Cable gland “all sizes” (đủ mọi kích thước)

Bộ sưu tập cable gland (cable pass-through) dạng parametric với hơn 300 kích thước STL. Chọn D (đường kính trong) và L (chiều dài ren) theo dây và độ dày panel. Thiết kế kẹp dây không cần ron cao su.






























Mô tả
Cái gì và vì sao?
Vì có người hỏi mình là mẫu cable gland mình đăng trước đó có làm được nhiều kích thước khác không, nên mình nghĩ rồi làm luôn một model dạng parametric. Phần thiết kế thì không lâu. Nhưng lúc export STL cho đủ mọi size thì mình đã hơi đánh giá thấp, nên tốn thời gian hơn nhiều…
Mình chỉ upload hơn 300 size ở đây thôi vì export hết tất cả STL mất khá nhiều thời gian. Nếu bạn cần size khác thì cứ comment size nào, mình sẽ export thêm. Cũng vì vậy nên lần này mình không upload file STEP. Hiện mình chỉ có file parametric NX, mà chắc đa số mọi người không dùng được.
Thiết kế này dùng không cần ron cao su; chỉ cần luồn dây qua, vặn cái top-nut lại để kẹp và cố định mọi thứ. Tùy cách thiết kế và tùy vật liệu, mấy cái gờ (lips) có thể bị gãy nếu bạn siết/kẹp dây quá tay (mình từng bị một lần). Dù vậy nó vẫn hoạt động và giữ chặt bình thường vì cơ chế kẹp không bị ảnh hưởng. Chỉ khi tháo ra lắp lại thì sẽ phát sinh vấn đề. Nên nói chung nó sẽ không tái sử dụng được nhiều lần như mấy loại mua sẵn.
Thông số (Parameters)?
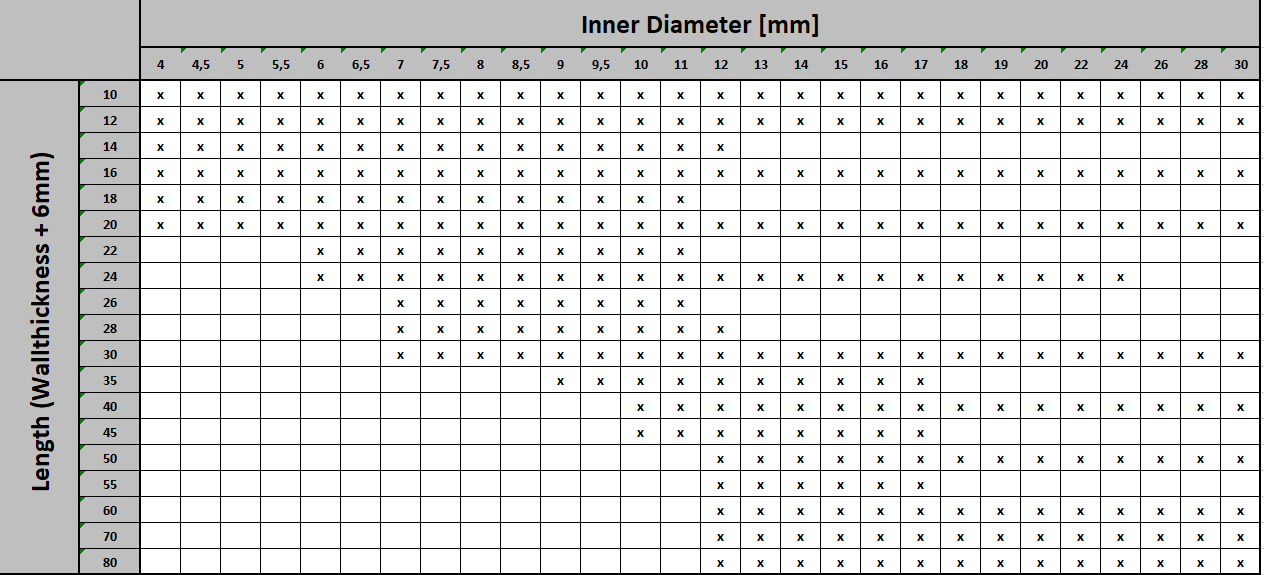
Thông số D trong tên là đường kính trong (inner Diameter). Bạn đo đường kính dây (hoặc chi tiết cần đi qua) rồi chọn đúng D mình cần. Mức “siết nhỏ lại” sẽ khác nhau tùy D: loại lớn sẽ siết giảm được nhiều hơn loại nhỏ. Mình chỉ có vài số đã test: D3.5 → 2,6mm; D5.5 → 4mm; D8 → 6,3mm; D18 → 14mm
Thông số L trong tên là chiều dài phần ren phía sau để đi xuyên qua vách/tấm panel. Bạn chọn theo độ dày panel của bạn — 6mm (ê-cu dày 5mm + 1mm để đảm bảo ăn ren an toàn).
Đường kính lỗ khoan trên vách/panel sẽ luôn là D + 5mm. Phần ren được thiết kế để luôn lớn hơn lỗ khoan 5mm.

In 3D (Printing):
Mình chưa test hết tất cả model, nhưng mình đã in thử một số cái và thấy dùng ổn. Bạn có thể xem hình đính kèm.
In mấy cái này không phải lúc nào cũng dễ (đặc biệt là các đường kính nhỏ/mỏng). Dưới đây là các thiết lập mình thấy chạy tốt khi dùng ABS và PETG:
- Layer thickness 0.1–0.15 (ren lớn hơn cũng có thể ổn với 0.2–0.3)
- Extrusion width 0.42 (nozzle 0.4 vì thành vách không dày)
- 2–3 contour lines (ít nhất là fill 100%)
- 265°C hotend (để bám lớp tốt với ESUN ABS+)
- 80–100% tốc độ quạt và mở enclosure (đúng, kể cả với ABS) để đảm bảo mấy chi tiết nhỏ mỏng in ra đẹp. Ví dụ warping thường không thành vấn đề vì chi tiết quá nhỏ và mỏng.
- Bed temp 80°C cũng để đảm bảo các phần mỏng nguội đủ nhanh mà không bị biến dạng, nhưng vẫn có độ bám.
- Dùng raft cho phần giữa vì nó khá cao và gần như không có bề mặt đáy thật sự.
Vật liệu khác chắc chắn cũng chạy được nếu chịu khó test, nhưng mình chưa thử. Nếu bạn in được bằng vật liệu khác thì chia sẻ thêm thông tin ở phần comment giúp mình nha.
EDIT: Sau khi test thêm thì PETG và Soft PLA tốt hơn ABS rất nhiều. PLA thường và ABS hay bị giòn. Trải nghiệm tốt nhất của mình là với HIPS vì mấy cái này gần như không thể gãy.
Giấy phép

Tìm hiểu thêm về giấy phép này tại https://creativecommons.org/share-your-work/public-domain/cc0/
File mô hình

D4_top-nut.stl

D4_bottom-nut.stl

D4_L10.stl

D4_L12.stl

D4_L14.stl

D4_L16.stl

D4_L18.stl

D4_L20.stl

D4.5_top-nut.stl

D4.5_bottom-nut.stl

D4.5_L10.stl

D4.5_L12.stl

D4.5_L14.stl

D4.5_L16.stl

D4.5_L18.stl

D4.5_L20.stl

D5_top-nut.stl

D5_bottom-nut.stl

D5_L10.stl

D5_L12.stl

D5_L14.stl

D5_L16.stl

D5_L18.stl

D5_L20.stl

D5.5_top-nut.stl

D5.5_bottom-nut.stl

D5.5_L10.stl

D5.5_L12.stl

D5.5_L14.stl

D5.5_L16.stl

D5.5_L18.stl

D5.5_L20.stl

D6_top-nut.stl

D6_bottom-nut.stl

D6_L10.stl

D6_L12.stl

D6_L14.stl

D6_L16.stl

D6_L18.stl

D6_L20.stl

D6_L22.stl

D6_L24.stl

D6.5_top-nut.stl

D6.5_bottom-nut.stl

D6.5_L10.stl

D6.5_L12.stl

D6.5_L14.stl

D6.5_L16.stl

D6.5_L18.stl

D6.5_L20.stl

D6.5_L22.stl

D6.5_L24.stl

D7_top-nut.stl

D7_bottom-nut.stl

D7_L10.stl

D7_L12.stl

D7_L14.stl

D7_L16.stl

D7_L18.stl

D7_L20.stl

D7_L22.stl

D7_L24.stl

D7_L26.stl

D7_L28.stl

D7_L30.stl

D7.5_top-nut.stl

D7.5_bottom-nut.stl

D7.5_L10.stl

D7.5_L12.stl

D7.5_L14.stl

D7.5_L16.stl

D7.5_L18.stl

D7.5_L20.stl

D7.5_L22.stl

D7.5_L24.stl

D7.5_L26.stl

D7.5_L28.stl

D7.5_L30.stl

D8_top-nut.stl

D8_bottom-nut.stl

D8_L10.stl

D8_L12.stl

D8_L14.stl

D8_L16.stl

D8_L18.stl

D8_L20.stl

D8_L22.stl

D8_L24.stl

D8_L26.stl

D8_L28.stl

D8_L30.stl

D8.5_top-nut.stl

D8.5_bottom-nut.stl

D8.5_L10.stl

D8.5_L12.stl

D8.5_L14.stl

D8.5_L16.stl

D8.5_L18.stl

D8.5_L20.stl

D8.5_L22.stl

D8.5_L24.stl

D8.5_L26.stl

D8.5_L28.stl

D8.5_L30.stl

D9_top-nut.stl

D9_bottom-nut.stl

D9_L10.stl

D9_L12.stl

D9_L14.stl

D9_L16.stl

D9_L18.stl

D9_L20.stl

D9_L22.stl

D9_L24.stl

D9_L26.stl

D9_L28.stl

D9_L30.stl

D9_L35.stl

D9.5_top-nut.stl

D9.5_bottom-nut.stl

D9.5_L10.stl

D9.5_L12.stl

D9.5_L14.stl

D9.5_L16.stl

D9.5_L18.stl

D9.5_L20.stl

D9.5_L22.stl

D9.5_L24.stl

D9.5_L26.stl

D9.5_L28.stl

D9.5_L30.stl

D9.5_L35.stl

D10_top-nut.stl

D10_bottom-nut.stl

D10_L10.stl

D10_L12.stl

D10_L14.stl

D10_L16.stl

D10_L18.stl

D10_L20.stl

D10_L22.stl

D10_L24.stl

D10_L26.stl

D10_L28.stl

D10_L30.stl

D10_L35.stl

D10_L40.stl

D10_L45.stl

D11_top-nut.stl

D11_bottom-nut.stl

D11_L14.stl

D11_L10.stl

D11_L12.stl

D11_L16.stl

D11_L18.stl

D11_L20.stl

D11_L22.stl

D11_L24.stl

D11_L26.stl

D11_L28.stl

D11_L30.stl

D11_L35.stl

D11_L40.stl

D11_L45.stl

D12_top-nut.stl

D12_bottom-nut.stl

D12_L10.stl

D12_L12.stl

D12_L14.stl

D12_L16.stl

D12_L20.stl

D12_L24.stl

D12_L28.stl

D12_L30.stl

D12_L35.stl

D12_L40.stl

D12_L45.stl

D12_L50.stl

D12_L55.stl

D12_L60.stl

D12_L70.stl

D12_L80.stl

D13_top-nut.stl

D13_bottom-nut.stl

D13_L10.stl

D13_L12.stl

D13_L16.stl

D13_L20.stl

D13_L24.stl

D13_L30.stl

D13_L35.stl

D13_L40.stl

D13_L45.stl

D13_L50.stl

D13_L55.stl

D13_L60.stl

D13_L70.stl

D13_L80.stl

D14_top-nut.stl

D14_bottom-nut.stl

D14_L10.stl

D14_L12.stl

D14_L16.stl

D14_L20.stl

D14_L30.stl

D14_L24.stl

D14_L35.stl

D14_L40.stl

D14_L45.stl

D14_L50.stl

D14_L60.stl

D14_L70.stl

D14_L80.stl

D15_top-nut.stl

D15_bottom-nut.stl

D15_L10.stl

D15_L12.stl

D15_L16.stl

D15_L20.stl

D15_L24.stl

D15_L30.stl

D15_L35.stl

D15_L40.stl

D15_L45.stl

D15_L50.stl

D15_L55.stl

D15_L60.stl

D15_L70.stl

D15_L80.stl

D16_top-nut.stl

D16_bottom-nut.stl

D16_L10.stl

D16_L12.stl

D16_L16.stl

D16_L20.stl

D16_L24.stl

D16_L30.stl

D16_L35.stl

D16_L40.stl

D16_L45.stl

D16_L50.stl

D16_L55.stl

D16_L60.stl

D16_L70.stl

D16_L80.stl

D17_top-nut.stl

D17_bottom-nut.stl

D17_L10.stl

D17_L12.stl

D17_L16.stl

D17_L20.stl

D17_L24.stl

D17_L30.stl

D17_L35.stl

D17_L40.stl

D17_L45.stl

D17_L50.stl

D17_L55.stl

D17_L60.stl

D17_L70.stl

D17_L80.stl

D18_top-nut.stl

D18_bottom-nut.stl

D18_L10.stl

D18_L12.stl

D18_L16.stl

D18_L20.stl

D18_L24.stl

D18_L30.stl

D18_L40.stl

D18_L50.stl

D18_L60.stl

D18_L70.stl

D18_L80.stl

D19_top-nut.stl

D19_bottom-nut.stl

D19_L10.stl

D19_L12.stl

D19_L16.stl

D19_L20.stl

D19_L24.stl

D19_L30.stl

D19_L40.stl

D19_L50.stl

D19_L60.stl

D19_L70.stl

D19_L80.stl

D20_top-nut.stl

D20_bottom-nut.stl

D20_L10.stl

D20_L12.stl

D20_L16.stl

D20_L20.stl

D20_L24.stl

D20_L30.stl

D20_L40.stl

D20_L50.stl

D20_L60.stl

D20_L70.stl

D20_L80.stl

D22_top-nut.stl

D22_bottom-nut.stl

D22_L10.stl

D22_L12.stl

D22_L16.stl

D22_L20.stl

D22_L24.stl

D22_L30.stl

D22_L40.stl

D22_L50.stl

D22_L60.stl

D22_L70.stl

D22_L80.stl

D24_top-nut.stl

D24_bottom-nut.stl

D24_L10.stl

D24_L12.stl

D24_L16.stl

D24_L20.stl

D24_L24.stl

D24_L30.stl

D24_L40.stl

D24_L50.stl

D24_L60.stl

D24_L70.stl

D24_L80.stl
D24_bottom_nut.stp
D24_top_nut.stp
D24_L10.stp

D26_top-nut.stl

D26_bottom-nut.stl

D26_L10.stl

D26_L12.stl

D26_L16.stl

D26_L20.stl

D26_L30.stl

D26_L40.stl

D26_L50.stl

D26_L60.stl

D26_L70.stl

D26_L80.stl

D28_top-nut.stl

D28_bottom-nut.stl

D28_L10.stl

D28_L12.stl

D28_L16.stl

D28_L20.stl

D28_L30.stl

D28_L40.stl

D28_L50.stl

D28_L60.stl

D28_L70.stl

D28_L80.stl

D30_top-nut.stl

D30_bottom-nut.stl

D30_L10.stl

D30_L12.stl

D30_L16.stl

D30_L20.stl

D30_L30.stl

D30_L40.stl

D30_L50.stl

D30_L60.stl

D30_L70.stl

D30_L80.stl
D38_L50.stp
D38_bottom_nut.stp
D38_top_nut.stp

D13_L20_0.15mm_PLA_MINI_55m.gcode

D13_top_and_bottom-nut_0.15mm_PLA_MINI_44m.gcode
Chưa có bản in nào được khoe. Hãy là người đầu tiên!
Remix (0)
Có thể bạn quan tâm
Đang tìm các mô hình liên quan...

Chưa có bình luận nào. Hãy là người đầu tiên!