Clay Stamp (Stamp đất sét trống để thêm thiết kế)

Clay Stamp dạng trống, sẵn sàng để bạn emboss/deboss logo hoặc họa tiết riêng lên gốm/đất sét. Có kèm link Onshape và hướng dẫn in 2 màu trong PrusaSlicer bằng lệnh M600 mà không cần MMU.












Mô tả
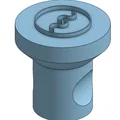
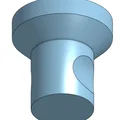
Đây là một cái stamp mình thiết kế để đóng lên gốm/đất sét/đồ gốm (pottery) với logo hoặc họa tiết.
Mình có làm một bản có logo cá nhân nên sẽ không tải về được, nhưng bạn có thể thấy trong hình.
Mình đã upload một bản trống, bạn có thể chỉnh trong slicer hoặc chỉnh trực tiếp qua link Onshape mình để bên dưới.
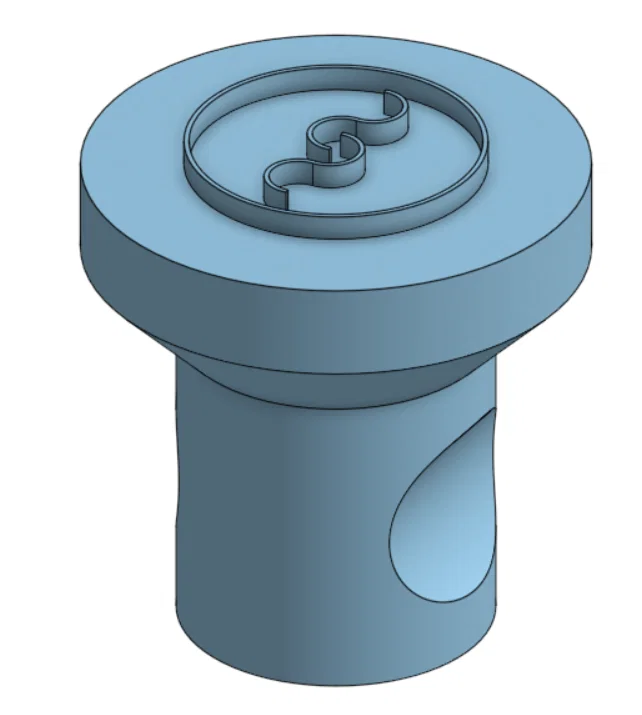
Nói chung, bạn nên emboss (đắp nổi) thiết kế của bạn lên mặt tròn lớn hơn trong 2 mặt tròn. Chiều cao tốt nhất của phần thiết kế là 2mm. Bề dày có thể là 0.6 hoặc 0.4mm (0.6 thì chắc hơn, nhưng khó đóng lên đất sét đã se mặt một phần, ví dụ như kiểu đổ khuôn/slip casting).
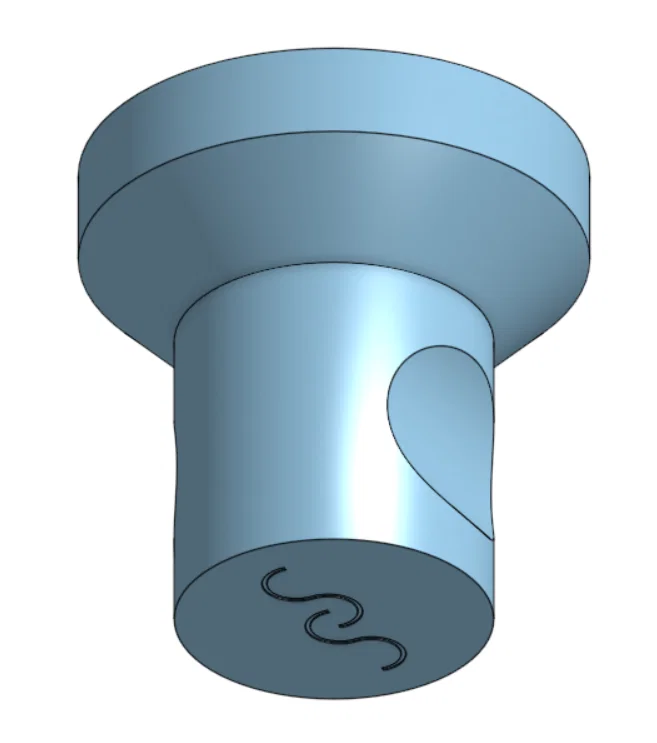
Bạn cũng có thể deboss (khắc chìm) 0.1mm trên vòng tròn nhỏ hơn để tạo phiên bản nhiều màu, trong đó thiết kế sẽ hiện trên phần tay cầm của stamp (giống trong hình).
In 2 màu có thể làm được mà không cần MMU, bằng cách cài máy đổi màu mỗi layer. Mình sẽ giải thích cách làm bên dưới.
Nếu bạn cần, mình có thể thêm vài thiết kế đơn giản rồi upload cho bạn (ví dụ hình khối hoặc chữ).
Hướng dẫn in:
Layer height 0.2mm là ổn
In với phần tay cầm úp xuống print bed, không cần support vì có phần chamfer dưới đầu stamp.
Mình dùng 3 perimeters, 5 top và 4 bottom.
Infill tùy bạn, mình dùng 15% cubic infill.
Muốn phần deboss mịn hơn bạn có thể dùng ironing.
Nếu không chắc độ bám bed, bạn có thể dùng brim.
In đa vật liệu không cần MMU (mình học cách này từ một model khác trên Printables, nhưng không biết ai là người nghĩ ra đầu tiên):
Cài đặt Prusa Slicer
Mình khuyên bạn nên tạo một profile máy in “mới” riêng cho vụ này.
Trong Prusa Slicer, vào tab "Printer Settings".
Trong tab "Printer Settings" vào "General".
Ở mục "Capabilities" tăng số extruders lên bằng số màu bạn muốn in.
Mỗi extruder sẽ có một mục bên danh sách bên trái ("Extruder1", "Extruder2", "Extruder3", ...).
Mình khuyên bạn đổi "Extruder Color" trong phần "Preview" của từng extruder. Không bắt buộc, nhưng giúp preview dễ nhìn hơn.
Trong "Custom G-code" thêm "M600" vào "Tool change G-code" (M600 là lệnh G-code để đổi filament thủ công).
Cài đặt cho bản in
Chọn profile máy in MMU “giả” vừa tạo.
Dùng tính năng paint trong PrusaSlicer, tô bề mặt phần deboss bằng màu thứ 2.
Bạn có thể dùng smart fill và click chuột phải để áp màu phụ.
Bấm "Slice now" và kiểm tra máy sẽ bắt đầu bằng màu nào bằng layer slider.
Chép G-code qua máy in.
In
Mỗi lần máy tới lệnh M600, nó sẽ pause ngoài vùng in và nhắc bạn thay filament (giả sử máy bạn có hỗ trợ lệnh M600). Có thể nó sẽ hỏi thay filament sau khi calibrations xong; lúc đó bạn chỉ cần rút ra và nạp lại filament.
Một vài mẹo
Bạn có thể theo dõi layer và màu ngay trong slicer bằng layer slider bên phải và phía dưới để biết màu kế tiếp là màu nào.
Giao diện Prusa Slicer.
Máy có thể đùn ra một ít filament ngay sau khi bạn xác nhận đã thay xong để tạo lại áp lực trong nozzle. Để tránh sợi nhựa này bị kéo lê lên bản in gây bầy hầy, bạn đừng vội lấy phần nhựa vừa đùn ra trong lúc thay filament, để lát nữa dễ nắm và kéo ra nguyên cục. Trước khi bấm xác nhận hoàn tất thay filament, chuẩn bị sẵn để kéo phần rác filament ra khi đầu in bắt đầu di chuyển.
Nghe có vẻ rắc rối vậy thôi, hiểu nguyên lý rồi thì làm cũng khá thẳng thớm.
Mình có đính kèm file 3mf, có thể trong đó có sẵn setting MMU, mình không chắc, bạn cho mình biết giúp nha.
Có gì thắc mắc cứ hỏi.
Nếu bạn thích mấy thiết kế của mình, nhớ lưu hoặc đánh giá giúp mình nhé.
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!