Công cụ kiểm tra hiệu chuẩn nhanh (0.2mm)

Mẫu in thử nghiệm nhanh 0.2mm giúp bạn đánh giá chất lượng lớp in, độ dung sai, khả năng bắc cầu, ren ốc và nhiều thông số kỹ thuật quan trọng khác của máy in 3D, từ đó tối ưu hóa cài đặt slicer một cách chính xác.

Mô tả
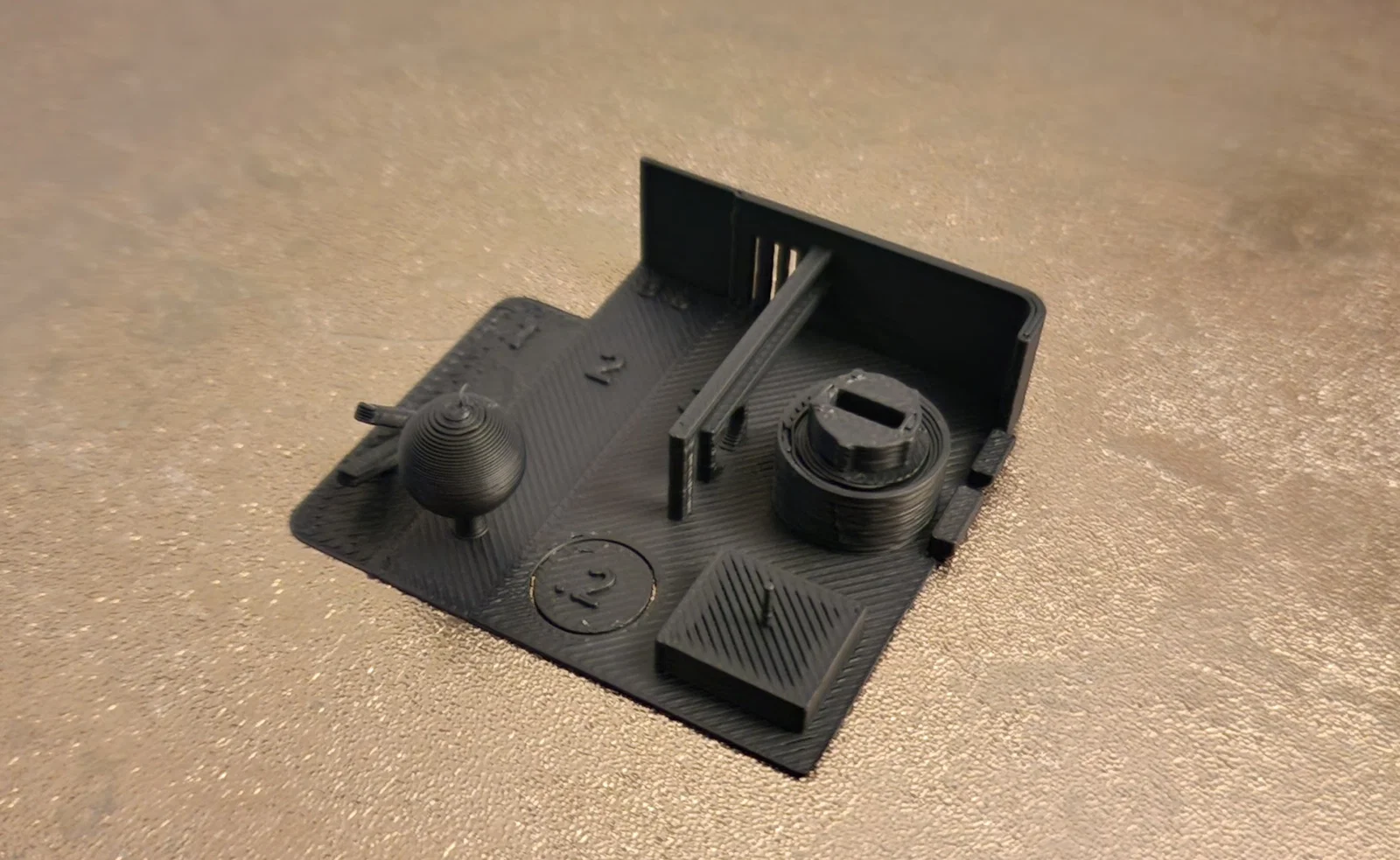
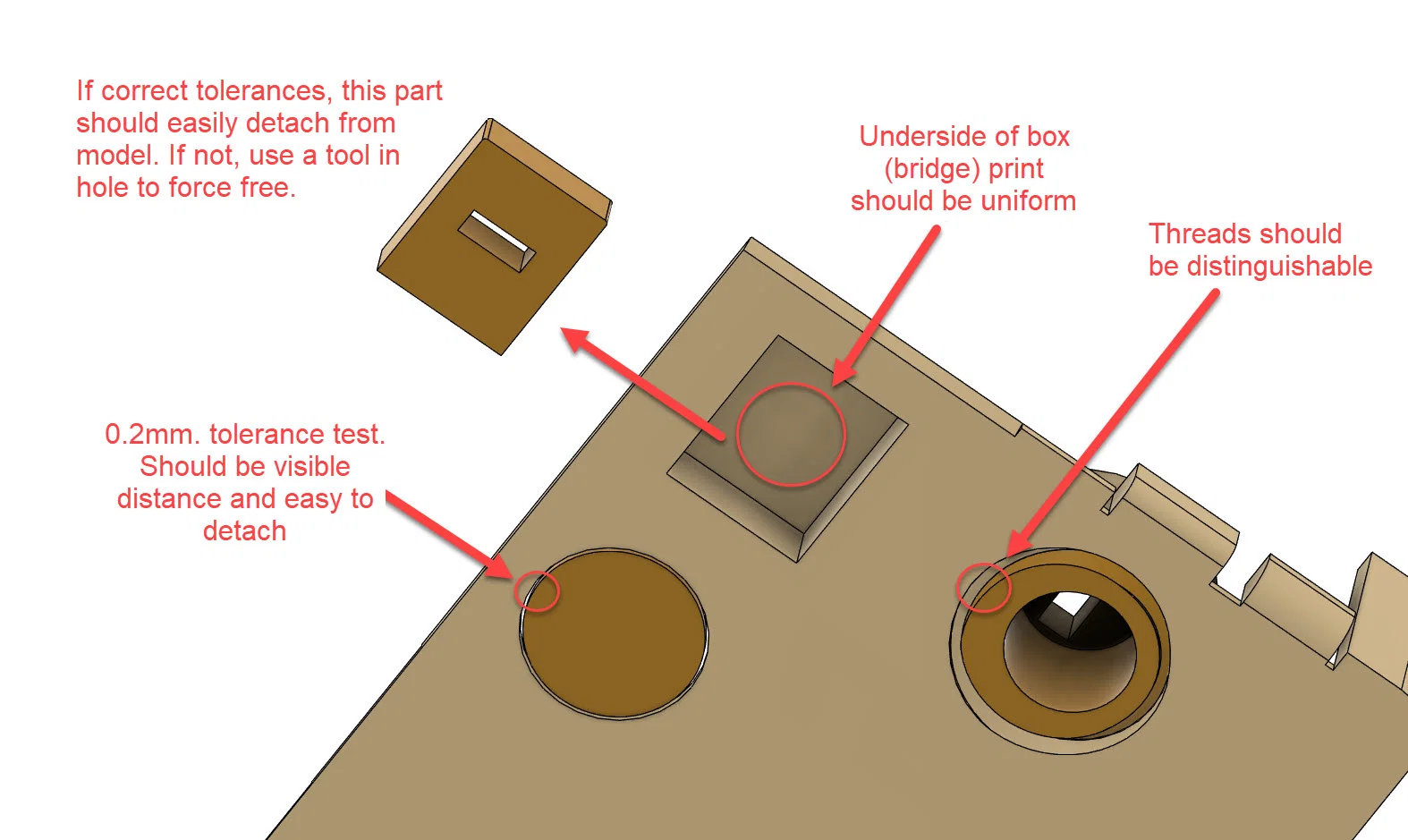
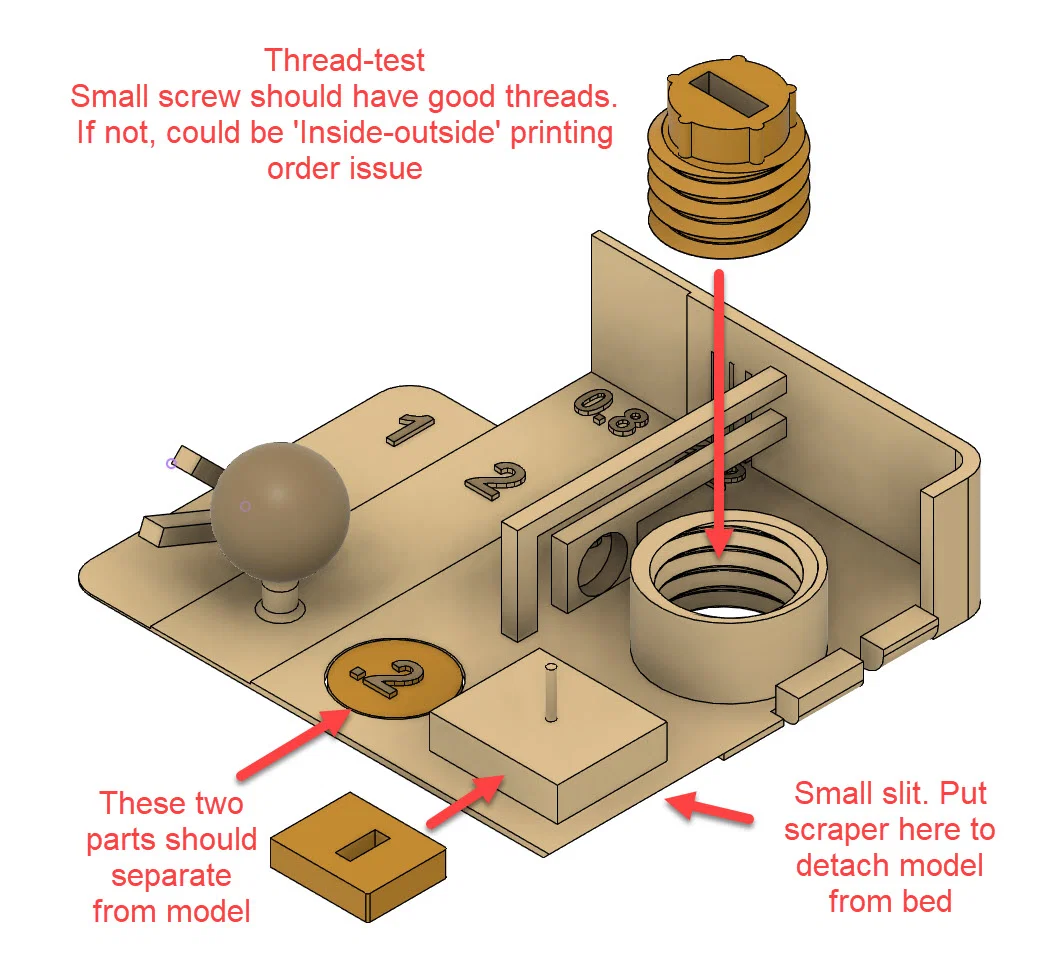
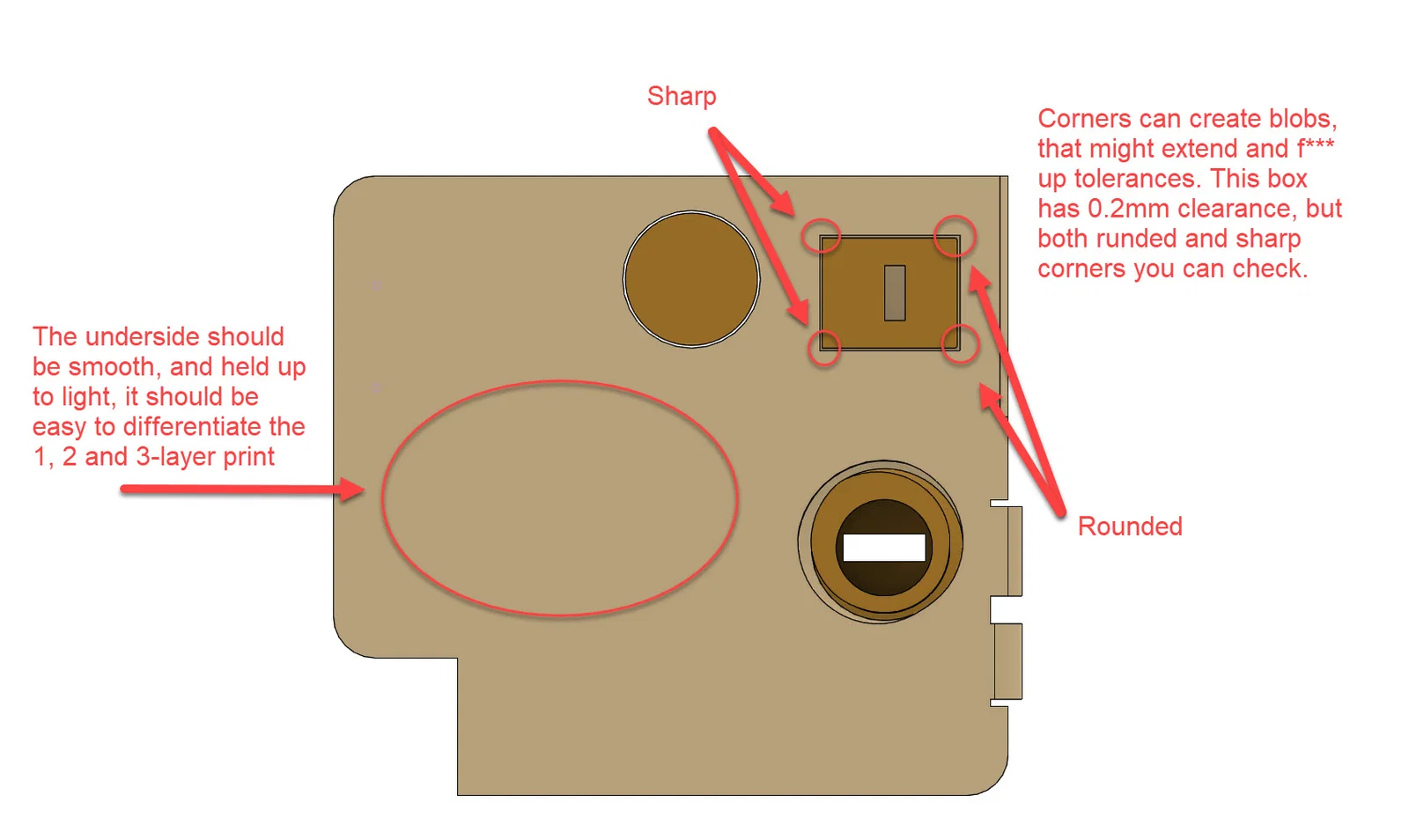
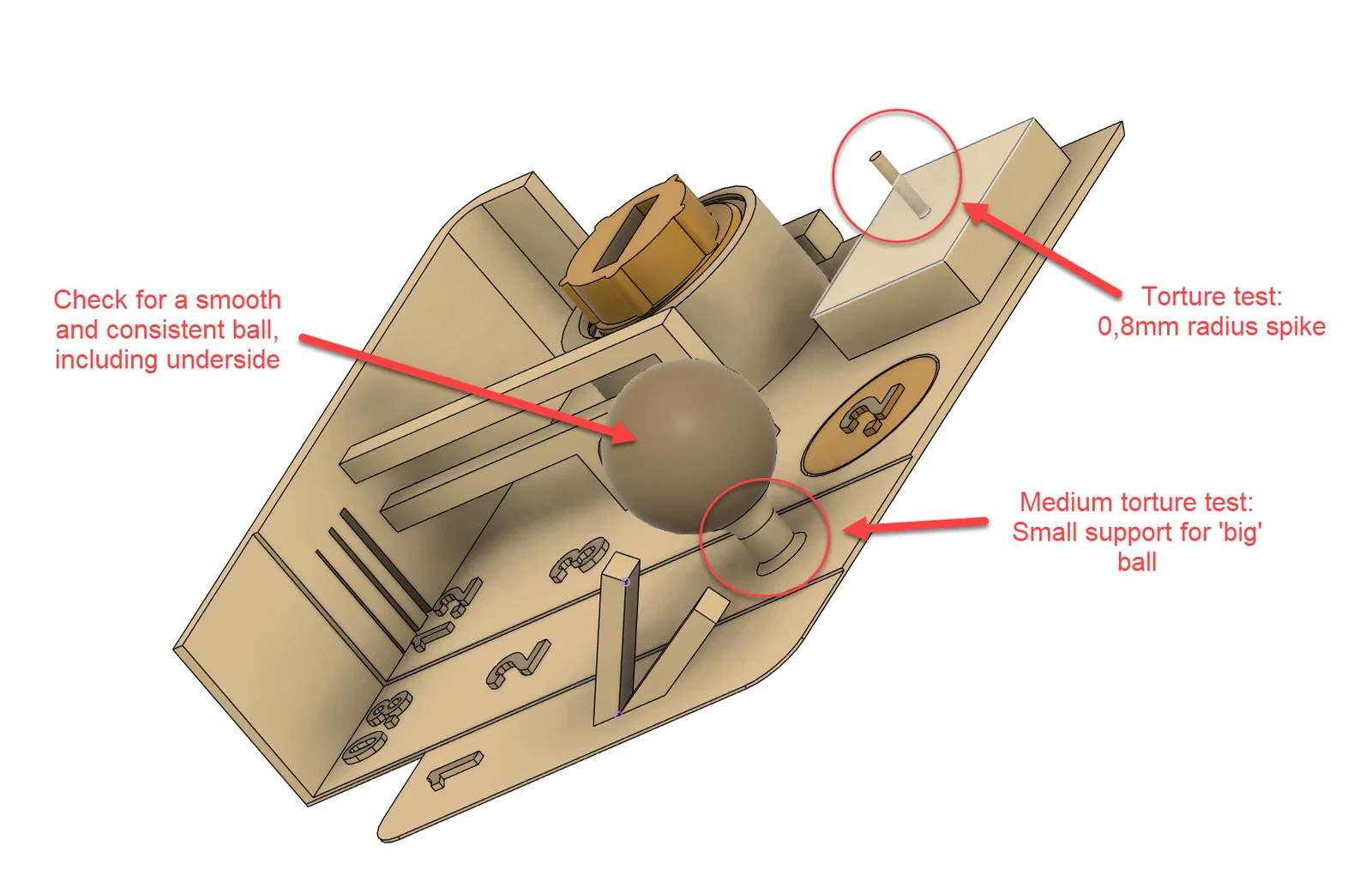
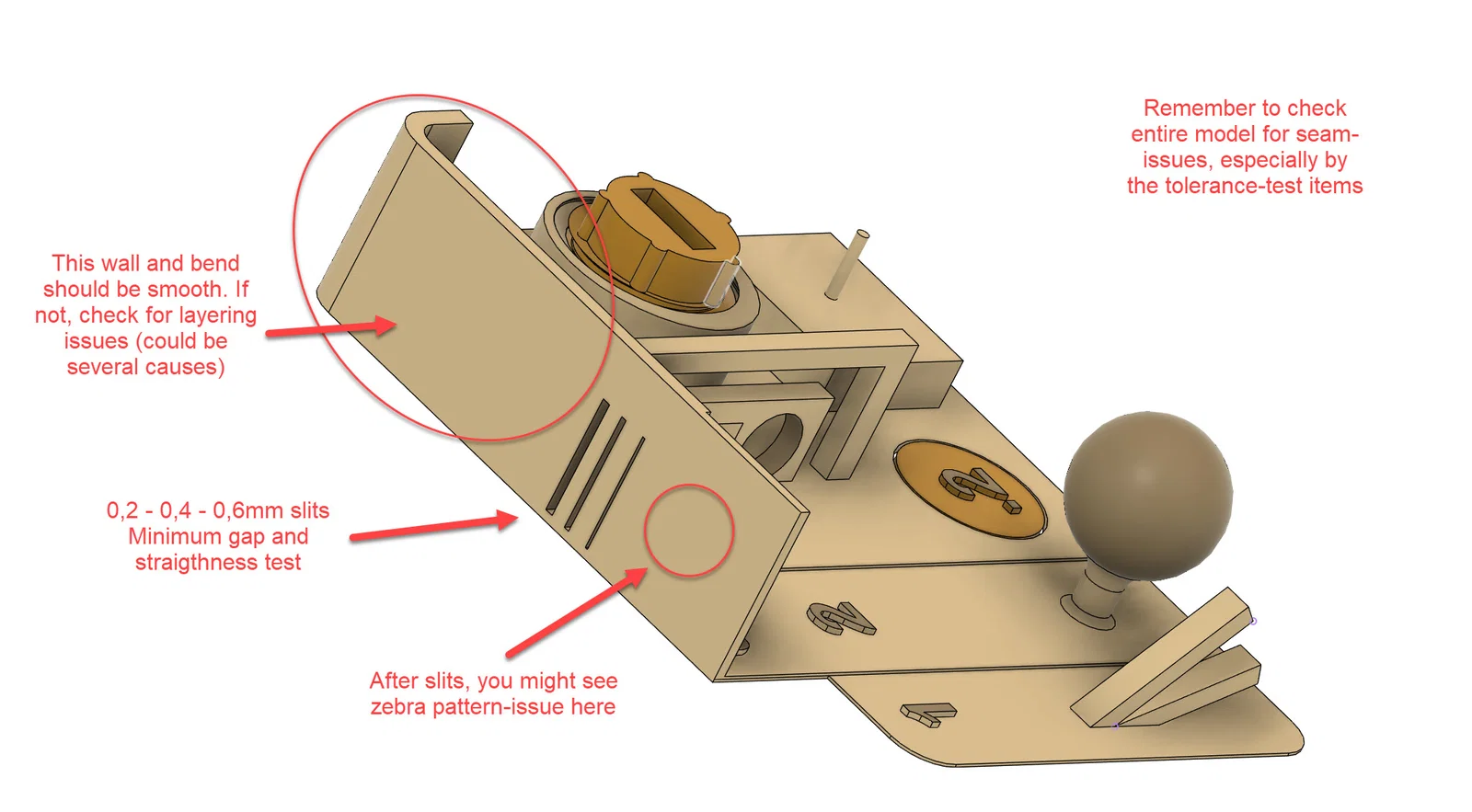
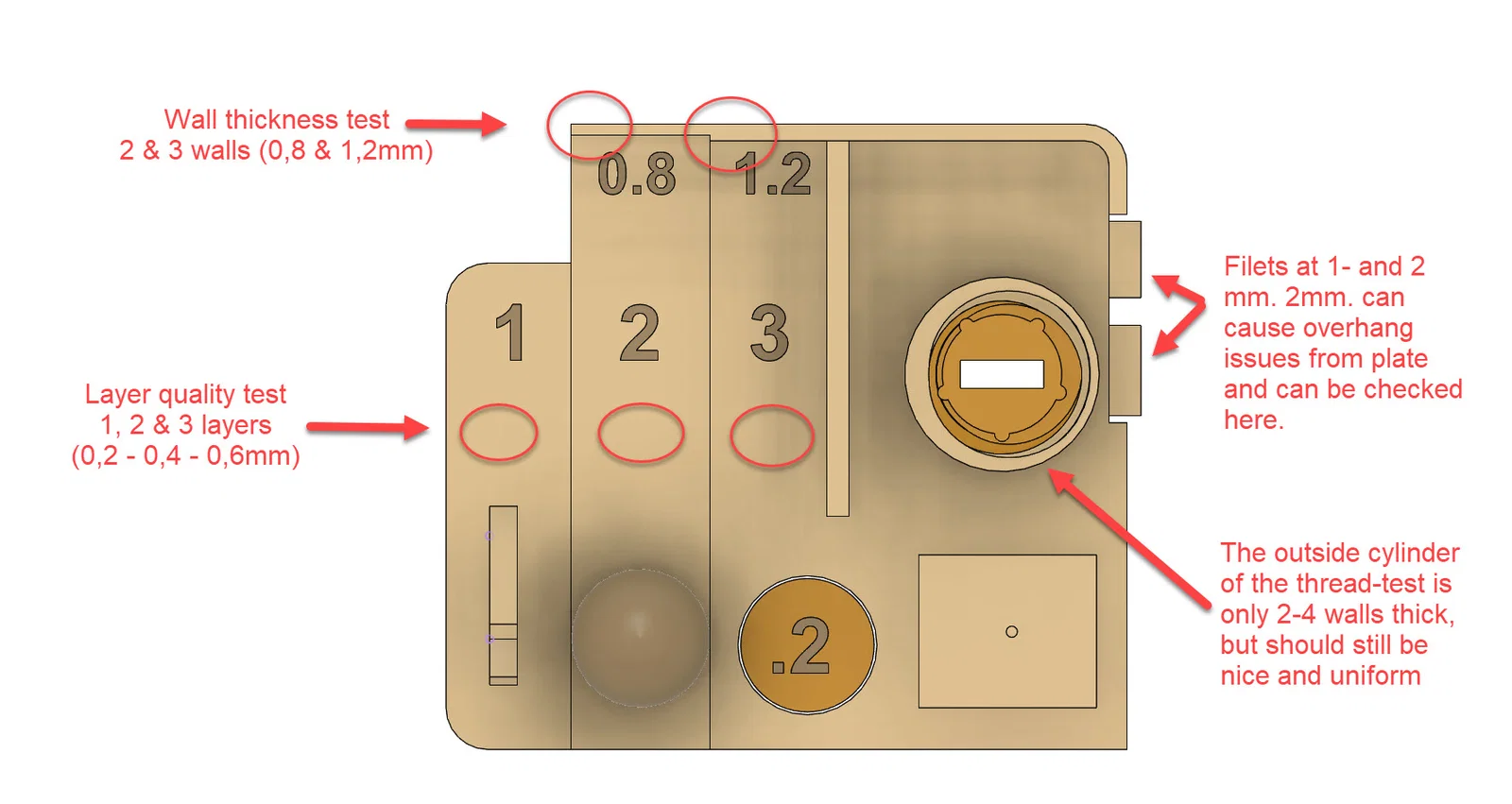
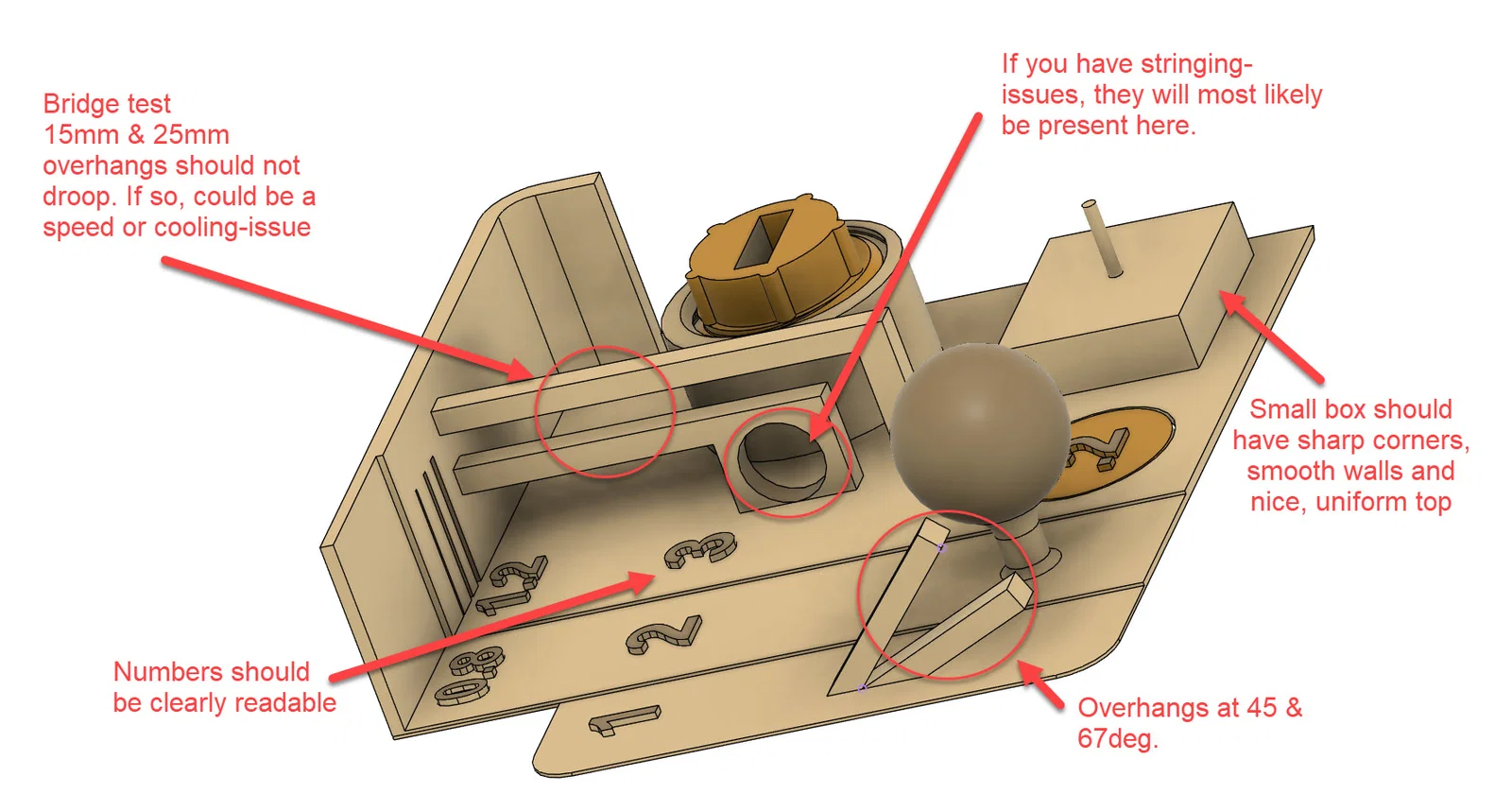
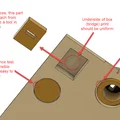
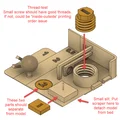
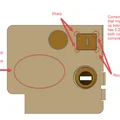
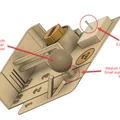
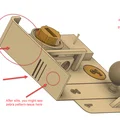
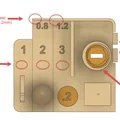
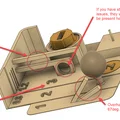
Đây là một công cụ hiệu chuẩn nhỏ và cực kỳ nhanh chóng cho các profile 0.2mm. Hãy dùng nó để kiểm tra chất lượng của các lớp in, vách tường, độ dung sai, cầu nối (bridging), ren ốc và nhiều yếu tố khác. Xem hình ảnh cung cấp (và văn bản bên dưới) để biết nhanh những điểm cần kiểm tra. Dựa trên kết quả in, đây là một vài mẹo chung giúp bạn bắt đầu. Lưu ý: Những mẹo này sẽ giúp ích nhưng không phải là tất cả cách xử lý sự cố. Mình không phải là chuyên gia, nhưng đã cố gắng hết sức để hỗ trợ mọi người. Vấn đề lớp đầu tiên Để có lớp đầu tiên hoàn hảo, cần sự cân bằng chính xác giữa Z-offset và tình trạng bàn in. Nếu bạn thấy khoảng cách giữa các đường in hoặc sợi nhựa rời rạc, đầu phun đang quá cao; hãy giảm Z-offset từng chút một. Ngược lại, nếu đường in trong suốt, mỏng như giấy hoặc máy in phát ra tiếng "cạch cạch", đầu phun đang quá thấp. Nếu bề mặt có gợn sóng, bạn đang để đầu phun hơi thấp, nhựa thừa không có chỗ thoát nên bị đùn lên. Khi lớp in có vẻ ổn nhưng bong tróc ở các góc, có thể do bề mặt bị bẩn hoặc co ngót nhiệt. Thay vì chỉ lau bằng cồn, hãy rửa tấm đệm in bằng nước ấm và nước rửa chén để loại bỏ dầu mỡ triệt để. Bạn có thể cải thiện độ bám bằng cách giảm tốc độ lớp đầu tiên (15–25 mm/s) và tăng độ rộng đường in lên 120–140%. Vấn đề dung sai Dung sai là khoảng hở được thiết kế giữa hai bộ phận để chúng khớp hoặc di chuyển được. Nếu các bộ phận bị dính vào nhau, máy in của bạn có thể đang gặp lỗi về độ chính xác kích thước. Nguyên nhân phổ biến nhất là Flow Rate (tỷ lệ đùn). Nếu dòng nhựa dư thừa 5%, khoảng hở 0.2mm sẽ biến mất. Hãy thử điều chỉnh Flow Rate trong slicer. Cầu nối và góc nghiêng (Overhang) Để cầu nối đẹp, quạt làm mát là quan trọng nhất; với PLA, nên để quạt 100%. Trong slicer, hãy bật thiết lập Bridge, giảm Bridge Flow Ratio xuống 0.8 hoặc 0.9 để kéo căng nhựa khi bắc cầu. Khi in góc nghiêng (overhang), hãy in Inner Walls trước để tạo khung đỡ cho vách ngoài. Vấn đề phân lớp Nếu bản in trông như chồng bánh kếp không đều, có thể do lỗi cơ khí hoặc đùn nhựa không ổn định. Hãy kiểm tra trục Z, bôi trơn trục vít bằng mỡ gốc PTFE (tránh dùng WD-40). Ngoài ra, hãy kiểm tra PID Tuning để ổn định nhiệt độ hoặc sấy sợi nhựa nếu bị ẩm. Hiện tượng kéo tơ (Stringing) Để loại bỏ tơ, cần đồng bộ lực rút nhựa (Retraction). Thử rút 0.5–1.5mm (với Direct Drive) hoặc 3.0–6.0mm (với Bowden). Tắt chế độ Z-Hop vì nó thường tạo khe hở khiến nhựa bị rỉ. Vấn đề góc và đường nối (Seam) Vết đốm ở góc thường do áp suất dư trong đầu phun. Hãy tăng tốc độ di chuyển hoặc chỉnh Outer Wall Wipe Distance khoảng 0.2–0.4mm để xóa vết. Sử dụng tính năng Scarf Seams trên các phần mềm slicer đời mới để giấu đường nối hiệu quả nhất. Vấn đề ren ốc Nếu ren không khớp, do máy đang bị "over-extrude". Hãy điều chỉnh Horizontal Expansion thành giá trị âm nhỏ để tạo khe hở. Chúc bạn in thành công! :-)
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — NoDerivativesCC-BY-NC-ND

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!