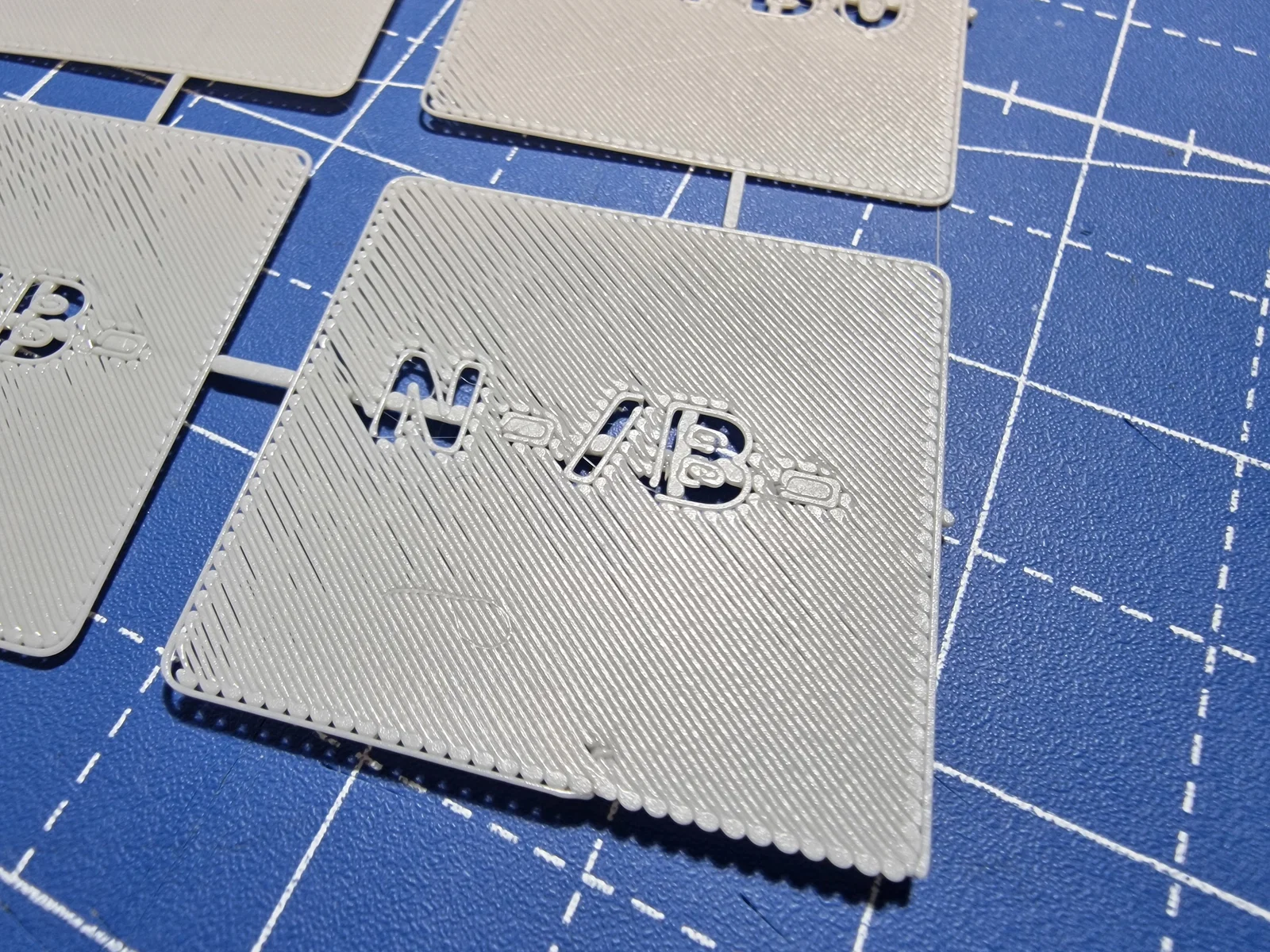
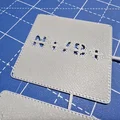
Ma trận chỉnh nhiệt First Layer 9-in-1: 3 mức Bed + 3 mức Nozzle trong 1 lần in

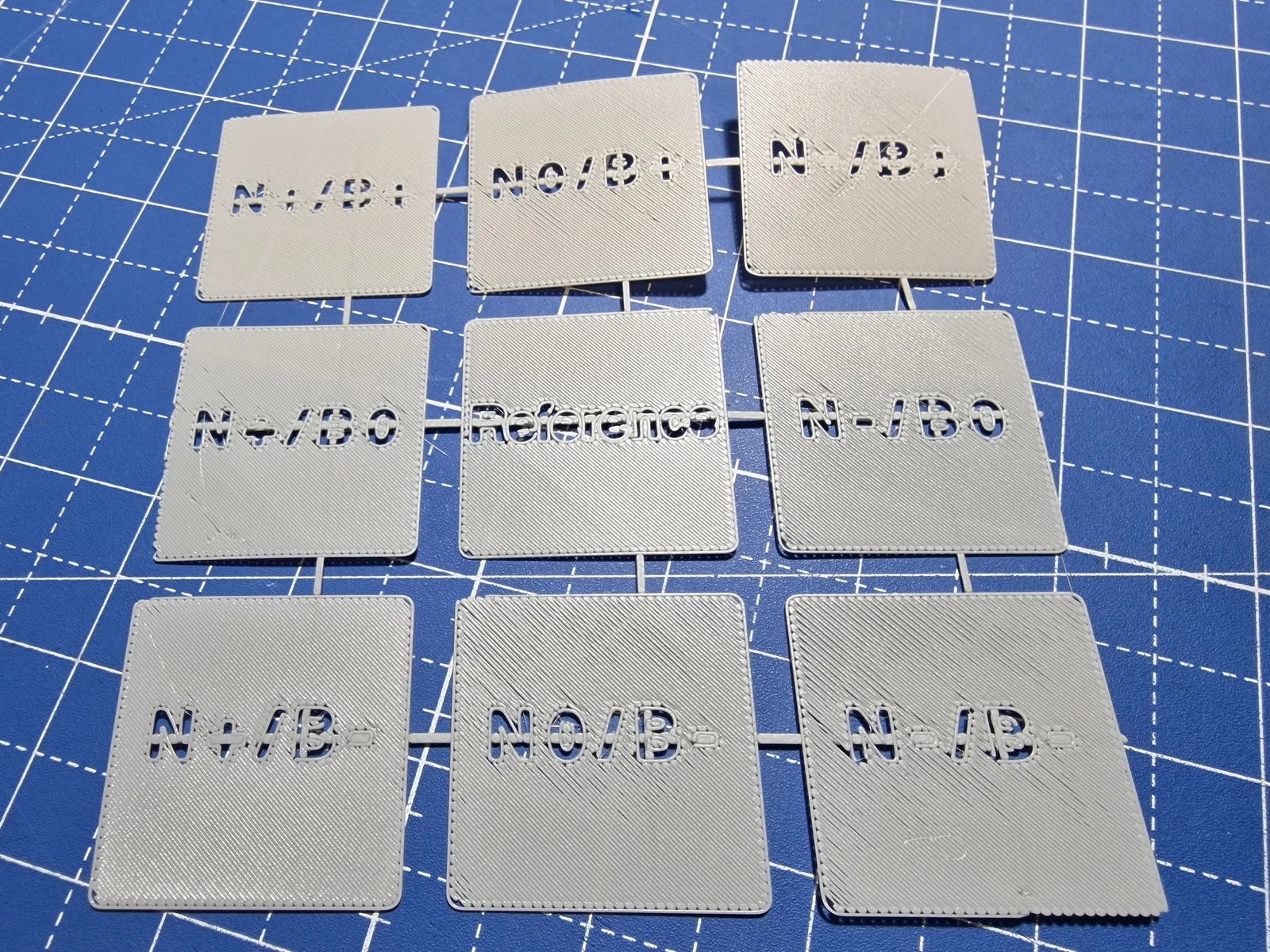
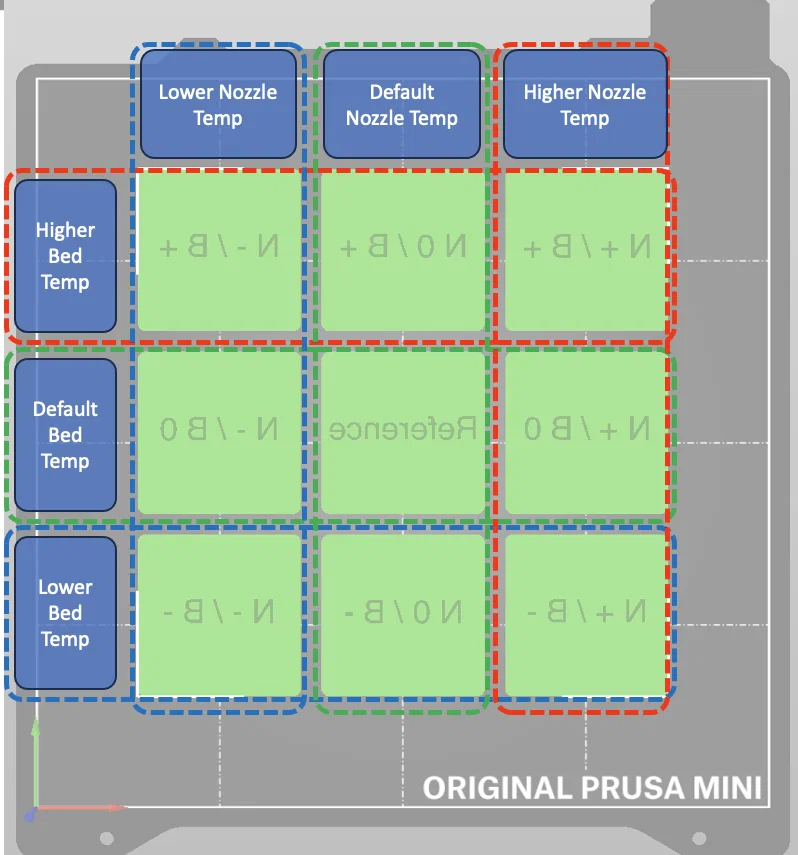
Một lần in ra 9 ô test, tự động thay đổi 3 mức nhiệt bed và 3 mức nhiệt nozzle để bạn tìm ra nhiệt độ first layer tối ưu cho filament mới. Yêu cầu PrusaSlicer v2.6.0-alpha6+.




Mô tả
Nó làm được gì:
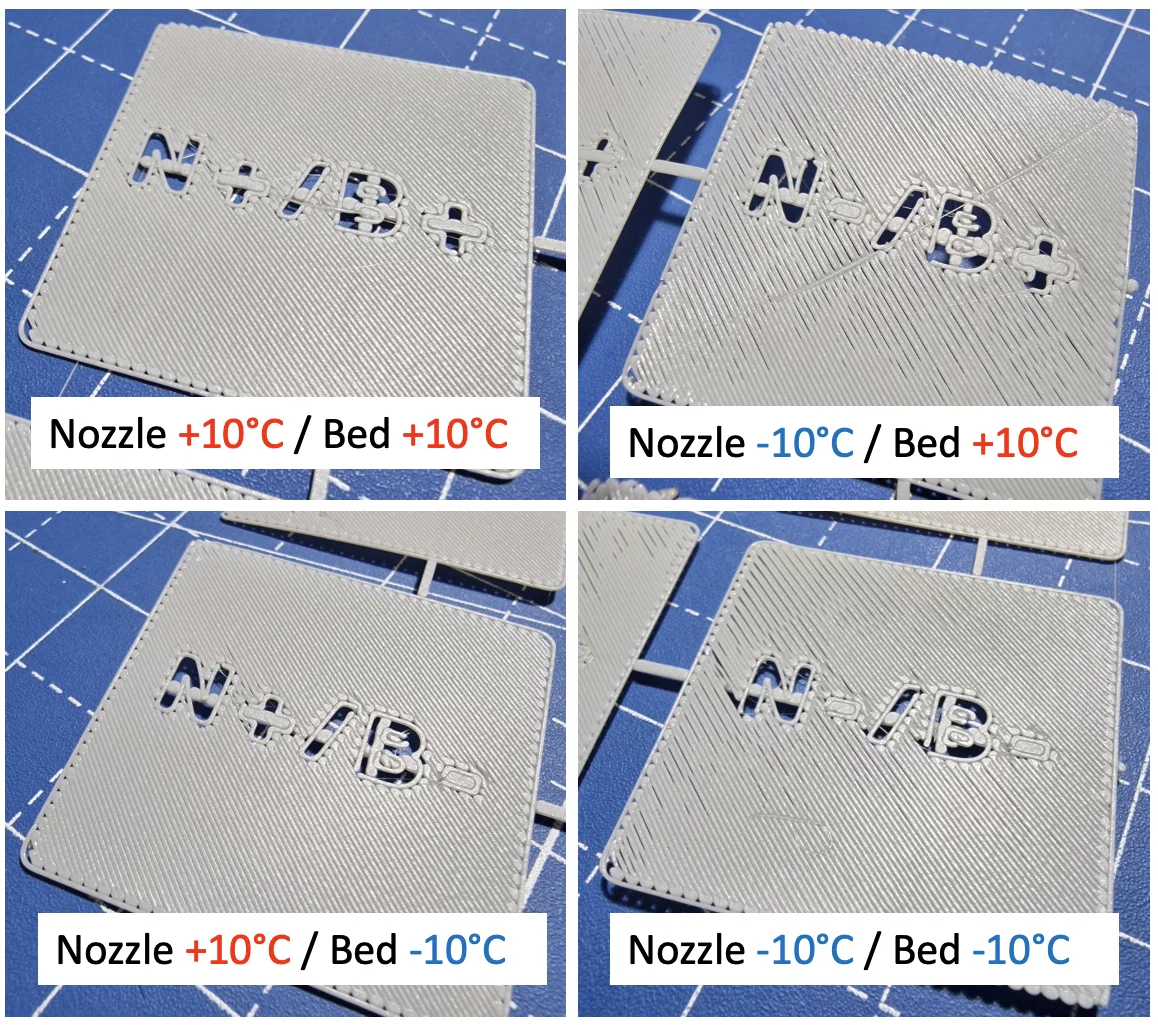
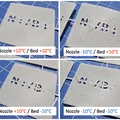
In ra 9 ô (tile), mỗi ô dùng nhiệt bed và nhiệt nozzle khác nhau. Mình cơ bản là thay đổi 2 thiết lập nhiệt độ này:

Lưu ý: Cần PrusaSlicer v2.6.0-alpha6 trở lên!
Chưa test trên Orca hoặc Bambu slicer
Mình từng loay hoay để ra được first layer “ngon” với một loại filament mới. Calibrate hoài mà vẫn chưa ưng. Cuối cùng thì vấn đề của mình là do tổng hợp của nhiệt độ, layer height và extrusion multiplier.
Trong quá trình đó mình viết macro G-Code tuỳ chỉnh này để test 9 tổ hợp nhiệt độ khác nhau chỉ trong 1 lần in. Với bạn nào chưa nghe về cái này: macro về cơ bản là đoạn code có thể điều chỉnh G-code của bạn trong lúc slicing.
PrusaSlicer Macro Reference: https://help.prusa3d.com/article/macros_1775
Cách dùng Macro này:
Trong file này có 2 mục Custom G-Code
Printer Settings → Custom G-code → Between objects G-code:
{local SJB_BedTempStepSize = 10 }. ; Step size to change the bed temperature (+ / - )
{local SJB_NozzleTempStepSize = 8 }. ; Step size to change the nozzle temperature (+ / - )Đây là 2 biến bạn cần chỉnh.
SJB_BedTempStepSize = 10
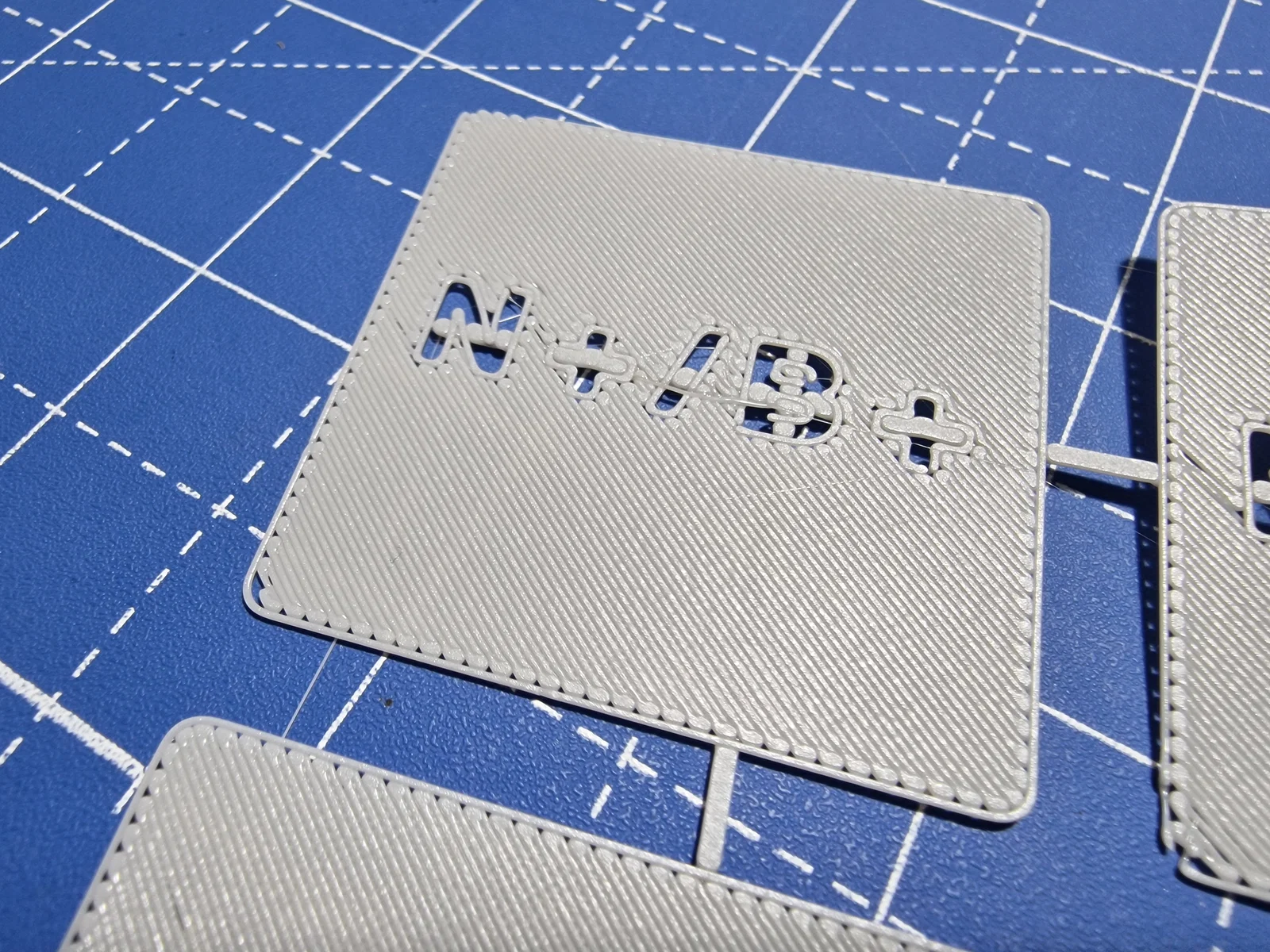
Đây là bước nhiệt (step size) để thay đổi nhiệt bed so với giá trị mặc định. Ví dụ nếu nhiệt bed first layer của bạn là 85°C, và SJB_BedTempStepSize = 10 đặt là 10, thì 3 mức nhiệt bed tương ứng sẽ là 75°C, 85°C và 95°C.
SJB_NozzleTempStepSize = 8
Đây là bước nhiệt (step size) để thay đổi nhiệt nozzle so với giá trị mặc định. Ví dụ nếu nhiệt nozzle first layer của bạn là 240°C, và SJB_NozzleTempStepSize = 8 đặt là 8, thì 3 mức nhiệt nozzle tương ứng sẽ là 232°C, 240°C và 248°C.
Printer Settings → Custom G-code → End G-Code: (tuỳ chọn)
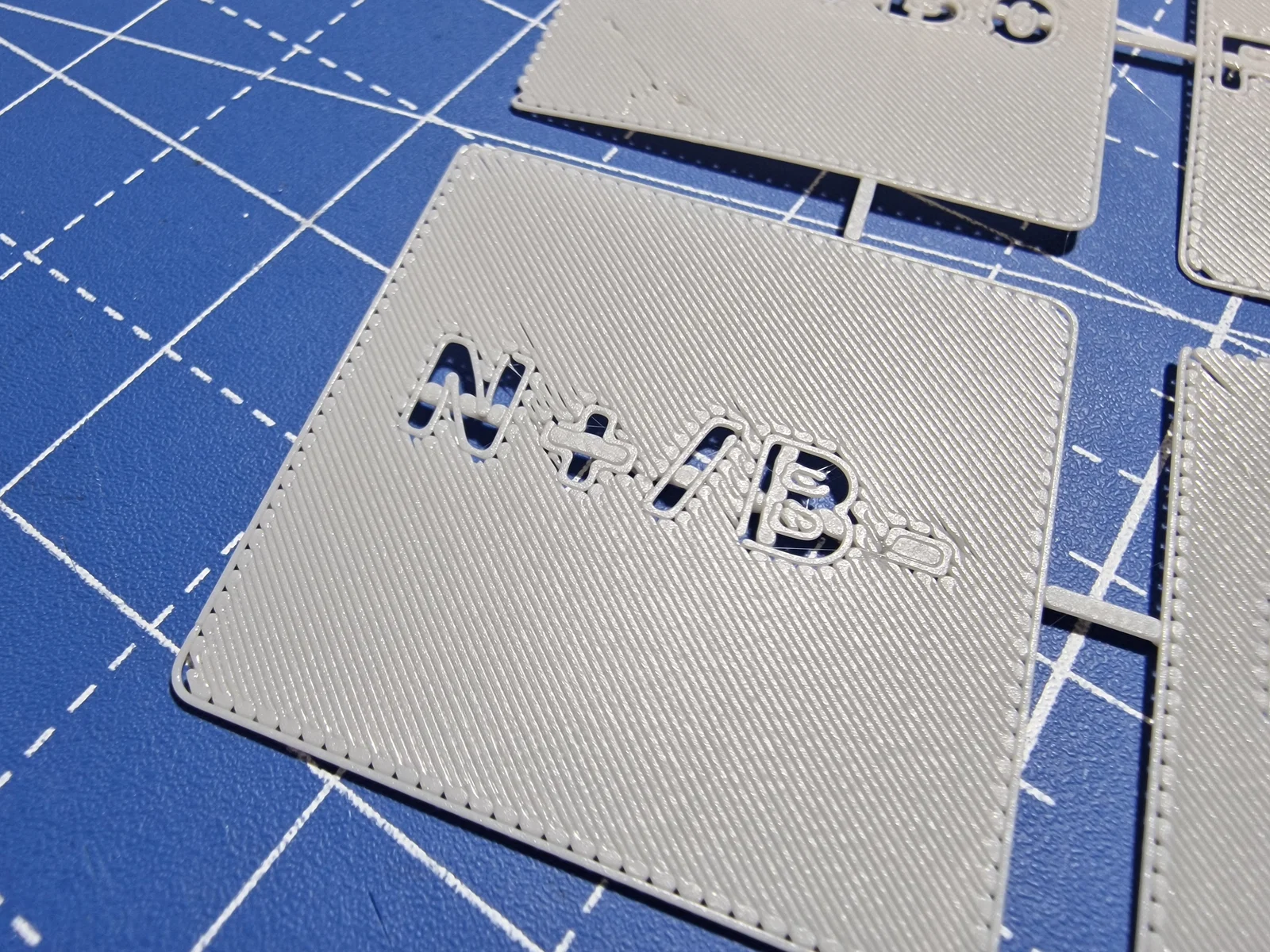
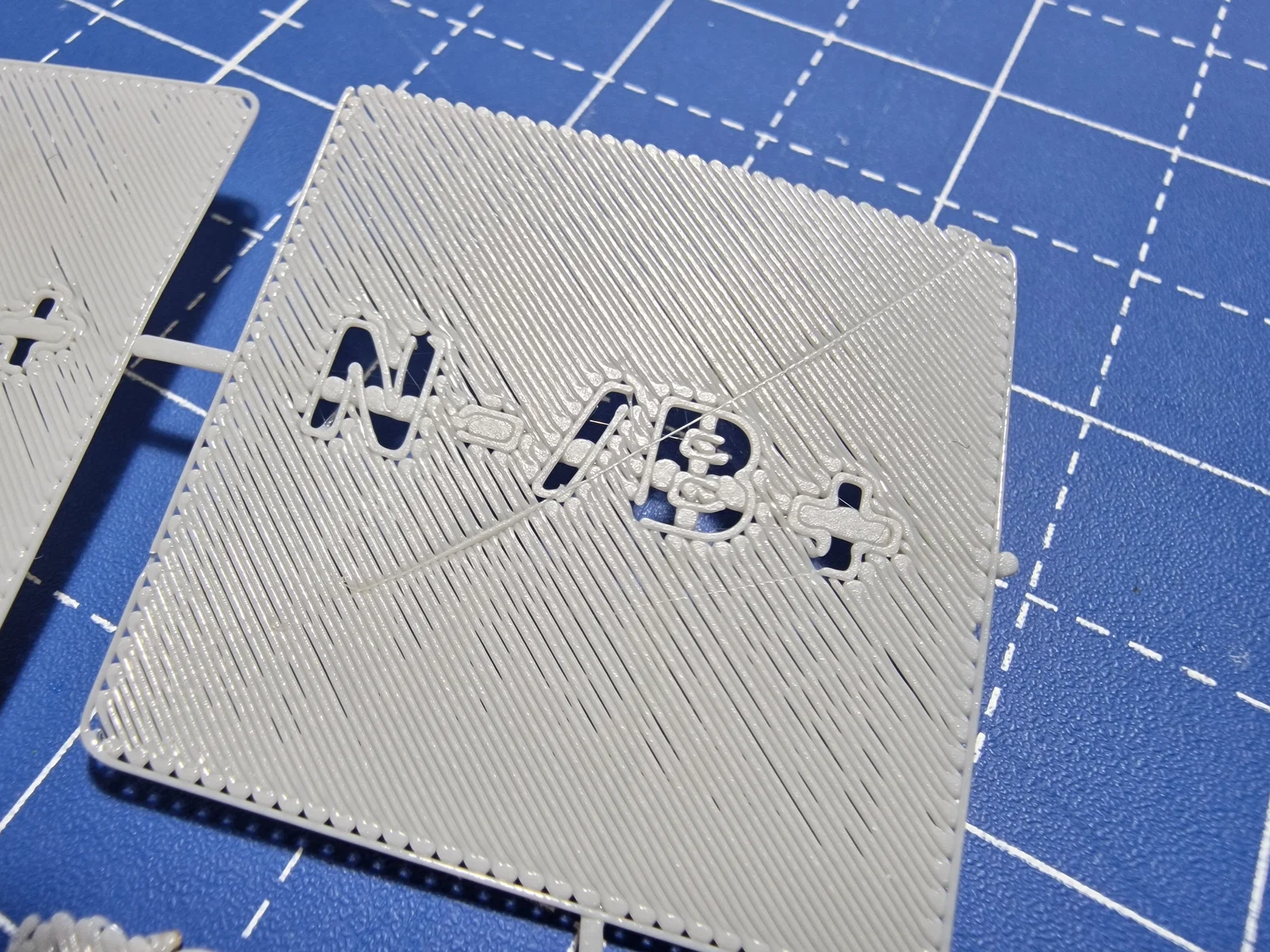
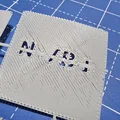
Đây chỉ là một đoạn G-code tuỳ chọn để tạo các đường line phía trên các ô. Mục đích là giữ các ô dính chung lại khi bạn gỡ khỏi bed.
Mẹo:
Tăng Z-offset lên khoảng 0.1–0.2mm. Khi bạn đã có first layer quá chuẩn rồi thì sự khác biệt giữa các ô sẽ rất khó thấy. Khác biệt sẽ rõ hơn khi first layer cao hơn một chút so với mức “đúng”. Cách này cũng giúp dễ làm “rip-test” hơn: bạn có thể thử xé đôi các ô theo các đường seam.
Cách nó hoạt động:
Model slicer này dùng các custom variables mới được phát hành trong PrusaSlicer v2.6.0-alpha6. (Link: https://github.com/prusa3d/PrusaSlicer/wiki/PrusaSlicer-Macro-Language)
và
in tuần tự từng object (sequential object printing). Nghĩa là sau mỗi object (mỗi tile), G-code sẽ được đổi và nhiệt độ cũng được chỉnh theo.
Chúc bạn in ngon!
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — NoDerivativesCC-BY-NC-ND

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!