Hiệu chuẩn “Flow Rate Cube” Anycubic Kobra 2 cho Max/Pro/Plus/Neo/Kobra 2

Mẫu Flow Rate Cube giúp tinh chỉnh lượng nhựa đùn (Extrusion Multiplier) cho Anycubic Kobra 2 series. Hỗ trợ xử lý under/over-extrusion, cải thiện độ chính xác, giảm phồng góc và layer seam khi in.

Mô tả
Hiệu chuẩn flow rate được làm để tinh chỉnh lượng nhựa mà máy đùn ra. Còn gọi là Extrusion Multiplier, khi hiệu chuẩn flow rate bạn có thể xử lý các vấn đề do under-extrusion hoặc over-extrusion gây ra. Ngoài ra, hiệu chuẩn flow rate cũng có thể cải thiện nhẹ giá trị retraction, và giúp giảm hiện tượng phồng góc (bulging corners) cũng như đường nối lớp (layer seam).
(Ghi chú: file .3mf đính kèm dùng cho PrusaSlicer và Anycubic Slicer. Sẽ upload thêm cho các slicer khác sớm.)
Bước 1. Mình khuyến nghị mạnh là nên làm Extruder Tension Calibration. Nó ảnh hưởng rất lớn đến việc tính flow rate, nên hãy làm bước này trước khi hiệu chuẩn flow rate.

Bước 2. Đáng ra bạn nên hiệu chuẩn esteps trên Anycubic, nhưng vì họ đang khóa firmware nên hiện tại chưa có cách làm trực tiếp. Tuy vậy mình sẽ chỉ bạn cách kiểm tra xem esteps của bạn có bị lệch không. Mình đề nghị bạn liên hệ Anycubic support và nói với họ là người dùng cần quyền tự hiệu chuẩn esteps. Nếu bạn cố chỉnh cube mà vẫn không đạt, có thể thử “đi đường vòng” bằng cách chỉnh giá trị extrusion width như một phương án cuối.
Hiệu chuẩn Extruder E-Steps
a. Trên máy Anycubic, bạn cần tháo ống PTFE ở phía extruder. Làm vậy để không bị cản trở/ma sát, filament đi trơn hơn và kết quả chính xác hơn.
b. Làm nóng hotend lên đúng nhiệt độ khuyến nghị cho loại filament bạn đang dùng.
c. Vào setting và tắt filament detection.
d. Đánh dấu 120 mm filament tính từ phía trên extruder.
e. Bấm nút đùn 100mm. Máy phải đùn đúng 100 mm; vạch bạn đánh dấu sẽ còn cách miệng connector PTFE trên extruder 20 mm.
f. Đo xem sau khi đùn xong còn dư lại bao nhiêu mm.
g. Tính lượng đã đùn thực tế = 120 trừ đi phần còn dư, để biết esteps của bạn đúng hay đang under/over.
***h. Tìm và ghi lại setting hiện tại của e-Steps (hiện tại không làm được vì Anycubic đang khóa máy)
***i. Tính eSteps mới = eSteps hiện tại * 100 / lượng đùn thực tế
***j. Đổi eStep trong máy sang giá trị vừa tính ở trên
***k. LƯU lại setting
***l. Lặp lại quá trình đến khi extruder đẩy đúng 100 mm filament, tức còn dư đúng 20 mm.
(***Ghi chú: các bước có dấu * hiện tại bạn chưa làm được do Anycubic khóa firmware. Vui lòng liên hệ Anycubic và yêu cầu họ mở tính năng này.)
Bước 3. Pressure Advance nên được hiệu chuẩn trước khi hiệu chuẩn Flow Rate.
Pressure Advance / Linear Advance | Ellis’ Print Tuning Guide (ellis3dp.com)
Bước 4.
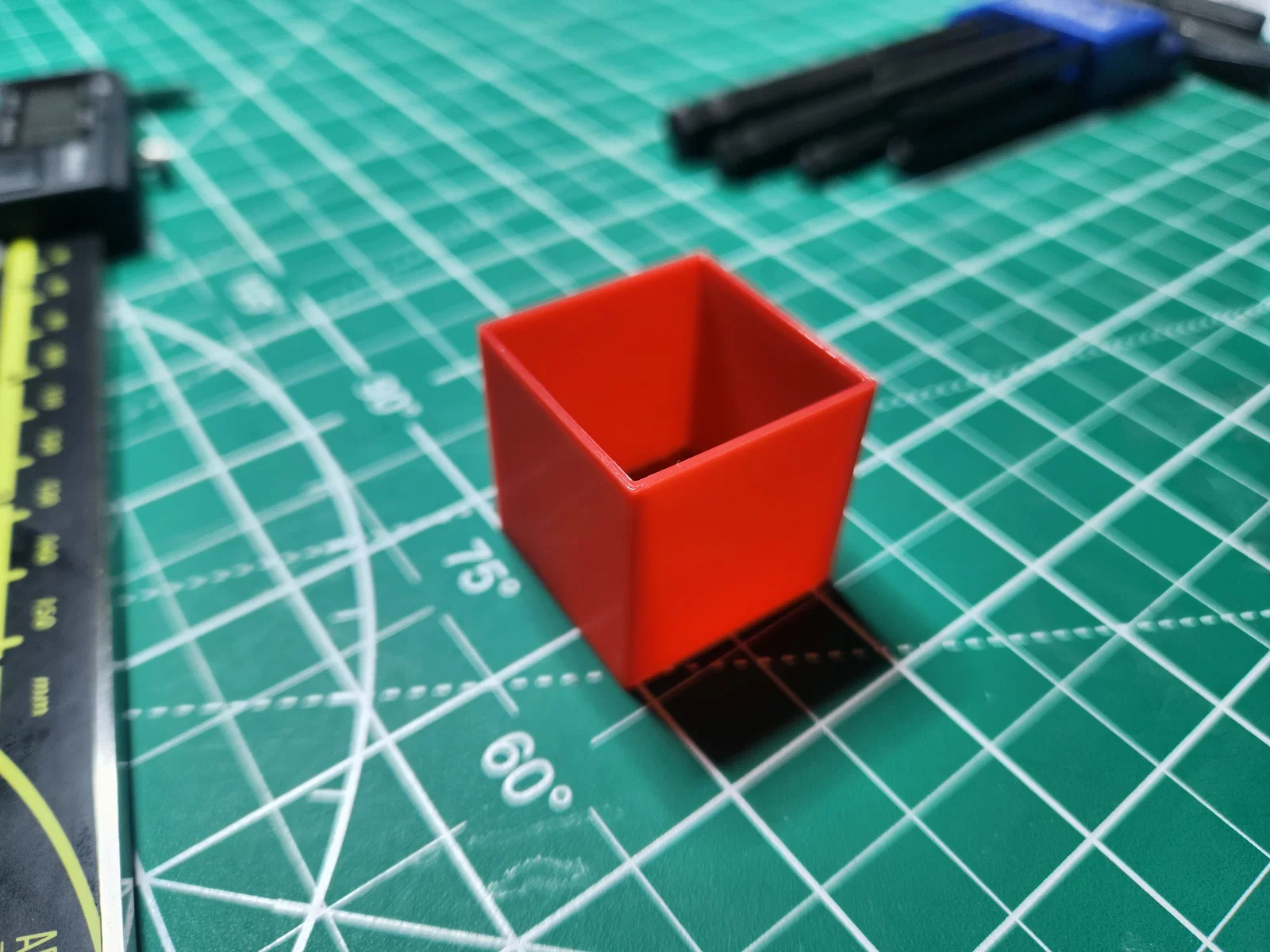
Flow Rate Cube
Flow Rate mặc định cho cube này là 1. Đây là mức baseline ổn để bạn bắt đầu.
Extrusion width của cube được set là 0.5 khi calculator hỏi ở các bước dưới.
Kết quả cuối cùng: tường cube phải dày 1mm ở cả 4 vách khi flow rate đúng
Hướng dẫn
1. Mở file .3mf, nhớ chọn Open Project chứ không phải Import. Nếu Import thì sẽ không lấy setting của mình và cube cũng không được hollow.
Slice và in cube.

(Ghi chú: có thể bạn sẽ phải cập nhật đường dẫn tới Arcwelder.exe đúng vị trí bạn đang cài. Nếu không thì bỏ qua bước này.)

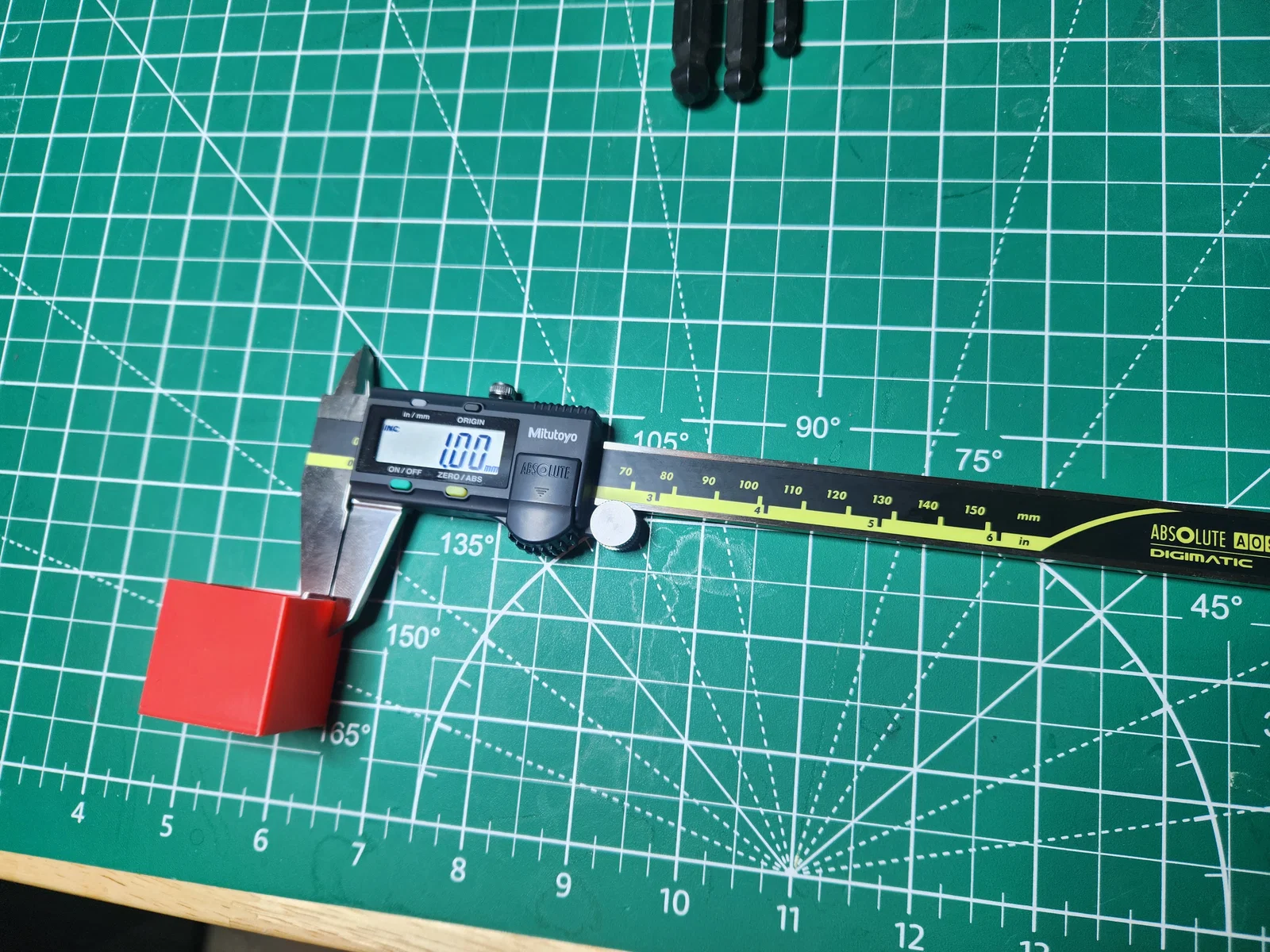
2. Sau khi in xong, lấy thước kẹp (calipers) đo cả 4 vách và ghi lại số đo, rồi nhập vào Calculator trên trang này:
Flow Rate Calibration - Improve Print Accuracy | 3D Print Beginner
(Lưu ý: rất quan trọng là dùng thước kẹp đúng cách và đừng bóp mạnh quá. Chỉ đo vài lớp trên cùng để tránh lỗi bề mặt thành. Đặt thước kẹp gần cuối vách để tính đến khác biệt do áp lực nozzle.)
Trang này sẽ cho bạn flow rate mới.
Hoặc bạn có thể tự tính như sau (cũng ra flow rate mới):
(Trung bình 4 lần đo = measured line width.)
Line width mà cube yêu cầu là 1mm
Flow rate hiện tại mặc định là 1 (cho tới khi bạn đổi ở lần chạy tiếp theo)
3. Nhập giá trị Flow Rate mới vào slicer
Khi đã tính ra flow rate mới, quay lại slicer và lưu giá trị mới. Chỉ dùng 2 chữ số đầu của flow rate bạn tính được.
Trong Anycubic Slicer, bạn cần chỉnh giá trị Extrusion Multiplier.

Trong PrusaSlicer, bạn cần chỉnh giá trị Extrusion Multiplier.

Trong Simplify3D, bạn cần chỉnh giá trị Extrusion Multiplier.
Trong Cura, bạn cần chỉnh giá trị Flow. Mục này là dạng phần trăm, nên hãy nhập cho đúng.
4. Slice lại cube với flow rate mới và in lại.
5. Làm đi làm lại đến khi bạn đạt gần nhất có thể: tường dày 1mm ở cả 4 vách.
6. Nhớ lưu lại profile/thiết lập của bạn!

(Ghi chú: khuyến nghị là nếu bạn đổi loại hoặc đổi hãng filament, bạn nên hiệu chuẩn flow rate và lưu một profile riêng cho filament đó.)
Cá nhân mình thì không làm hiệu chuẩn này cho từng cuộn filament. Mình thường làm 1 lần cho từng nhóm vật liệu như PLA / PETG / ABS / TPU, và thỉnh thoảng làm lại nếu thấy kết quả in có khác đi. Dù khuyến nghị là vậy, mình vẫn thích dành thời gian để in hơn là cứ hiệu chuẩn hoài.
Dưới đây là một video tổng quan giúp bạn hình dung mục tiêu bạn đang cần đạt trong hướng dẫn này. Hy vọng giúp được bạn. Chúc bạn in vui!
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — NoDerivativesCC-BY-NC-ND

File mô hình




Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!