Thước cặp Vernier (Vernier Calipers) in 3D

Một phiên bản thước cặp Vernier 0.05mm dạng cổ điển, tối ưu để in 3D: dùng hình học vát để giữ phần trượt, hạn chế chốt/keo. Kèm mẹo Prusa Slicer (helper disks, brim), chỉnh nhiệt/first layer và lưu ý độ khít.











Mô tả
Chào mọi người,
Trên Printables cũng đã có vài mẫu thước cặp Vernier rất ngon rồi, nhưng cho vui nên mình thử làm một bản và chia sẻ kết quả.
Thiết kế tổng thể là dáng kinh điển, có các chi tiết bạn hay thấy trên thước kiểu Nhật hoặc Đức, với khả năng đo tầm ~150mm.
Mình cố làm sao cho “3D printer friendly”, dùng hình học vát/góc để giữ các phần trượt nằm chung với nhau, thay vì phải in riêng ngàm/kẹp hay chốt; nhìn gọn hơn và cũng khỏi cần keo.
Quá trình canh cho in đẹp thì cũng trầy trật dữ. Ban đầu mình nghĩ in PLA sẽ nhanh gọn hơn PETG, ai dè lại khá khó. Nếu bản này không chịu nổi “bị hành”, chắc mình sẽ làm thêm phiên bản PETG; nhưng hiện tại cầm cũng khá cứng cáp. Có thể mình sẽ sơn một lớp và chà nhám nhẹ để số nổi rõ hơn.
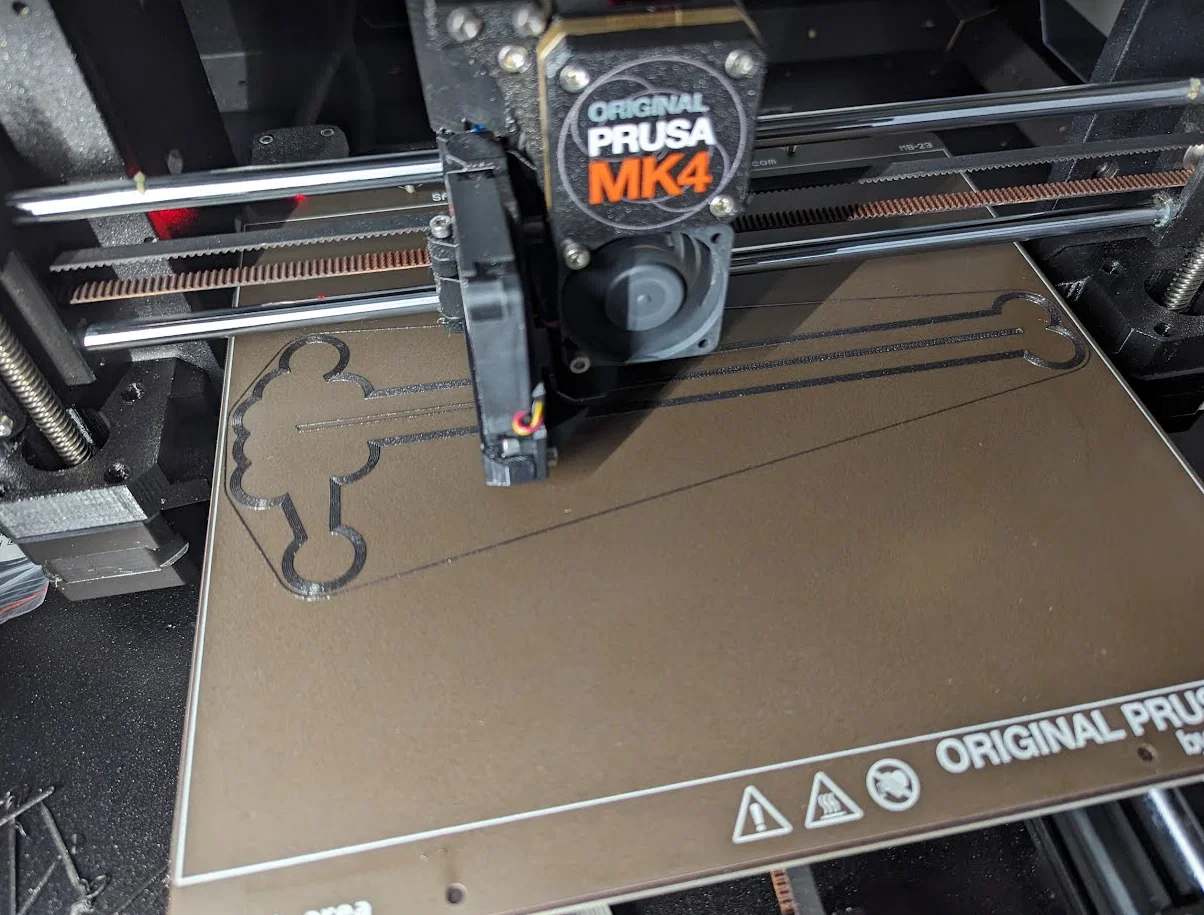
Lúc đầu mình dùng ‘mouse ears’ tự thiết kế để bám giường cho món dài và mỏng này, nhưng độ bám không đủ, nên mình đổi hướng: kết hợp brim và ‘helper disks’ (có thể chèn từ shape library trong Prusa Slicer rồi “merge” vào model trước khi in).
Ngoài ra, với Prusament PLA mình phải tăng nhiệt bed thêm 5 độ lên 65°C và giảm tốc độ lớp đầu xuống 50%. Mình cũng thử ironing để xem chữ và số có rõ hơn không, nhưng thấy không cải thiện đáng kể nên cuối cùng tắt luôn ở bản chốt.
Về độ khít, mình làm vài vòng chỉnh sửa nhưng mục tiêu là vừa “snug” ngay khi lấy khỏi bed. Nếu bạn chà rất nhẹ bằng giấy nhám 1000 grit thì phần trượt sẽ chạy mượt, vẫn có chút cản nhẹ.
Về phần chữ/số cho dễ đọc thì đúng là luôn khó, nhưng mình nghĩ đã cân bằng khá ổn với phần số. Mình chắc chỉ dùng thước này thỉnh thoảng khi cần (ví dụ đo bề mặt đã sơn), nên dùng chữa cháy là ổn, chắc chắn tốt hơn cây thước thẳng. Mình cũng chọn làm thang Vernier dài 39 mm thay vì 9 mm, tương tự Mitutoyo vì thấy dễ đọc hơn. Còn số trên thang Vernier thì mình bỏ hết vì nhỏ quá đọc không nổi.
Về phần “spine” (vừa là depth gauge), ban đầu mình để nó kết thúc bên trong hàm trượt cho đẹp, nhưng sau đó thấy khi đo sẽ cứng vững hơn nếu có thêm độ gân, nên thực dụng chút: mình cho nó chạy xuyên qua toàn bộ hàm tĩnh.
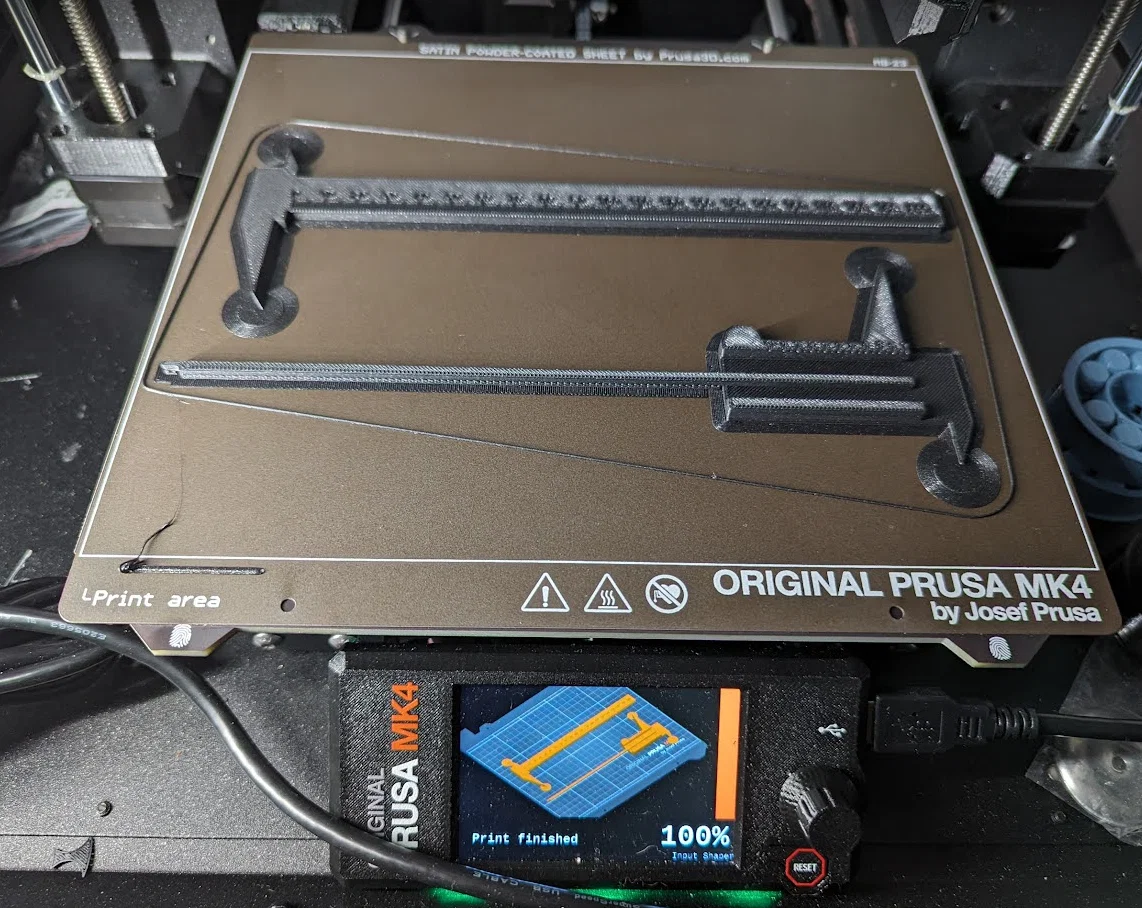
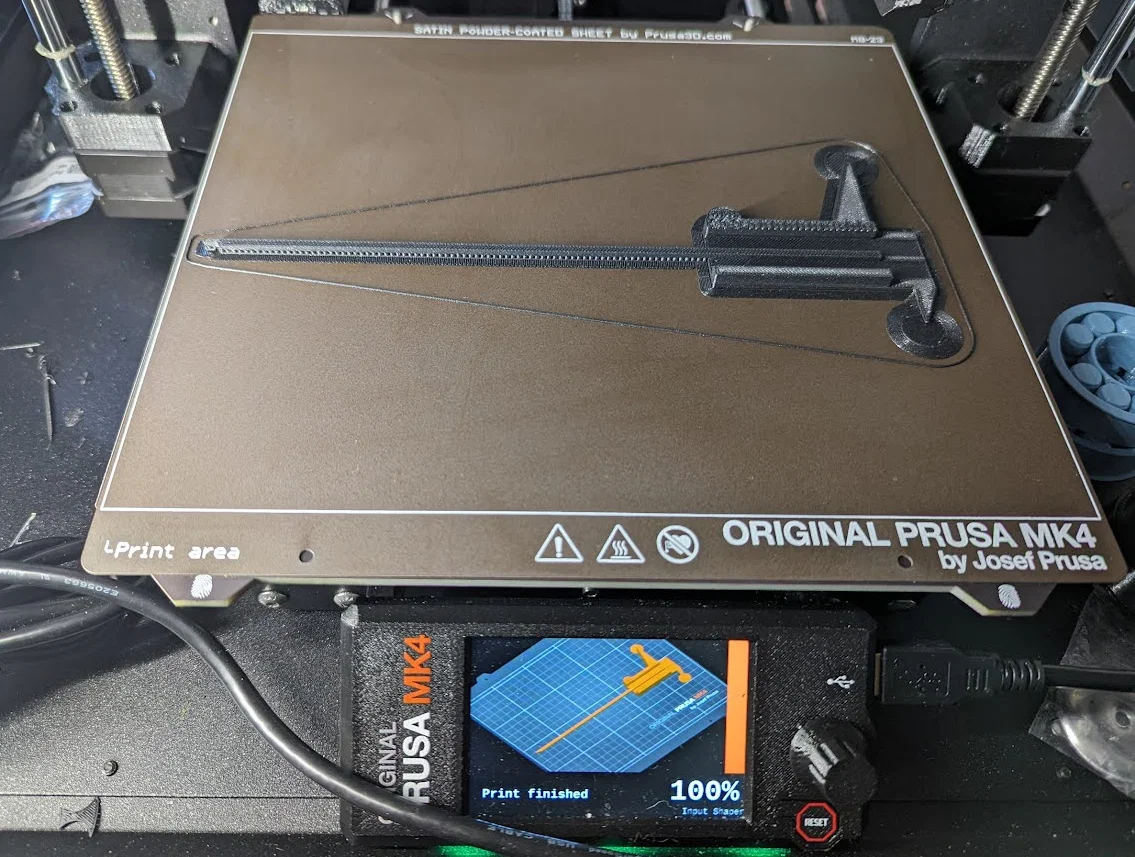
Một vài ghi chú thêm khi in: ban đầu mình in cả hai phần cùng lúc, nhưng mình thấy (đặc biệt khi bật ironing làm thời gian in lâu hơn) dễ bị mối nối “lạnh” và lỗi bề mặt. Để gọn và sạch, mình chuyển sang in từng phần một.
Mình sẽ up đúng file gcode mình dùng để in 2 phần bằng Prusament PLA Galaxy Black, còn tóm tắt setting như dưới đây;
- General notes
- Sấy khô PLA qua đêm bằng máy sấy riêng để loại ẩm
- Rửa bed bằng nước rửa chén không mùi và lau lại bằng isopropyl alcohol
- Tăng nhiệt bed lên 65°C (nếu cần)
- Dùng ‘Helper discs' trong Prusa Slicer, hiệu quả lắm và tháo ra cũng dễ
- In từng nửa riêng để kết quả sạch nhất
- Mình tạo gcode từ file STEP, nhưng mình cũng sẽ đính kèm dạng 3mf.
- Print settings
- 0.2 mm SPEED Prusament PLA
- Infill: 100%
- Skirt: Enabled - Loops: 1 - Distance: 0.5mm
- Brim: Enabled - 3mm
- Support material: Enabled (snug)
- Support material extrusion width: 300% (mình bị khó nên làm dày hơn)
- First layer speed: 10mm/s
- Avoid crossing perimeters: Enabled
- Seam Position: Closest
Hy vọng có ích cho ai đó nha :-)
Cheers
Giấy phép

File mô hình




Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!