G-Code Cold Pull và Giải Thích

Bộ G-Code tuỳ chỉnh để thực hiện cold pull filament, gồm 2 chế độ: quick pull (kéo 40mm) và gradual pull theo từng bước tăng nhiệt. Có hướng dẫn chỉnh nhiệt độ (M109 Sxx) và khoảng retract (G1 E-xx) cho máy dùng bowden.


Mô tả
TUYÊN BỐ MIỄN TRỪ: Dùng là tự chịu rủi ro! Mình không chịu trách nhiệm nếu máy in hay phụ kiện bị hư hại!
Mình dùng Prusa Mini+, và từ trước tới giờ hay bực vụ nghẹt nozzle (một phần hoặc hoàn toàn) vì muốn cold pull là phải tháo ống bowden ra. Nên sau một thời gian mình viết ra mấy đoạn G-Code tuỳ chỉnh này để nó làm giùm.
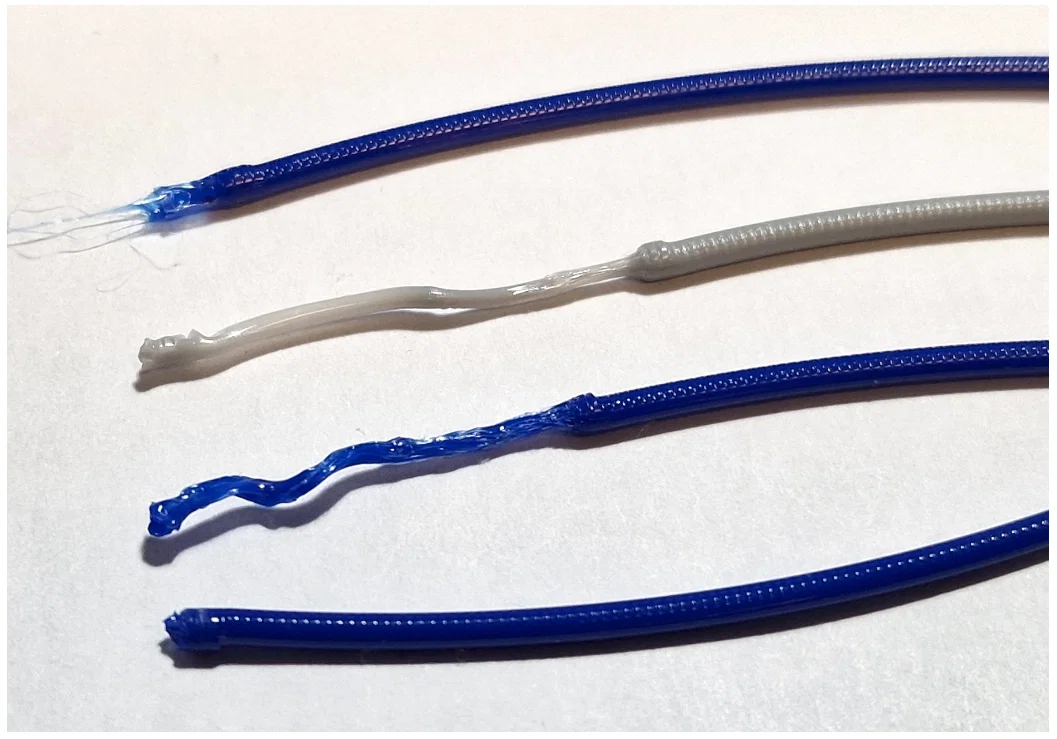
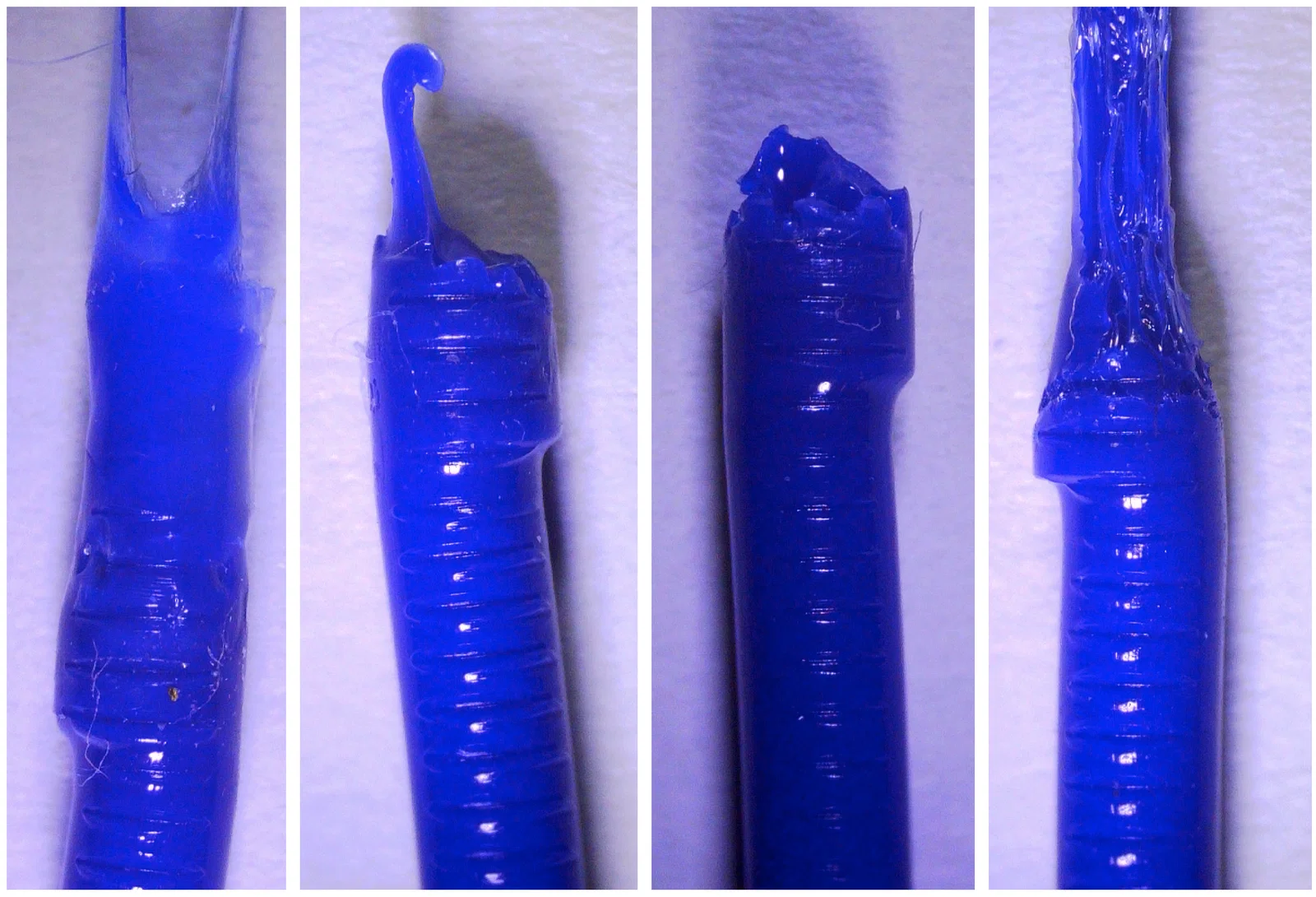
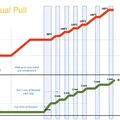
Có 2 phiên bản: quick pull (kéo ngược 40mm) và gradual pull (kéo từ từ theo từng bước, tăng nhiệt dần). Bản gradual pull rất hợp cho máy dùng ống bowden vì nó căng filament từ từ và làm nóng nozzle dần, giúp “nhả” ra kiểu mềm hơn. Tuy vậy, đôi khi nó không kéo sạch hết filament và mảnh vụn ra ngoài.
Bản quick pull thì giật cái rột, không nể nang gì máy in — dùng là tự chịu rủi ro!
Mình thấy nhiệt độ nozzle 90°C là ổn nhất trên máy mình, nhưng khuyên nên bắt đầu ở nhiệt cao hơn rồi giảm dần xuống 90°C để coi extruder của bạn chịu được tới mức nào.
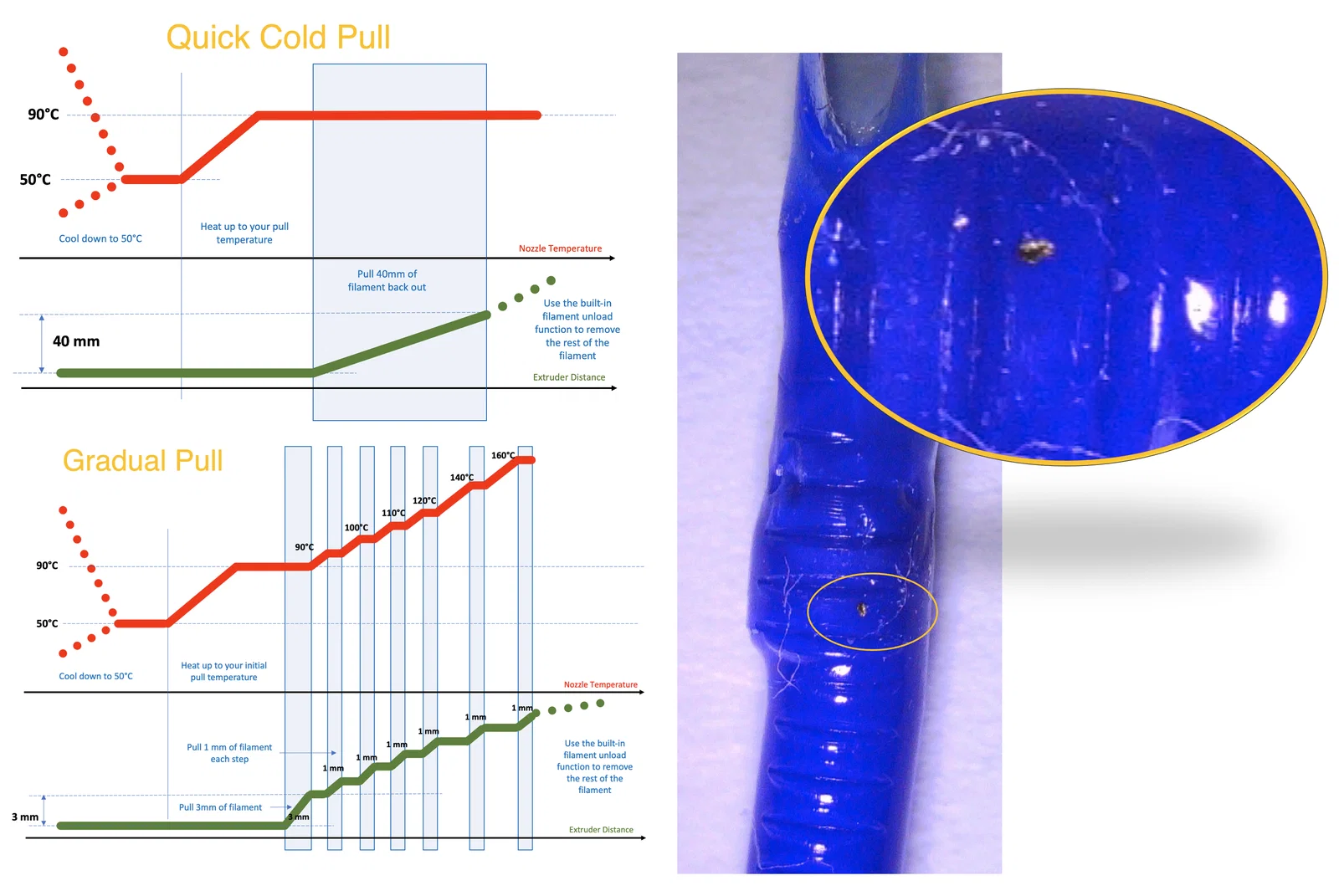
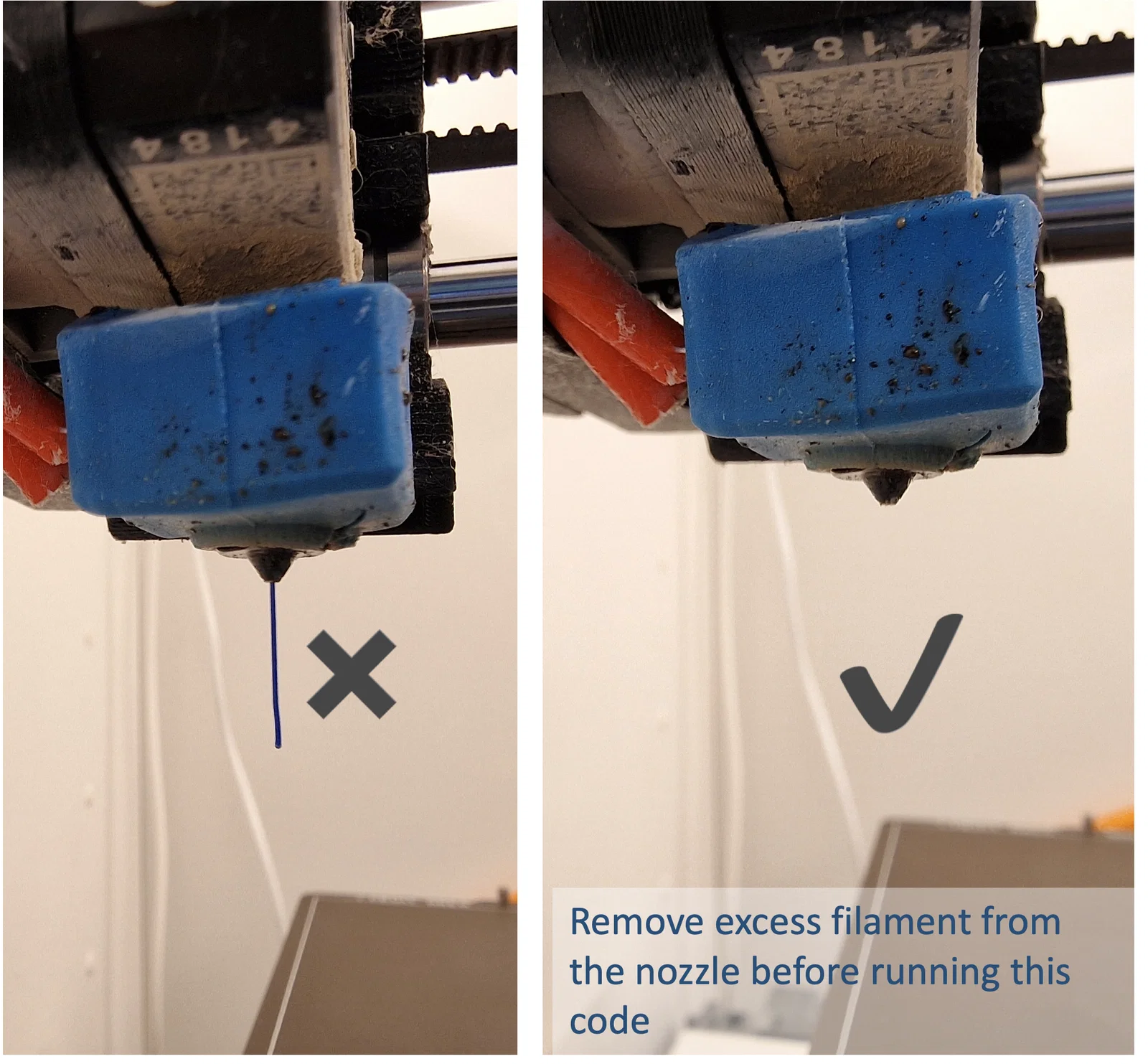
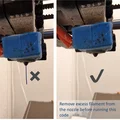
Quan trọng: Luôn vệ sinh / cắt bỏ phần filament thừa bám bên ngoài nozzle, không là nó gãy rớt vô trong nozzle và cold pull sẽ không sạch:

Mã Quick Cold Pull:
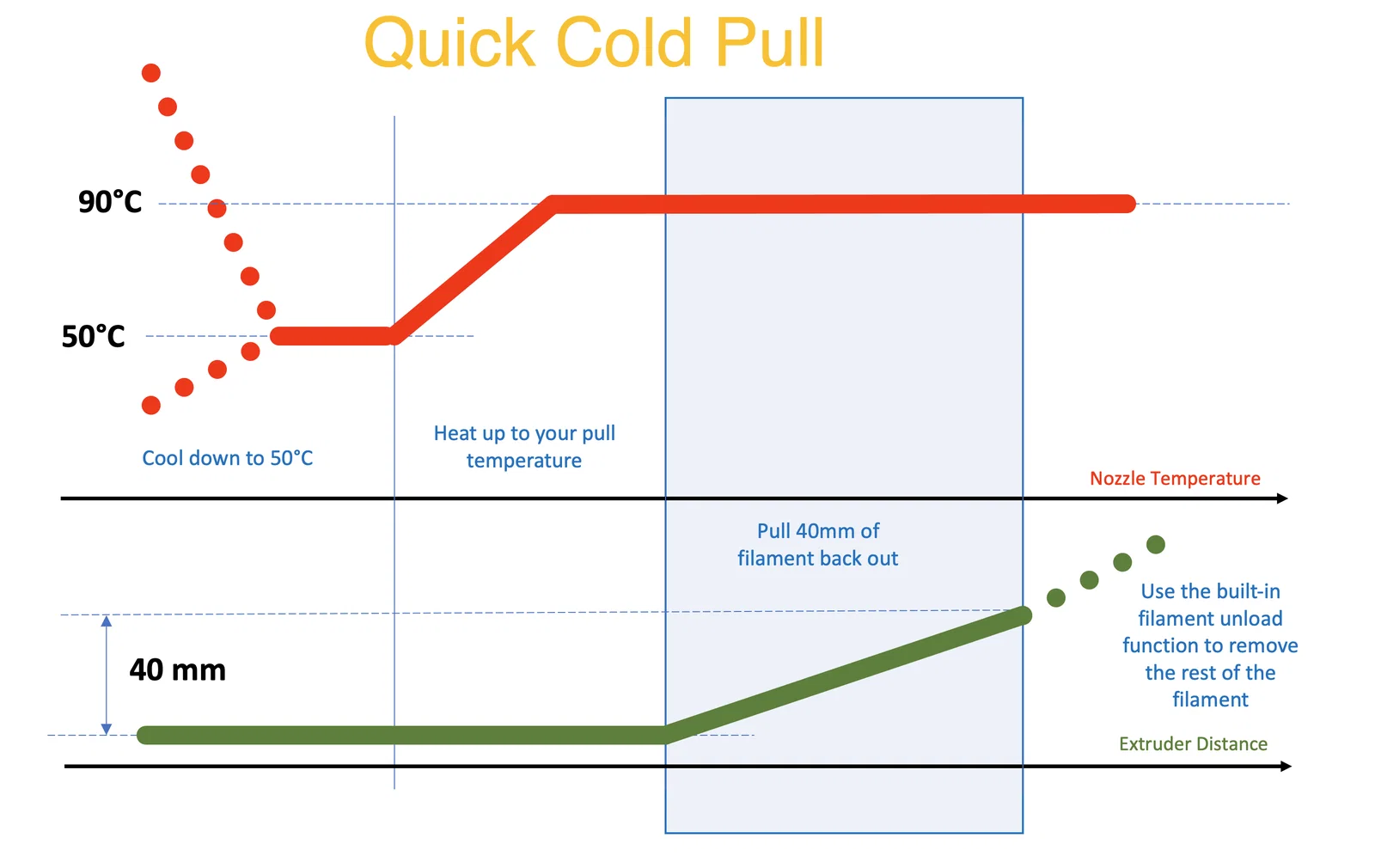
Đây là nguyên lý hoạt động cơ bản:

- Máy in chờ tới khi đạt 50°C (đang nguội xuống hoặc đang làm nóng lên)
- Tăng nhiệt lên 90°C (hoặc nhiệt bạn đặt)
- Kéo ngược 40mm filament
- Kích hoạt chức năng unload filament của máy.
Bạn nên dành thời gian hiểu đoạn code và nó đang làm gì. Mình có comment hầu hết các bước để dễ theo dõi.
Cài nhiệt độ cold-pull
Đây là chỗ bạn cần sửa để đổi nhiệt độ cold-pull:
; + - - - - Set your cold-pull temperature here! - - - - +
; Now set the nozzle temperature. S90 means 90°C. S120 means 120°C. Adjust this value for your desired cold-pull temperature
M109 S90 ; Wait until working nozzle temperature reached
; + - - - - - - - - - - - - - - - - - - - - - - - - - - +Cài khoảng kéo ra bao nhiêu
Sửa giá trị extruder để tăng/giảm lượng filament mà extruder sẽ kéo ngược trong lúc cold-pull:
; Now do the pull. Back off 40mm in one shot. May break the machine, use with caution.
G1 E-40 F5000 ; retract out of the hot zone completly now.Vậy bạn chỉ cần đổi -40 (nghĩa là kéo ngược 40 mm) thành khoảng cách bạn cần.
Mã Gradual Pull (Dành cho hệ Bowden)
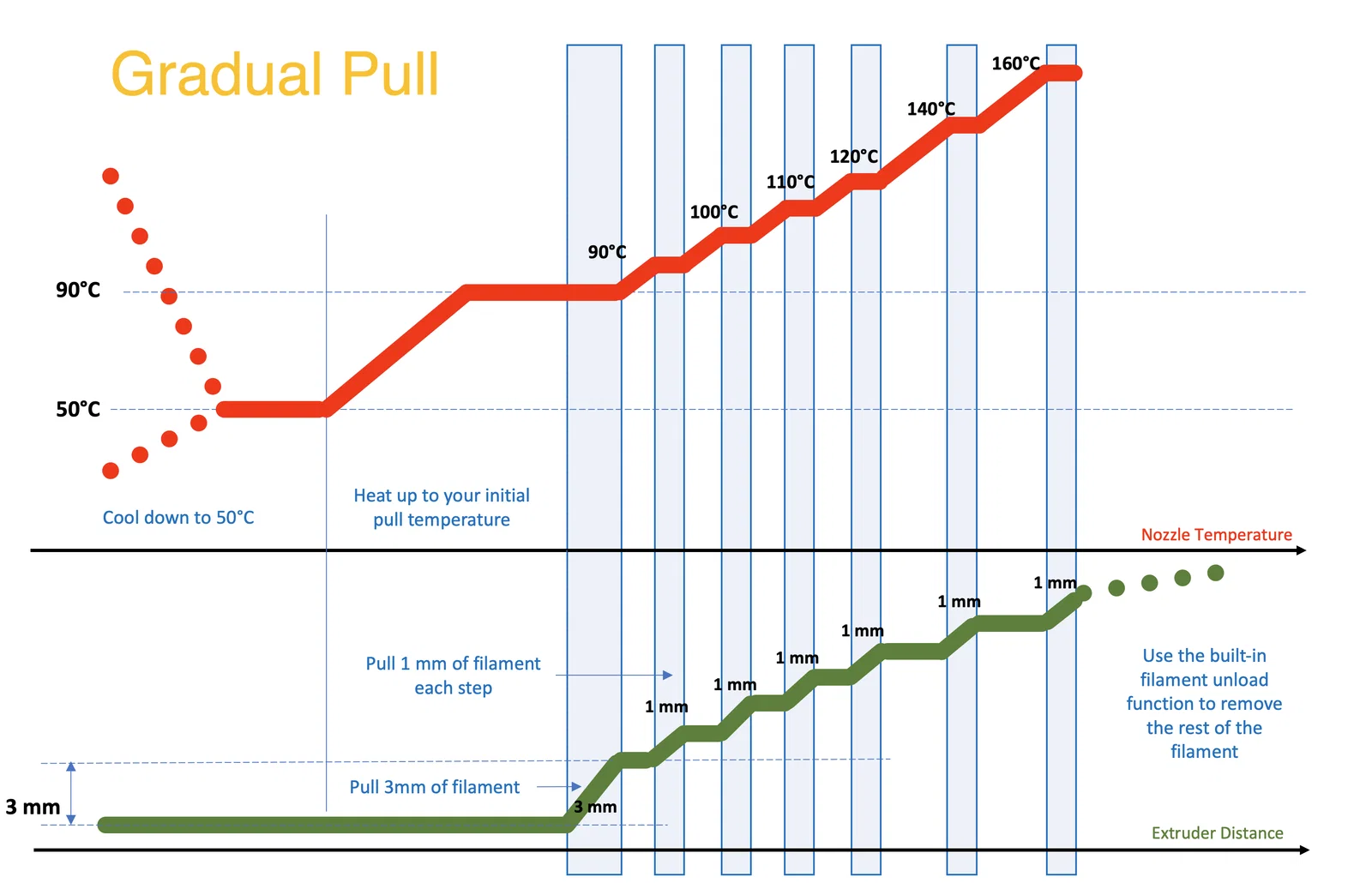
Đây là nguyên lý hoạt động cơ bản:

- Máy in chờ tới khi đạt 50°C (đang nguội xuống hoặc đang làm nóng lên)
- Tăng nhiệt lên 90°C (hoặc nhiệt bạn đặt)
- Kéo ra 3mm filament (giúp “pre-tension” ống bowden)
- Làm nóng lên 100°C
- Kéo thêm 1 mm filament
- Làm nóng lên 110°C
- Kéo thêm 1 mm filament
- Làm nóng lên 120°C
- Kéo thêm 1 mm filament
- Làm nóng lên 140°C
- Kéo thêm 1 mm filament
- Làm nóng lên 160°C
- Kéo thêm 1 mm filament
- Kích hoạt chức năng Unload Filament của máy.
Cài nhiệt độ kéo ban đầu
Đây là chỗ bạn cần sửa để đổi nhiệt độ kéo ban đầu:
; + - - - - Set your starting cold-pull temperature here! - - - - +
; Now set the temperature. S95 means 95°C. Adjust this value for your desired starting temperature
M109 S95 ; Wait until working temperature reached
G4 P5000 ; Pause for 5 seconds to ensure consistant temperature
; + - - - - - - - - - - - - - - - - - - - - - - - - - - +Chỉ cần đổi S95 (95°C) thành nhiệt độ bạn cần.
Cài khoảng kéo ra bao nhiêu
Sửa giá trị extruder để tăng/giảm lượng filament mà extruder sẽ kéo ngược ở bước kéo ban đầu:
; Now do the pull. E-3 means retract by 3mm.
G1 E-3 F400 ; Pre-load the filament by retracting it 3mmSửa các giá trị cho những bước còn lại:
; + - - - - Set your step temperatures and extruder distances here! - - - - +
M109 S100 ; Wait until next temperature step is reached
G1 E-1.0 F400 ; Retract again
M109 S110 ; Wait until next temperature step is reached
G1 E-1.0 F400 ; Retract again
M109 S120 ; Wait until next temperature step is reached
G1 E-1.0 F400 ; Retract again
M109 S140 ; Wait until next temperature step is reached
G1 E-1.0 F400 ; Retract again
M109 S160 ; Wait until next temperature step is reached
G1 E-700 F1000 ; retract out of the hot zone completly now.
; + - - - - - - - - - - - - - - - - - - - - - - - - - - +Xong vậy thôi!
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — NoDerivativesCC-BY-NC-ND

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!