Support Magic: Supports PETG+PLA hoàn hảo & Support Test tối ưu in Dual Material

Support Magic là bộ model test để tối ưu mixed-material supports như PLA/PETG. Giúp kiểm tra độ dễ tháo, độ bền và bề mặt, hướng tới supports “ngon” không cần Z-gap, ít trầy xước khi gỡ.





Mô tả
Danh sách thay đổi:
- 10/8/23 vòng 2: Cập nhật purge volumes trong profile và các file 3MF.
- 10/8/23: Cập nhật lên v16, chỉnh nhẹ chamfer trên model để hỗ trợ việc test, và sửa các print profile cho ổn hơn.
Hệ thống multi-material thì làm được nhiều thứ hay ho, nhưng một trong những cái “đáng tiền” nhất là tạo supports gần như hoàn hảo, đặc biệt với combo phổ biến PLA/PETG. Nhiều người ngại thử vụ này… nên mình muốn giúp bạn làm cho ra kết quả.
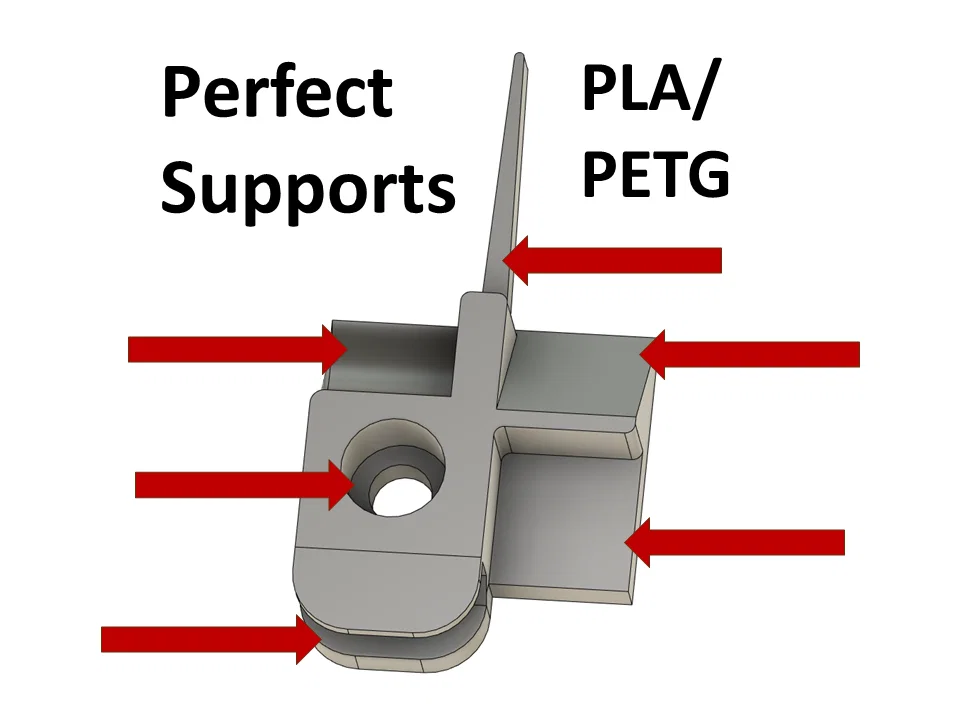
Support Magic là một model 3D gồm nhiều bài test khác nhau, thiết kế để dùng với mixed-material supports. Ví dụ điển hình là combo PLA/PETG, dù vẫn có thể áp dụng cho nhiều cặp vật liệu khác. Dạng “breakaway” supports kiểu này thường cho bề mặt rất đẹp vì hai vật liệu khác nhau, và bạn có thể in mà không cần chừa Z-gap.
Support Magic kiểm tra chất lượng setup support material giữa hai vật liệu bằng cách test độ dễ tháo, độ bền, và độ hoàn thiện bề mặt của từng khu vực. Support Magic có thể giúp bạn đạt supports “ngon”, tháo dễ và hạn chế để lại vết trên các dự án in 3D.
Dành cho người dùng Bambu Slicer:
Mình đã làm sẵn phần settings để in ra ổn rồi. Mình cung cấp 2 file ví dụ:
- PLA-supporting-PETG
- PETG-supporting-PLA
Tuy nhiên, nhớ chọn đúng filament profiles cho filament của bạn trong slicer. Ví dụ của mình dùng generic PLA và generic PETG. Về lý thuyết bạn chỉ cần đổi 2 filament profile này là đủ để in ổn, vì các setting còn lại trong process profile đã hợp lý. Nếu filament của bạn chưa tune thì có thể không chạy ngon. Nhưng cứ test rồi biết liền!
Mẹo quan trọng để thành công:
- Dùng slicer cho phép chọn vật liệu khác cho phần interface supports. Bambu Slicer và Orca Slicer là ví dụ tốt. Mình có kèm ví dụ cho Bambu Slicer với PLA/PETG (và ngược lại).
- Bắt đầu từ các combo đã được chứng minh dễ chạy như PLA/PETG, Breakaway Support/PLA, v.v.
- Nếu dùng PLA/PETG, hãy chọn loại PLA in được ở nhiệt cao nhất mà bạn có. Mình thấy Sunlu PLA+ chạy rất ổn, nhưng nhiều loại khác cũng được. Mục đích là để tránh kẹt (jams).
- Dùng đúng settings:
- Đảm bảo filament profiles đã setup đúng và tune trước!
- Set layer interface Z gaps về 0 (cả top và bottom).
- Set Bottom Interface Spacing về 0. (chỉ OrcaSlicer có tuỳ chọn này.. Bambu Slicer dùng 1 setting cho top/bottom).
- Set Top Interfacing Spacing về 0.
- Set Base Pattern + Interface Pattern thành Rectilinear.
- Set filament cho supports một cách rõ ràng, theo nguyên tắc: Support/raft base == loại filament của model. Ví dụ, nếu in model bằng PLA và phần interface bằng PETG, thì settings của bạn nên trông như vầy:
- Riêng với PLA/PETG, để tránh kẹt extruder:
- Set bed xuống mức nhiệt thấp nhất mà vẫn bám tốt (~65-70). Việc này giúp giảm kẹt, đặc biệt khi dùng PLA supports cho bản in PETG.
- Nếu máy in của bạn là dạng enclosure, hãy mở cửa và/hoặc thoáng phía trên bằng cách tháo nắp (đối với máy Bambu).
- Nhiều kiểu support khác nhau đều chạy ổn, nhưng mình thấy Paint-on supports, chọn Normal (không phải tree) và kiểu “Snug” thường cho kết quả tốt.
- Lưu ý về purge volumes & độ bền: Purge volume thấp có thể gây vấn đề về độ bám lớp (layer adhesion), nhất là khi chuyển lại về filament chính của model. Vì vậy, bạn có thể muốn tăng purge volume khi chuyển từ filament support interface về filament “main” (model). Việc này giúp đẩy sạch phần lớn filament còn lẫn và đảm bảo liên kết giữa các lớp chắc hơn. Profile mình để theo default.. nhưng có người khuyên nên dùng giá trị cao tới 600-700 nếu bạn lo về độ bền Z-bonding của lớp kế tiếp. Ví dụ, nếu filament chính là màu đen và support là PETG màu xanh lá, bạn có thể set matrix như sau:

Giấy phép

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!