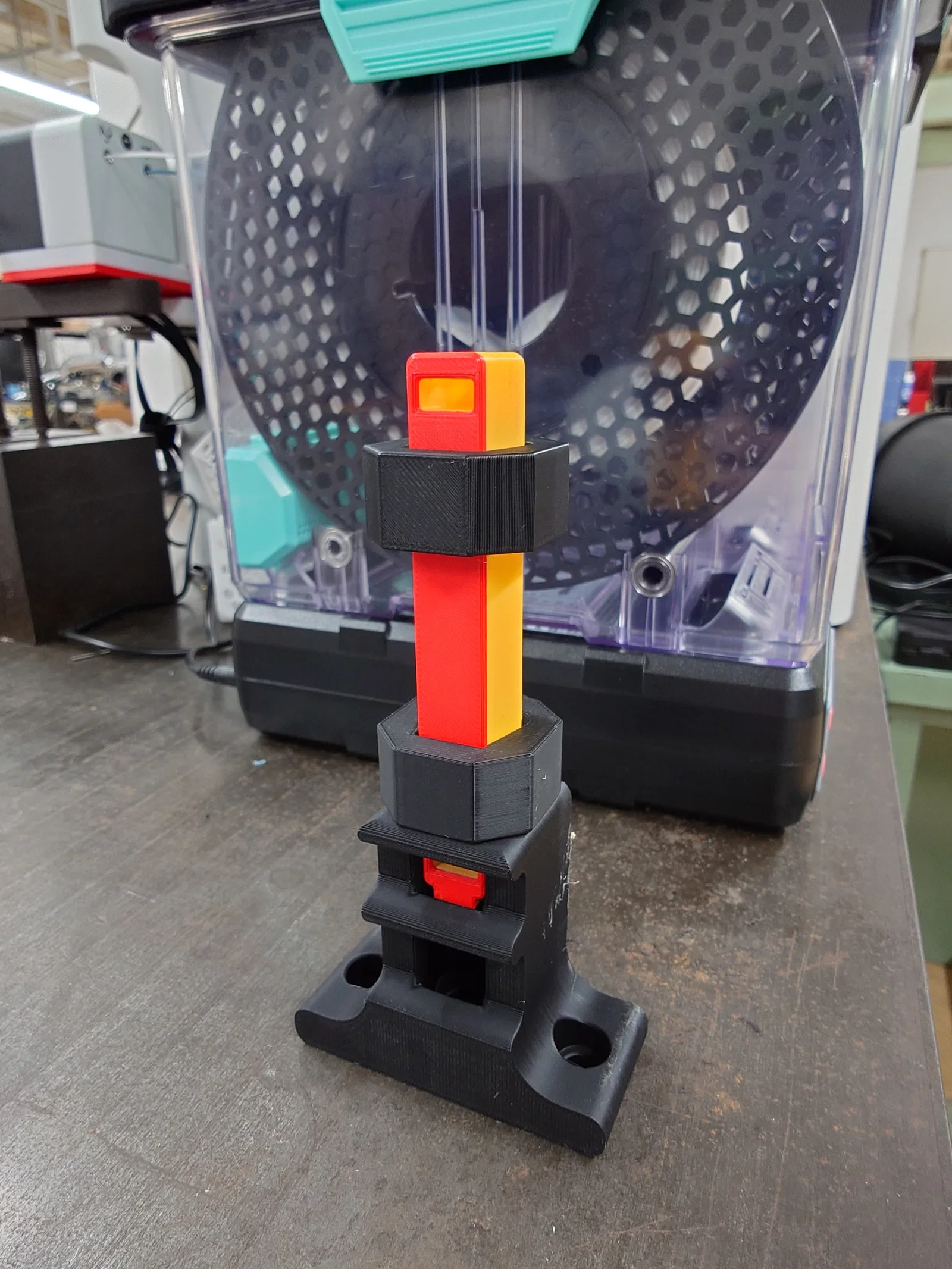
Đây là vòng cổ (collar) điều chỉnh độ cao giúp cố định vị trí, dùng kèm với các trụ và đế giữ trụ. Chỉ cần luồn vòng qua trụ và khóa lại tương tự như cách dùng đế giữ. Danh mục Printables này bao gồm các loại vòng cho đai ốc M6, M4, 1/4-20 và 8-32 với dung sai mặc định để lắp vừa trụ. Nếu cần điều chỉnh dung sai, mời anh em xem qua OnShape Configurator dành cho đế giữ trụ.
Nếu anh em tải linh kiện từ OnShape, hãy tải thêm một bản từ đây hoặc để lại một lượt 'like' trên Printables để nhiều người biết đến hệ thống này hơn.
Nếu thấy hệ thống hữu ích, xin hãy chia sẻ với đồng nghiệp nhé. Nếu nó giúp phòng lab của anh em làm việc dễ dàng hoặc tiết kiệm hơn, hãy cân nhắc Buy Me a Coffee để mình có thêm động lực phát triển hệ thống và duy trì nó miễn phí theo giấy phép Open Community License (OCL).
Nếu gặp vấn đề gì, hãy để lại bình luận hoặc nhắn tin cho mình. Mọi góp ý hay báo lỗi đều rất đáng quý. Anh em cũng có thể tự phát triển và đăng tải các linh kiện riêng cho hệ thống này! Chỉ cần chia sẻ chúng theo giấy phép OCL hoặc bất kỳ giấy phép phi thương mại, chia sẻ tương tự nào mà anh em chọn.
Thiết lập in khuyến nghị
Hệ thống được thiết kế để in đơn giản nhất có thể. Không cần hỗ trợ (support), không vật liệu đặc biệt, không cần mẹo slicer phức tạp. Mình bắt đầu với máy Prusa Mk3s và giờ đang dùng Snapmaker U1 và Prusa XL. Hướng dẫn in chung như sau:
- Nên dùng PLA để đạt độ cứng tối ưu và dễ in.
- Dùng PETG, PCTG hoặc nhựa gia cường sợi carbon nếu anh em cần chịu nhiệt độ cao hơn (đang nói mấy bác nghiên cứu về buồng đốt đấy).
- Dùng ba lớp vỏ (perimeters) với năm lớp trên và dưới để có kết quả tốt nhất.
- Thiết kế cho độ cao lớp in 0.2 mm, nhưng anh em có thể chỉnh dày hoặc mỏng hơn tùy ý. Không cần thiết phải in quá nhỏ vì các chi tiết được thiết kế cho đầu in 0.4 mm ở lớp 0.2 mm.
- Độ đặc (infill) không quá quan trọng. Mình thường dùng 10% Adaptive Cubic. Nếu bị cong vênh, dùng các kiểu infill không tuyến tính như Gyroid sẽ hiệu quả hơn.
- Dù in chiều nào cũng được, nhưng hãy in với hốc đai ốc hướng lên trên, giống với hướng của các đế giữ trụ để đảm bảo dung sai chuẩn nhất.
Hướng dẫn lắp ráp và sử dụng
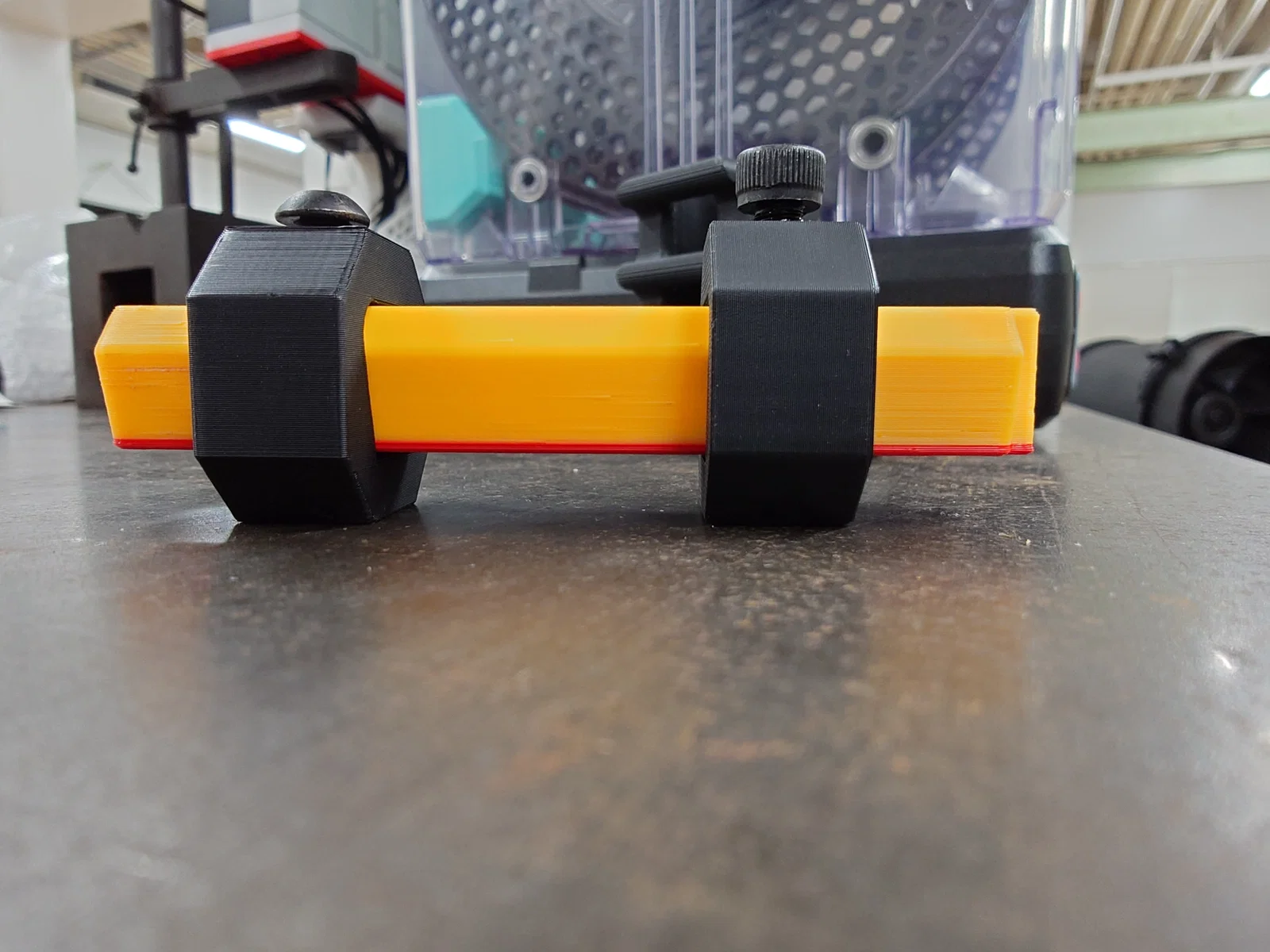
- Lắp đai ốc vào hốc tương ứng. Nếu thấy chặt, hãy vặn đai ốc vào một con ốc vít để có thêm đòn bẩy khi ấn vào. Bất kỳ đai ốc phẳng tiêu chuẩn nào cũng vừa. Mình thiết kế dựa trên thông số từ Amazon.co.jp và McMaster.com.
- Lồng trụ vào vòng cổ trước khi lắp vào đế giữ.
- Vặn ốc khóa vào đai ốc từ phía trước. Anh em sẽ nghe tiếng tách nhẹ khi trụ khóa chặt vào đế giữ. Đó là lúc các đường in của trụ khớp vào đường in của khớp nối đế. Đến đây là dừng lại nhé, vặn thêm nữa chỉ làm hỏng trụ thôi.
- Nhớ rằng, nhựa thì rẻ, thời gian của anh em mới quý. Đừng chắp vá linh tinh khi có thể tự in chính xác kích thước và loại mình cần.
Giấy phép
File mô hình




Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!