Ultimate Prusa Casing MK4 - Hộc Kéo/FuzzySkin

Bản remix Ultimate Prusa Casing MK4: thêm fuzzy skin lên một số bề mặt để giấu layer lines nhưng vẫn giữ đúng kích thước quan trọng. Kèm file .3mf sẵn settings/modifier và hướng dẫn workaround bằng Blender + PrusaSlicer.







Mô tả
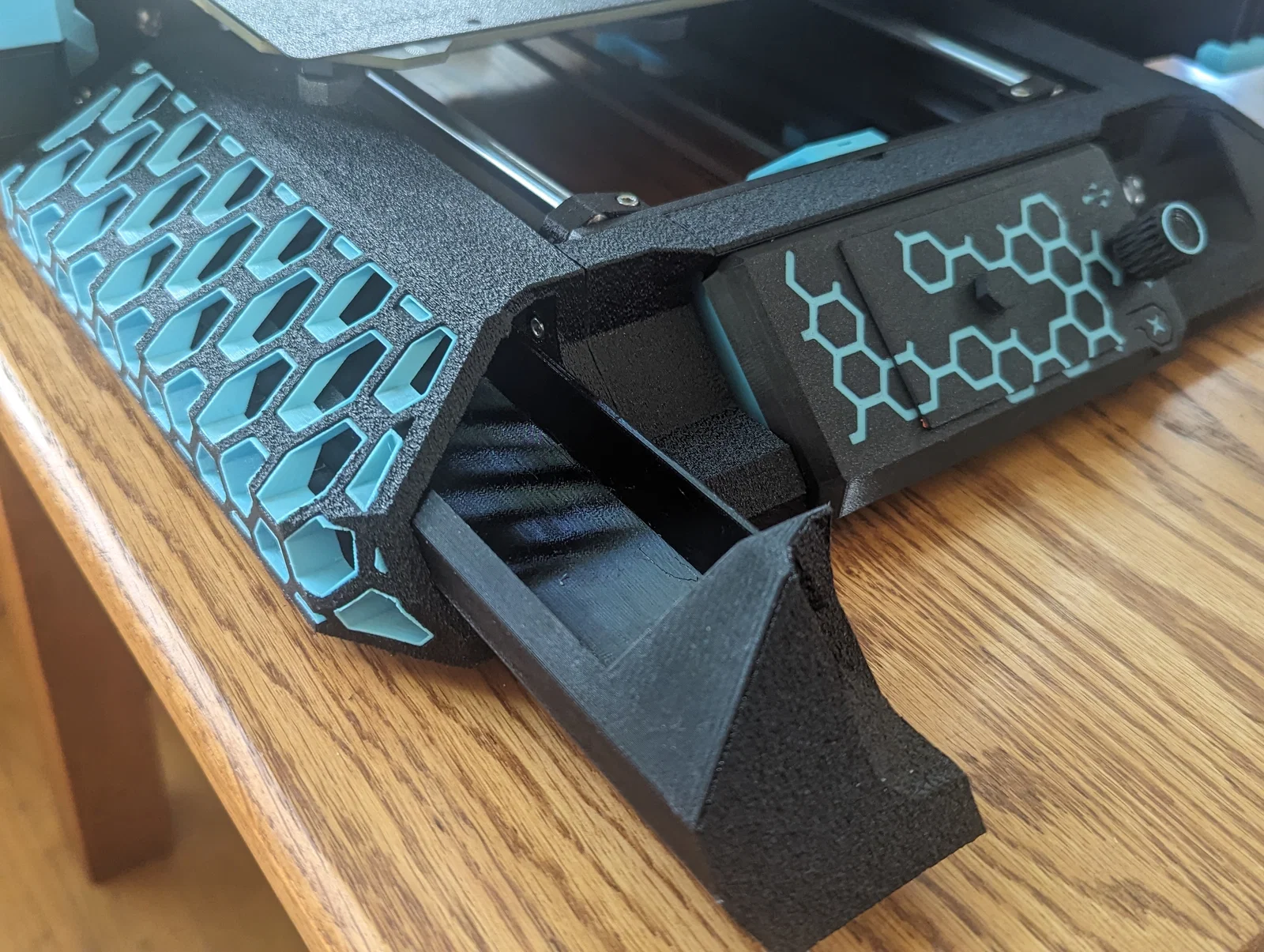
Mình mê cái ngoại hình của Ultimate Prusa Casing tới mức không muốn nó bị “phá” bởi mấy đường layer lộ rõ. Tùy chọn fuzzy skin trong PrusaSlicer che layer lines rất hiệu quả, nhưng cho tới khi có paintable fuzzy skin thì nó vẫn không hợp với các chi tiết cần độ chính xác kích thước như cái casing này. May là mình có thể dùng Blender và modifiers để lách. Kéo xuống cuối để xem workaround áp fuzzy skin cho một số bề mặt trên chính part của bạn.
Các file .3mf đính kèm chắc đã có sẵn đúng settings và modifiers. Bạn cứ thoải mái chỉnh fuzzy skin point distance và fuzzy skin thickness. Mình in với FSPD 0.4mm và FST 0.3mm.
Nếu bạn dùng kèm với ngàm gắn MMU3 buffer mặc định, bạn sẽ cần in lại cái buffer holder gắn vào frame và cắt bớt khoảng 10mm ở phần trên (trong slicer) để nó không cấn làm ảnh hưởng hoạt động của ngăn kéo.
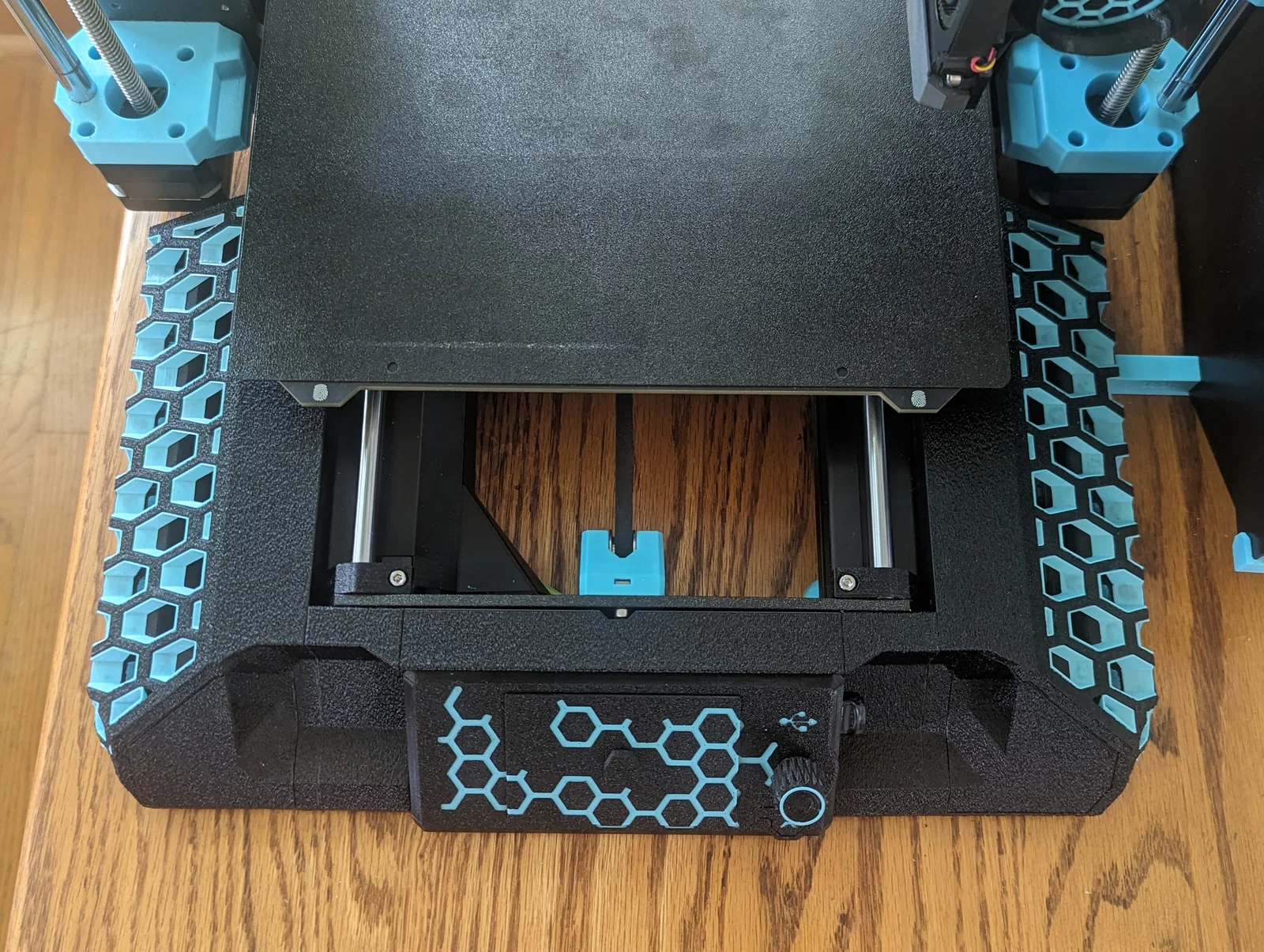
Phần LCD cover và screen cover mình in 2 màu PETG với PLA supports. PLA gần như đóng vai trò support “tan được” vì độ bám giữa PETG/PLA rất kém, nên mặt dưới của phần nằm trên support sẽ đẹp hơn. Tuy nhiên vì bám kém nên layer đầu tiên sau support phải giảm tốc đáng kể. Các file .3mf đính kèm chắc đã nhúng sẵn các cài đặt cần thiết. Mấy part này được in úp mặt xuống trên textured plate để ra finish giống fuzzy skin ở các part còn lại.
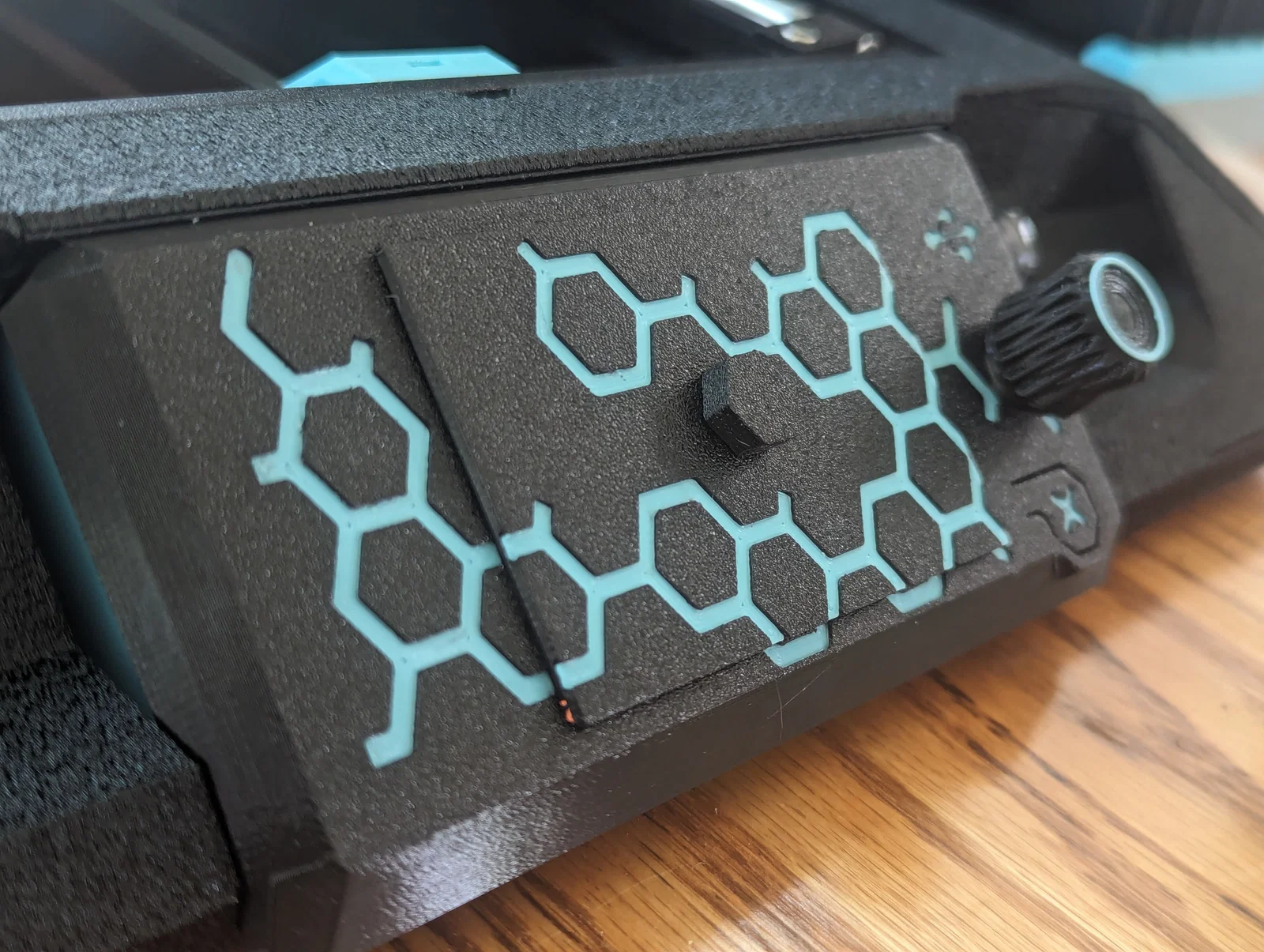
Các miếng hex inlays nên in với mặt hở quay xuống về phía build plate. Mình dùng keo 502 (superglue) để dán hex inlays sau khi in xong. File thì nhiều, mà mình bị stringing khi cố in nhiều miếng hex inlays cùng lúc. Cuối cùng mình bỏ cuộc và in từng miếng, dùng brim 5mm với brim separation gap 0.6mm. Mấy setting này cho first layer đẹp, bám chắc vào build sheet và brim bóc ra dễ. Mỗi máy in có thể cần chỉnh hơi khác để ra đúng kết quả mong muốn. Bạn cũng có thể thử sequential printing để giảm số lần in.
https://help.prusa3d.com/article/sequential-printing_124589
Fuzzy Skin Workaround
- Mở file STL trong Blender
- Chuyển từ Object Mode sang Edit Mode rồi xóa tất cả các tam giác (triangles) trong STL mà bạn KHÔNG muốn áp fuzzy skin. Dùng lệnh select linked flat faces sẽ nhanh hơn rất nhiều. Cũng có thể nhanh hơn nếu bạn chọn các mặt CÓ muốn fuzzy skin trước, rồi invert selection trước khi xóa.
- Thêm Solidify modifier để làm dày các bề mặt còn lại trở lại thành một vật thể có thể tích. Chọn thickness hơi lớn hơn nozzle mà bạn dự định in. Mình dùng 0.5mm cho nozzle 0.4mm. Nhớ kiểm tra hướng đùn (extrusion) cho đúng: các mặt ngoài phải giữ nguyên vị trí.
- Export STL mới với tên khác STL gốc. Nhớ tick apply modifiers.
- Mở STL gốc trong PrusaSlicer.
- Thêm STL bạn export từ Blender như một modifier cho STL gốc. Vị trí thường sẽ đúng sẵn, nhưng nếu lệch thì chỉnh XYZ location của modifier STL tới khi các mặt khớp hoàn toàn.
- Áp setting fuzzy skin cho modifier STL mới, rồi chỉnh FS point distance và FS thickness theo ý bạn.
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình



































Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!