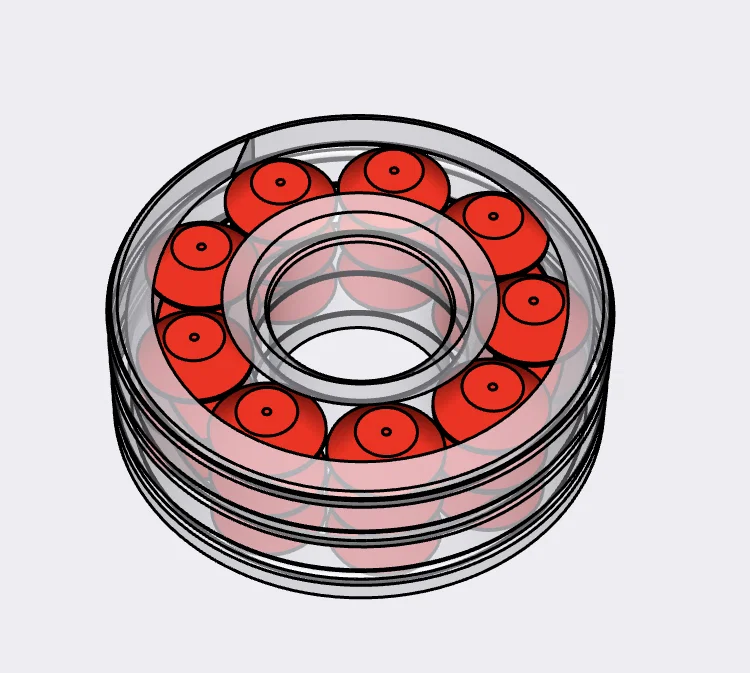
Bạc đạn 608 (Print In Place)

Mẫu 608 bearing dạng print-in-place tối ưu cho in 3D. Yêu cầu máy phải dialed in kỹ, in layer 0.2mm, nozzle 0.4mm và 0% infill. Sau khi in nhớ break-in để vòng quay mượt hơn.




Mô tả
Đây không phải là một bản in dễ. Máy in của bạn BẮT BUỘC phải được canh chỉnh (dialed in) thật chuẩn.
Nếu bạn chưa chắc máy của mình chịu được tolerance tới đâu, hãy in cái này trước:
BẮT BUỘC PHẢI IN VỚI LAYER HEIGHT 0.2MM. (Nếu muốn đẹp hơn thì dùng 0.1mm hoặc 0.05mm nhưng thật ra không cần thiết)
Đây là bản cập nhật từ thiết kế 608 bearing chạy được và đã hoạt động của mình. Mình cải thiện mọi thứ mình nghĩ ra để nó vừa hoạt động tốt vừa in tối ưu. Nếu máy bạn dialed in đúng cách thì chỉ trong vòng 1 phút sau khi in xong là bạn dùng được.
Cheers.
Drew.
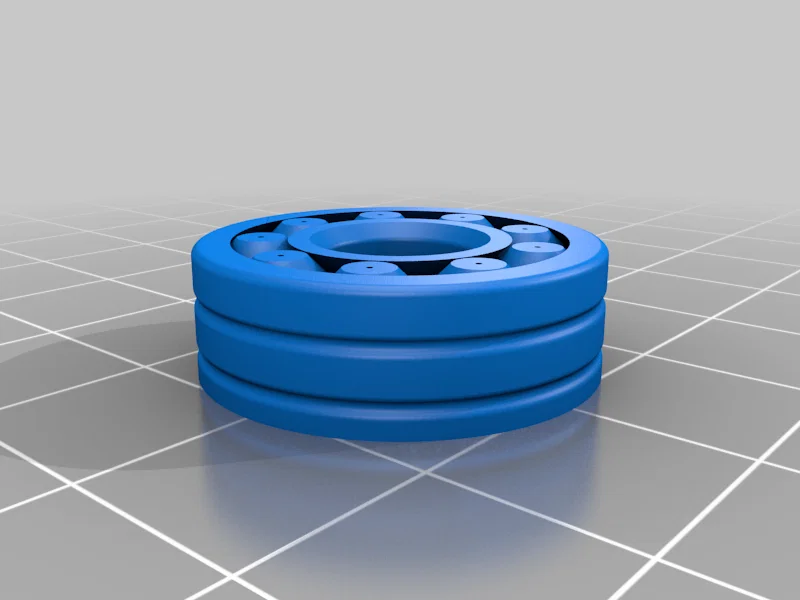
Vừa lấy ra khỏi máy in: https://youtu.be/crCMLTkSvrQ
Lăn trên thảm: https://youtu.be/MU5ZlriX3tk
Spin Test-
Print Settings-
1- Bắt buộc first layer phải hoàn hảo.
2- Phải in được tolerance 0.2mm
3- Phải in với layer height 0.2mm.
4- Bắt buộc in kèm brim. (trừ khi bạn thật sự tin máy của mình)
5- Bắt buộc dùng random z-seam
6- Bắt buộc dùng nozzle 0.4mm
7- Tối thiểu 2 Walls.
8- 0% Infill
Post-Printing
PHẢI “BREAK. IT. IN.”
Nhắc bao nhiêu cũng không đủ.
Nó sẽ quay cực mượt, nhưng CHỈ sau khi bạn break-in. Sau khi in xong, “bẻ” phần wheel ra cho rời, rồi break-in cái bearing bằng cách lăn trên thảm… khoảng 30 giây để sợi nhựa mài bớt các điểm không hoàn hảo.
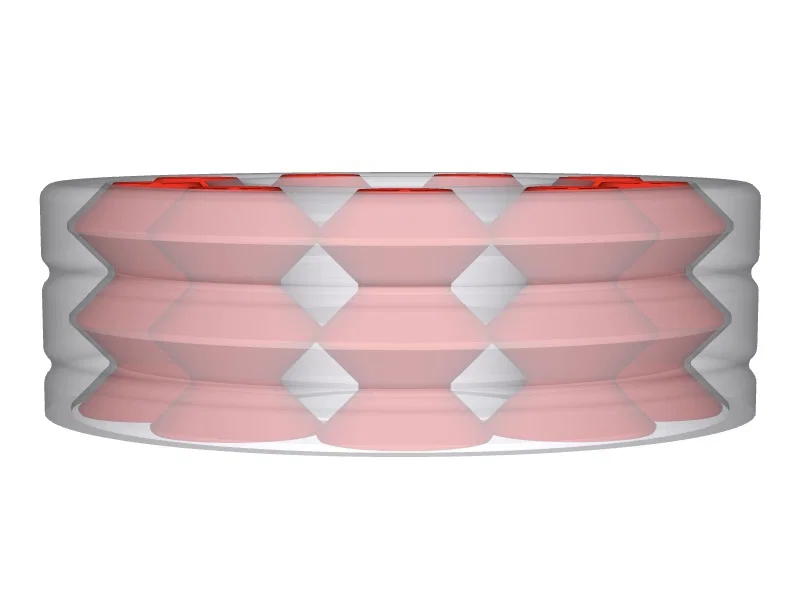
Cách Mình Thiết Kế Cái Này
Proof of Concept
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!