Bộ cắt nhựa ERCF v2 cho Stealthburner và Rapido V2

Bạn đang tìm kiếm giải pháp nâng cấp cho hệ thống ERCF v2 trên máy in Voron? Đây là phiên bản tinh chỉnh bộ phận cắt nhựa (Filament Cutter) được thiết kế chuyên biệt để tương thích hoàn hảo với hotend Rapido V2. Dựa trên bản thiết kế gốc của moggieuk, mô hình này giúp việc cắt nhựa khi thay đổi màu sắc trở nên mượt mà, hạn chế tối đa các lỗi kẹt nhựa thường gặp trong in 3D đa màu. Linh kiện được thiết kế tối ưu, giúp anh em dễ dàng in bằng các vật liệu chịu nhiệt như ABS hoặc ASA ngay tại nhà. Nếu bạn đang sử dụng combo Stealthburner và Rapido V2, thì đây là mảnh ghép không thể thiếu để nâng cấp trải nghiệm in ấn của mình. Hãy tải ngay để trải nghiệm sự ổn định và chính xác trong từng đường in đa vật liệu.
Mô tả
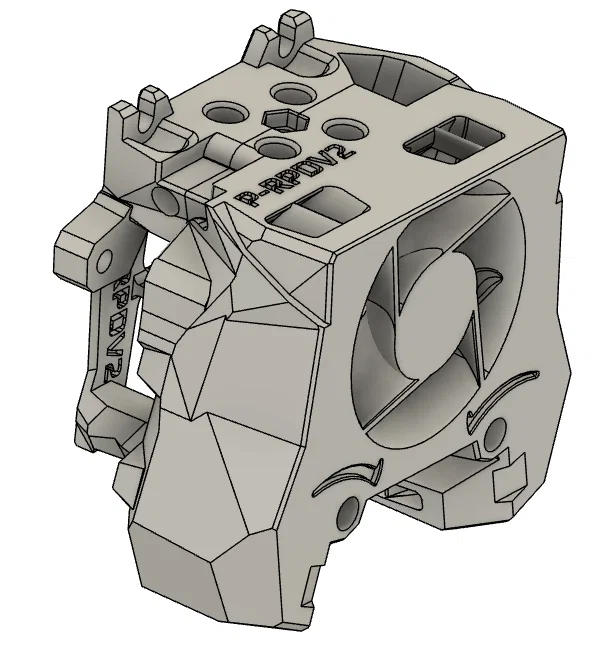
Bộ phận cắt nhựa (Filament Cutter) cho Stealthburner và Rapido V2
Đối với những ai đang vận hành hệ thống máy in 3D Voron với nâng cấp ERCF v2, việc thay đổi hoặc bảo trì bộ phận cắt nhựa (filament cutter) là vô cùng quan trọng. Đây là phiên bản tinh chỉnh đặc biệt dành cho những người dùng đang sử dụng hotend Rapido V2, giúp tích hợp hoàn hảo với hệ thống Stealthburner. Nếu bạn đã từng loay hoay với việc thiết kế lại các linh kiện nhựa để vừa vặn với dòng Rapido mới, thì đây chính là giải pháp thay thế tối ưu giúp tiết kiệm thời gian và công sức đáng kể.
Thiết kế này dựa trên nền tảng của bản phát hành ERF Filament Cutter từ tác giả moggieuk (phiên bản tháng 01/2024), nhưng được tối ưu hóa để đảm bảo độ chính xác tuyệt đối với dòng hotend Rapido V2. Việc lắp đặt bộ phận này giúp cải thiện hiệu suất cắt nhựa khi máy thực hiện quá trình đổi màu hoặc chuyển vật liệu, hạn chế tình trạng tắc nghẽn nhựa trong quá trình in đa màu tự động. Đây là một nâng cấp nhỏ nhưng mang lại sự ổn định rất lớn cho trải nghiệm in 3D đa vật liệu vốn dĩ rất phức tạp.
Để đảm bảo độ bền và hiệu quả vận hành tốt nhất, bạn cần chú ý các điểm sau đây khi in và lắp đặt linh kiện:
- Chất liệu khuyên dùng: Nên sử dụng ABS hoặc ASA để đảm bảo khả năng chịu nhiệt trong khoang máy in, đặc biệt khi nằm gần hotend.
- Thông số in: Thiết lập in theo tiêu chuẩn Voron (thường là 4 perimeter, 40% infill kiểu grid hoặc gyroid) để đảm bảo độ cứng chắc cho các khớp nối.
- Cấu trúc lớp in (Layer height): Nên để từ 0.2mm hoặc 0.24mm để tối ưu hóa thời gian và độ mịn của các chi tiết cơ khí quan trọng.
- Kiểm tra kỹ thuật: Hãy đảm bảo rằng các đường dẫn nhựa (filament path) bên trong bộ phận cắt được làm sạch, không có bavia nhựa thừa sau khi in để tránh cản trở nhựa di chuyển.
- Tương thích: Bản thiết kế này đã được hiệu chỉnh riêng biệt cho Rapido V2, hãy chắc chắn bạn đã cập nhật firmware máy in để hệ thống cắt hoạt động đồng bộ với gcode của ERCF.
Việc nâng cấp lên phiên bản này sẽ giúp dàn máy Voron của anh em hoạt động trơn tru hơn hẳn. Đừng quên kiểm tra lại các vị trí ốc vít và lò xo sau khi lắp đặt để đảm bảo lực cắt luôn chính xác.
Giấy phép
File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!