XL Nextruder Super Constrained Main Plate/Idler Lever (Bản mod in flex 60A–75A)

Bộ main plate và idler lever mod cho Prusa XL Nextruder để in filament mềm 60A–75A Shore (TPU/TPE) ít kẹt hơn nhờ đường dẫn “constrained” sát drive gear. Kèm print settings, hậu xử lý khoan lỗ và mẹo sensor/routing.











Mô tả
Đây là một bản remix từ bản remix của Kaaaaaaaaaaaaal cho main plate và idler lever của XL.
Filament độ cứng Shore 60A về cơ bản giống như đang cố đẩy một sợi dây thun qua print head, chịu lắm. Nó sẽ chui vào bất kỳ khe hở nào, nên thiết kế này được “constrained” (khống chế đường đi) rất chặt.
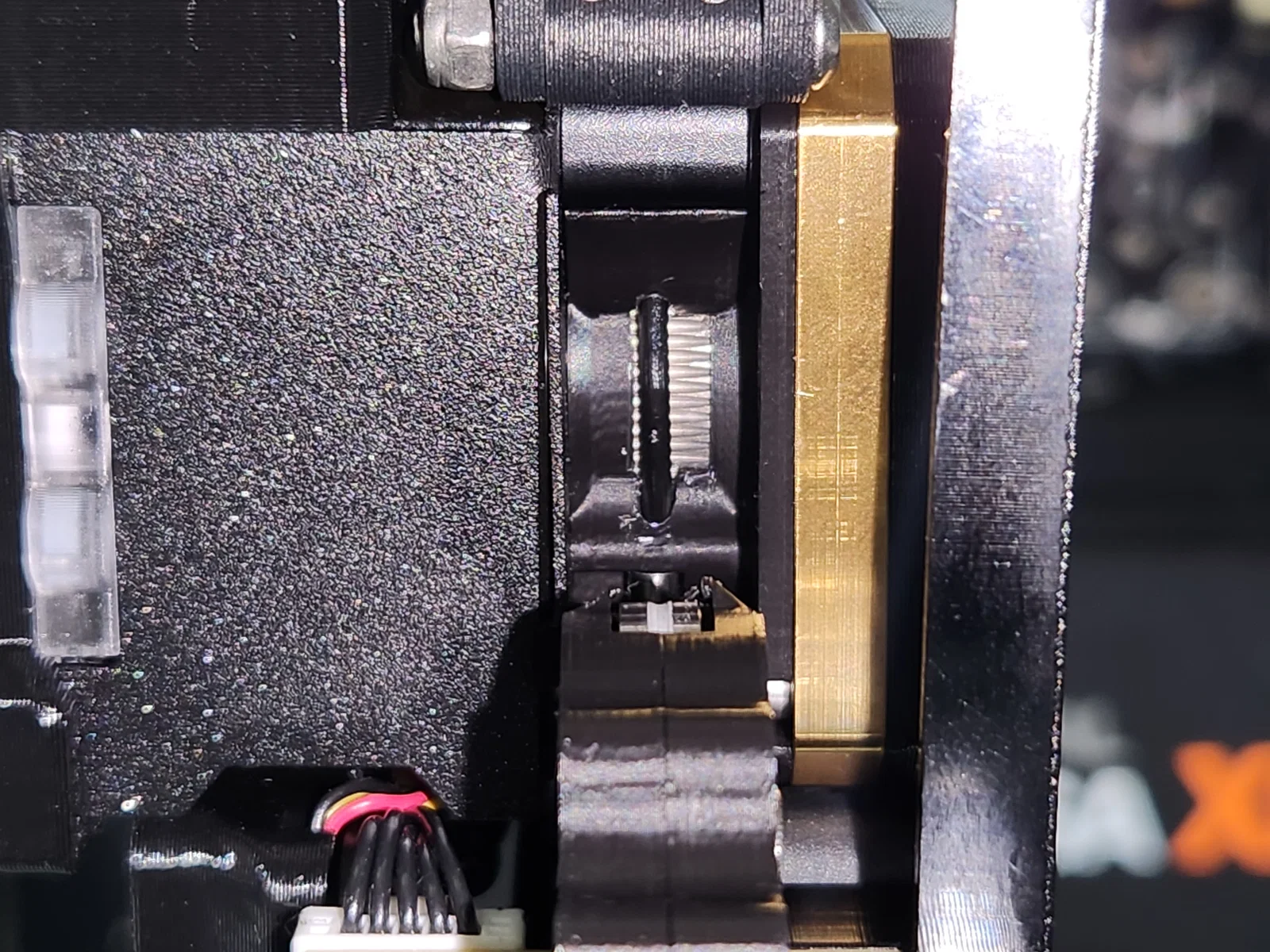
Theo thử nghiệm của mình, drive gear sẽ ép filament đi xuống và lệch về bên trái, rồi nó kẹt phía sau drive gear. Vì vậy main plate này được làm sát rạt với drive gear ở phía bên trái.
Khuyến nghị dùng ASA, có vẻ bề mặt mịn hơn PETG và trong trường hợp này ma sát là “kẻ thù”.
Nhớ in đủ cả 3 món, idler lever được thiết kế ăn khớp với main plate này.
PRINT SETTINGS:
0.4mm Nozzle
0.1mm layer height
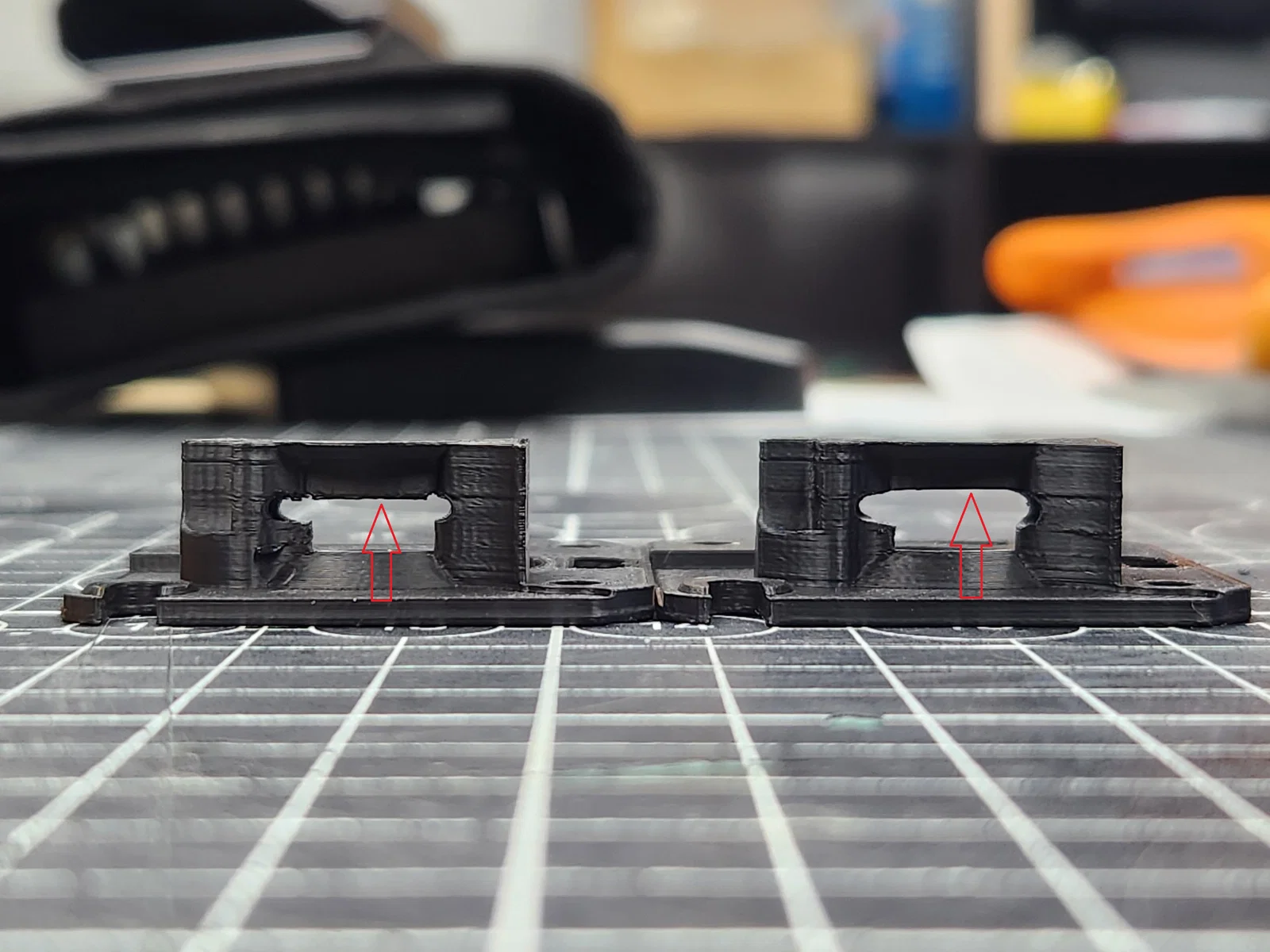
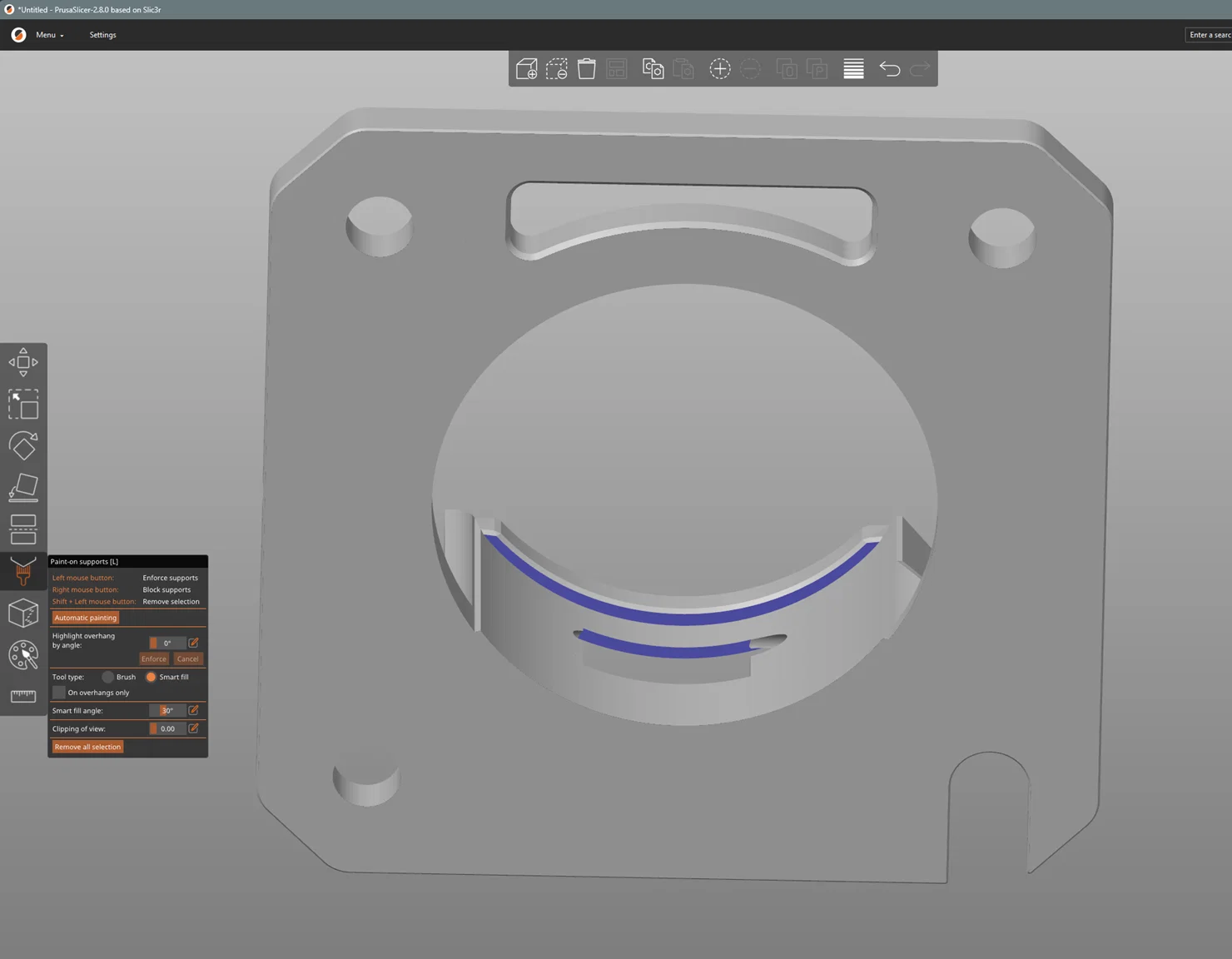
Organic supports cho các overhang được đánh dấu trong hình

POST PROCESSING:
Sau khi gỡ support, bạn cần khoan nới (drill out) thật cẩn thận các lỗ infeed và outfeed để đúng kích thước và làm mịn thành lỗ.
Mũi khoan lỗ Infeed - 2.5mm
Mũi khoan lỗ Outfeed - 2mm
Sau đó dùng dao mổ (scalpel) hoặc dao x-acto để gọt chỗ overhang cho thẳng và mượt nhất có thể. Minh họa ở đây: bên trái chỉ mới gỡ support, bên phải là đã khoan và gọt. Không cần song song với bên kia (vì lỗ khác kích thước), chỉ cần mượt.

CÁCH IN VỚI TPU/TPE 60A:
CÀI ĐẶT PRUSASLICER mình đã dùng để in filament 60A-75A:
Dùng profile Sainsmart Flex của Prusaslicer làm điểm bắt đầu, vào Advanced, chỉnh Max Volumetric Speed xuống 1 mm3/s cho 60A. 2 mm3/s cho 75A. Chậm nhưng được việc. TPE 75A vẫn từng bị kẹt ở 3 mm3/s.
Trong Filament Overrides, TẮT toàn bộ retractions. Retraction gần như chắc chắn sẽ gây kẹt.
CÁC THAY ĐỔI PHẦN CỨNG KHÁC:
FILAMENT ROUTING-
Vì 60A vừa mềm vừa “bám” (grippy) nên gần như không thể đẩy filament theo đường dẫn mặc định qua ống PTFE. Do đó cần set up tương tự những cách người ta hay dùng cho flex filament.

FILAMENT SENSORS-
Tắt và không dùng cảm biến filament phía sau.
Với cảm biến ở tool head, lò xo lực quá mạnh, nên dù có luồn qua được cảm biến thì nó cũng tạo ma sát quá lớn lên sợi filament mềm. Mình thử 2 cách, cả hai đều ổn.
1 - Tháo ball, magnet, spring và holder khỏi cụm đầu, rồi tắt sensor trong menu.
2 - Thay lò xo bằng một nam châm thứ hai, đặt hướng sao cho nó đẩy nam châm và viên bi còn lại. Khi đó lực tác dụng lên filament nhỏ hơn nhiều và tới giờ chạy khá ổn.
IDLER SPRINGS-
Nới lỏng lò xo idler để bulông nằm vào trong lỗ khoảng 1mm. Mình muốn nó lỏng lỏng thôi. Filament mềm bám rất tốt, và idler càng siết chặt thì càng ép bẹt filament vào các khe hở—đúng chỗ mình không muốn nó chui vào.

THÀNH CÔNG CHƯA?? Mình nghĩ là có, tới giờ vậy…
Dùng plate này, idler này và các setting trên, mình đã in ổn định được một đôi dép kiểu infill-only và còn toolchange nữa! Dùng 60A Recreus Filaflex TPE cho 2mm đầu (bám tốt) và 75A Chinchilla TPE cho phần còn lại (cảm giác sờ dễ chịu). Mỗi chiếc 22 tiếng, LÂU KINH! (Giờ còn phải coi chỉnh size sao cho vừa chân mình)

Hy vọng giúp được ai đó!
Giấy phép
File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!