Hồ sơ PrusaSlicer cho FLSun SR

Bộ file profile PrusaSlicer cho máy in 3D FLSun SuperRacer (SR): hướng dẫn thêm máy dựa trên QQS Pro, chỉnh max print height 330mm, tùy chọn bed shape/texture và kèm Custom G-Code (Start/End/Layer change).

Mô tả
1 Cài đặt
FLSun SuperRacer hiện chưa được PrusaSlicer hỗ trợ chính thức. Vậy nên mình cần tự thêm máy in của mình, hoặc dùng một mẫu máy tương tự làm nền để bắt đầu.
Bắt đầu nha!
1.1 Thiết lập máy in ban đầu
Mở PrusaSlicer, sau đó vào menu “Configuration” rồi chọn “Configuration Wizard”.

Trong Wizard, bấm tiếp cho tới mục “Other Vendors”, chọn FLSun. Nhấn nút “Next”.

Bạn sẽ thấy danh sách các máy in FLSun hiện đang được hỗ trợ. Ở đây mình dùng FLSun QQS Pro làm máy nền để bắt đầu cấu hình cho SR.

Tiếp tục bấm “Next”-button cho tới mục “Filaments”. Bạn có thể chọn các thiết lập filament theo nhu cầu. Đây là điểm khởi đầu khá ổn cho nhiều loại vật liệu. Về sau thì thường bạn sẽ tinh chỉnh theo đúng loại filament bạn mua.

Cuối cùng, bạn có thể bấm “Next” để đi tiếp, hoặc bấm thẳng “Finish”-button nếu không muốn cài thêm hay thay đổi gì nữa.
1.2 Chỉnh lại thiết lập máy in
Giờ mình đã thêm một máy tương tự vào PrusaSlicer rồi, nên có thể chỉnh các thông số cho sát với SuperRacer hơn.
Sau khi thêm QQS Pro, bạn chọn “FLSun QQS Pro” trong tab “Printer Settings” (xem hình bên dưới).

Chọn đúng máy in này nếu nó chưa được chọn mặc định, hoặc sau khi bạn đóng “Configuartion Wizard”. Tiếp theo mình chỉnh “Max print height”. Trên website của FLSun: https://flsun3d.com/products/super-racer-sr có ghi kích thước in là 260x260x330mm. Vậy nên mình đặt chiều cao là 330.

Khi bạn đổi một vài giá trị, PrusaSlicer sẽ nhận ra và hiện tên máy in là “modified”. Đây là lúc mình đặt lại tên cho đúng. Để làm vậy, bấm vào biểu tượng đĩa mềm nhỏ bên phải tên máy in.

Trong cửa sổ vừa mở, bạn đổi tên máy in theo ý muốn. Mình thường đặt tên dễ hiểu, ví dụ “FLSun SR”, hoặc nếu có nhiều máy thì “FLSun SR Office”.

Et voilà !
Vậy là bạn có thể bắt đầu dùng rồi. Nếu muốn làm thêm phần cài đặt khác, ví dụ thêm bed shape, thì làm tiếp bên dưới.
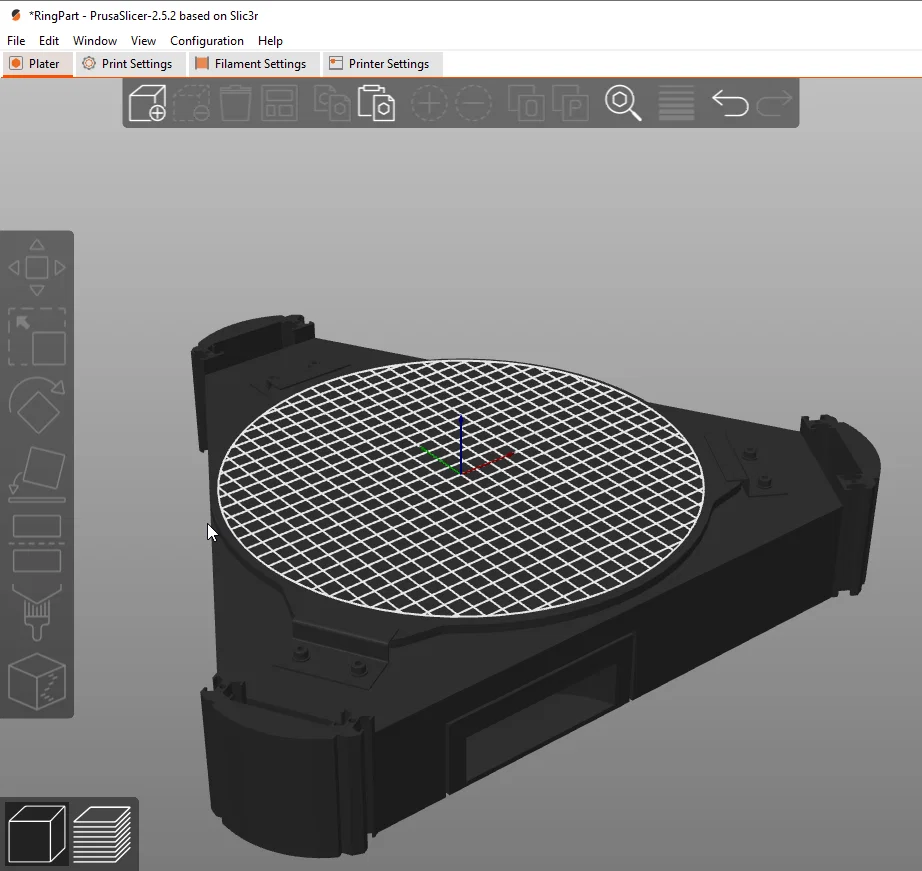
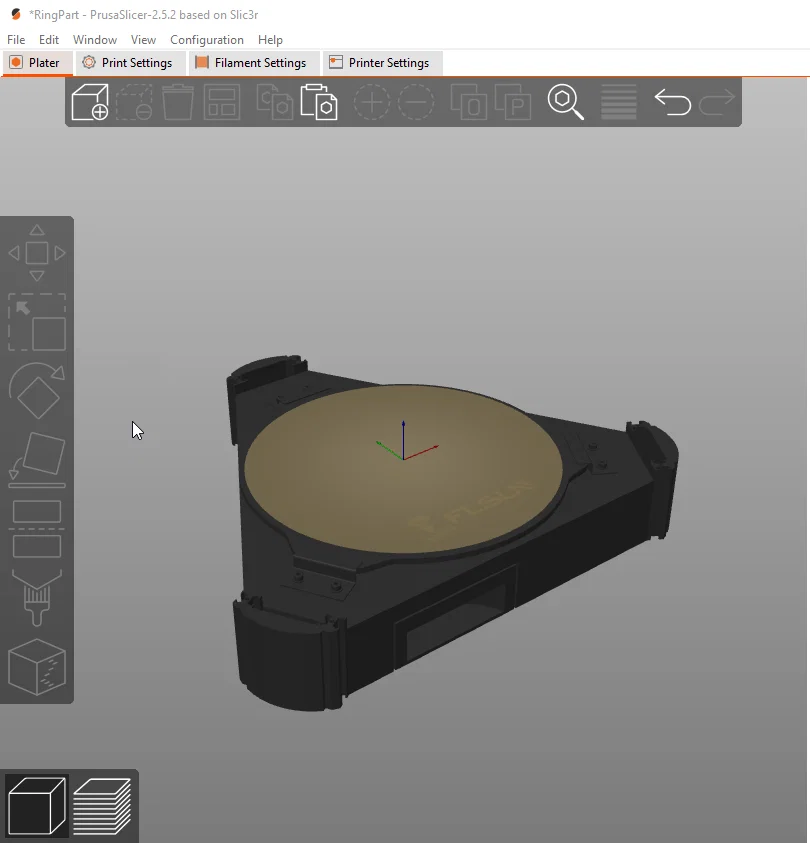
1.3 Đổi hình dạng bàn in (Model và Texture)
1.3.1 Model
Tải file STL từ đây, rồi copy file vào thư mục cài đặt PrusaSlicer, trong thư mục profiles của thư mục FLSun, ví dụ: C:\Program Piles\Prusa3D\PrusaSlicer\resources\profiles\FLSun\
Sau đó quay lại máy in mình đã thêm trong PrusaSlicer ở mục 1.1/1.2.
Settings → Printer Settings → General → Bed shape → Set…
Load Model (SR.stl) làm Model.
1.3.2 Texture
Với texture, bạn có thể chọn một file svg có sẵn, ví dụ của Q5 hoặc QQSP (Q5.svg, QQSP.svg), thường đã được cài sẵn mặc định. Ngoài ra, các file texture khác có thể tìm ở đây:
hoặc texture kiểu PEI ở đây:
1.4 Custom G-Code
Các G-Code được thêm lúc ban đầu vì mình chọn “FLSun QQS Pro” làm nền cho cấu hình… thì vẫn OK. Nhưng mình không thích cách nó vẽ prime line. Nên mình đã đổi G-Code. Để cài, bạn chỉ cần copy & paste đoạn code bên dưới vào phần “Custom G-Code” trong printer settings.
LƯU Ý: Dùng các G-Code được chia sẻ là bạn tự chịu rủi ro!
1.4.1 Start G-Code
;STARTGCODE
M117 Initializing
; Set coordinate modes
G90 ; use absolute coordinates
M83 ; extruder relative mode
; Reset speed and extrusion rates
M200 D0 ; disable volumetric E
M220 S100 ; reset speed
; Set initial warmup temps
M117 Nozzle preheat
M104 S100 ; preheat extruder to no ooze temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed final temp
M300 S40 P10 ; Bip
; Home
M117 Homing
G28 ; home all with default mesh bed level
; For ABL users put G29 for a leveling request
; Final warmup routine
M117 Final warmup
M104 S[first_layer_temperature] ; set extruder final temp
M109 S[first_layer_temperature] ; wait for extruder final temp
M190 S[first_layer_bed_temperature] ; wait for bed final temp
M300 S440 P200 ; 1st beep for printer ready and allow some time to clean nozzle
M300 S0 P250 ; wait between dual beep
M300 S440 P200 ; 2nd beep for printer ready
G4 S10 ; wait to clean the nozzle
M300 S440 P200 ; 3rd beep for ready to start printing
; Prime line routine
M117 Printing prime line
;M900 K0; Disable Linear Advance (Marlin) for prime line
G92 E0.0; reset extrusion distance
G1 F3000 Z1
G1 X-150 Y0 Z0.4
G92 E0
G3 X0 Y-130 I150 Z0.3 E30 F2000
G92 E0.0 ; reset extrusion distance
; Final print adjustments
M117 Preparing to print
;M82 ; extruder absolute mode
M221 S{if layer_height<0.075}100{else}95{endif}
M300 S40 P10 ; chirp
M117 Print [input_filename_base]; Display: Printing started...3.2 End G-Code
; printing object ENDGCODE
G92 E0.0 ; prepare to retract
G1 E-6 F3000; retract to avoid stringing
; Anti-stringing end wiggle
{if layer_z < max_print_height}G1 Z{min(layer_z+100, max_print_height)}{endif} F4000 ; Move print head up
G1 X0 Y120 F3000 ; present print
; Reset print setting overrides
G92 E0
M200 D0 ; disable volumetric e
M220 S100 ; reset speed factor to 100%
M221 S100 ; reset extruder factor to 100%
;M900 K0 ; reset linear acceleration(Marlin)
; Shut down printer
M104 S0 ; turn off temperature
M140 S0 ; turn off heatbed
M107 ; turn off fan
M18 S180 ;disable motors after 180s
M300 S40 P10 ; Bip
M117 Print finish.3.3 Before layer change G-Code
;BEFORE_LAYER_CHANGE
G92 E0.0
;[layer_z]3.4 After layer change G-Code
;AFTER_LAYER_CHANGE
;[layer_z]Giấy phép
File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!