Flow Test cho PrusaXL với PrusaPLA

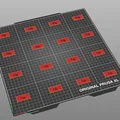
GCode dùng để hiệu chuẩn flow (flow rate) cho Prusa XL với Prusa PLA. In 16 tấm test theo các mức flow khác nhau, kiểm tra bằng mắt và âm thanh, rồi nhập giá trị extrusion multiplier tối ưu vào PrusaSlicer.
998
Lượt Xem
9
Lượt Thích
139
Lượt Tải
Cập Nhật Apr 21, 2026

Mô tả
Mô tả file GCode: Hiệu chuẩn Flow cho Prusa XL với Prusa PLA
File GCode này được thiết kế riêng để hiệu chuẩn material flow (flow rate) trên máy in 3D Prusa XL khi dùng filament Prusa PLA. Mục tiêu là tìm extrusion multiplier tối ưu để đảm bảo chất lượng in tốt nhất.
Tính năng của file GCode:
- Vật liệu: Prusa PLA
- Máy in: Prusa XL
- Nhiệt độ: Lớp đầu 230°C, các lớp còn lại 225°C
- Nhiệt độ bàn: 60°C
- Profile: 0.20mm STRUCTURAL @XLIS 0.4
Lưu ý:
- Đảm bảo máy in và filament được set up đúng (ví dụ: đúng chiều cao nozzle, đúng đường kính filament).
- Lặp lại bài test khi cần để đạt hiệu chuẩn ổn định và chính xác.
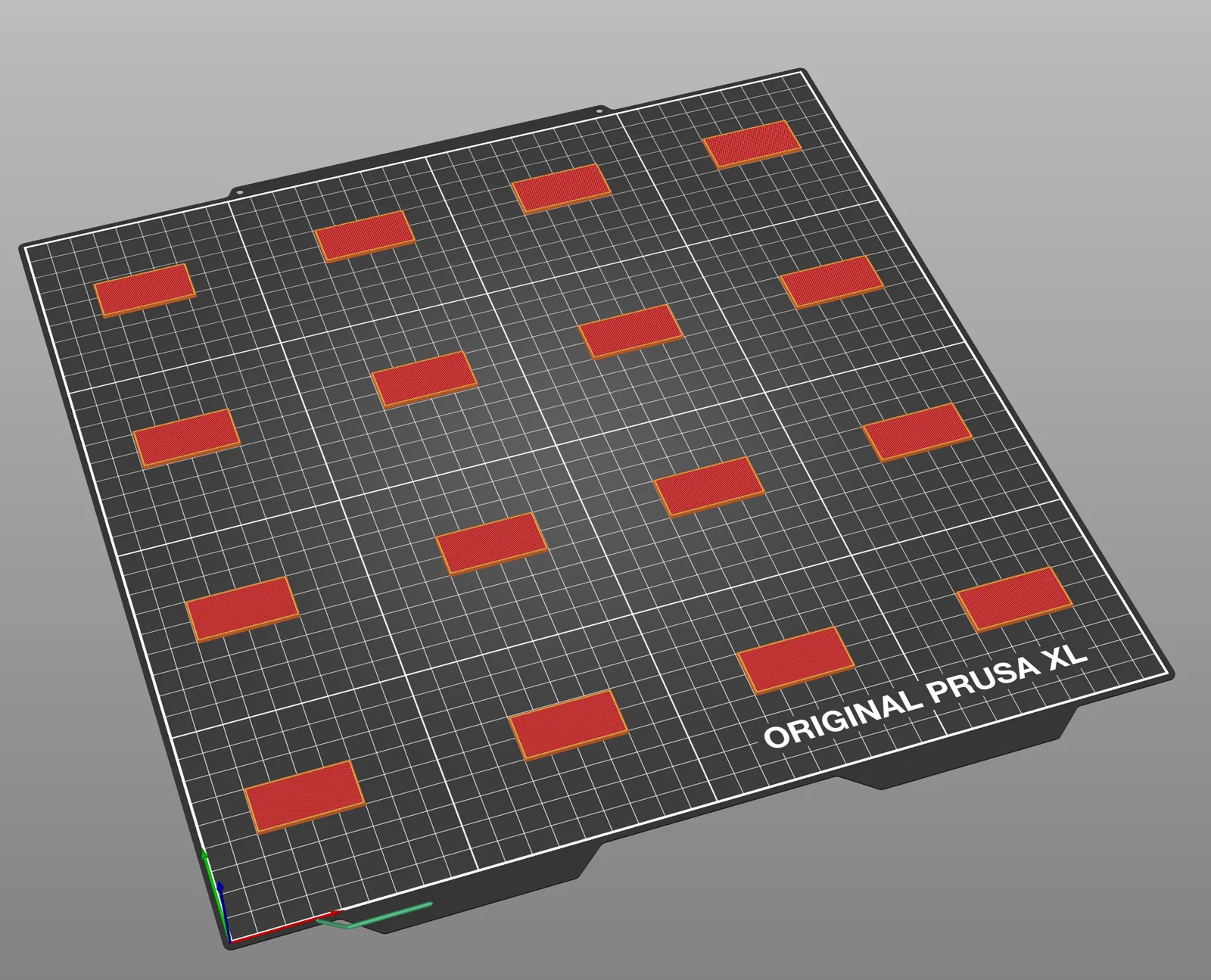
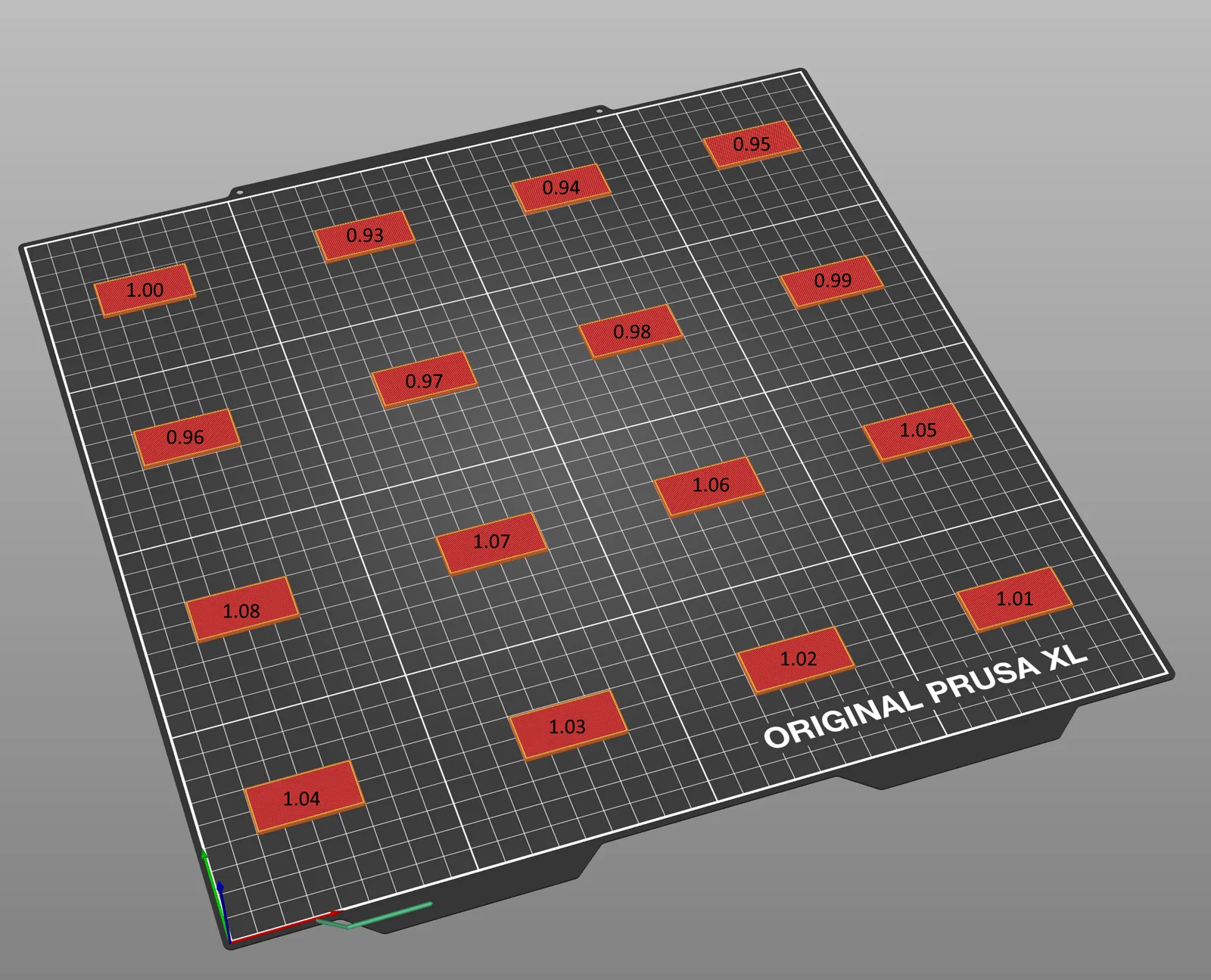
- File GCode sẽ in 16 tấm (plates) lần lượt, mỗi tấm với một mức flow khác nhau. Mức tương ứng có thể xem từ hình ở phần phụ lục; cố tình không khắc chữ lên chính các mẫu để tránh làm sai lệch kết quả.
Kiểm tra Flow Rate:
- In file GCode: Bắt đầu in file GCode đã cung cấp trên Prusa XL.
- Đánh dấu mẫu test: In xong, dùng bút lông (marker) ghi số lên từng tấm; khuyến nghị đánh số từ 93 đến 108.
- Kiểm tra bằng mắt: Sau khi gỡ mẫu khỏi bàn in, quan sát xem có dấu hiệu over-extrusion (thừa nhựa ở góc) hay under-extrusion (hở/thiếu, có khe giữa các đường/lớp).
- Kiểm tra bằng âm thanh: Ngoài kiểm tra bằng mắt, bạn có thể kiểm tra âm thanh bằng cách dùng vật nhọn (ví dụ: tua vít dẹp) cào vuông góc với các đường in trên từng mẫu. Mẫu nào phát ra ít tiếng nhất thường là mẫu có ít điểm không đều nhất.
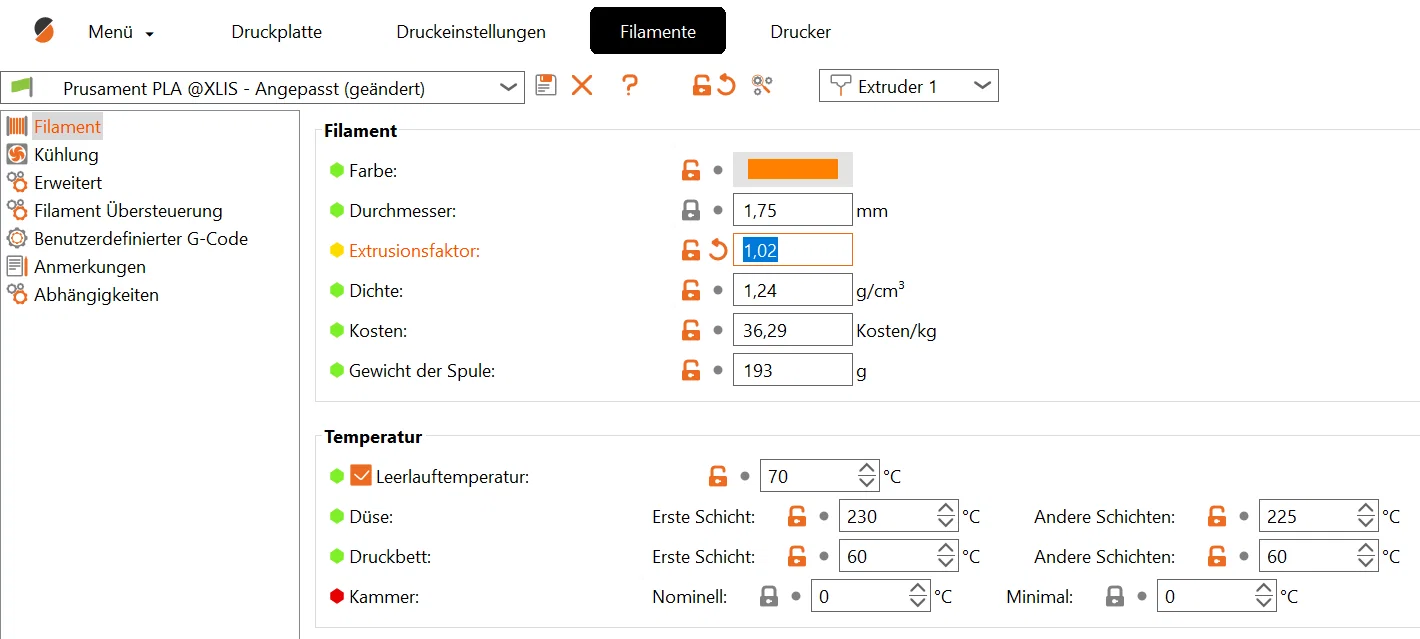
- Tinh chỉnh cuối: Nhập giá trị flow tương ứng vào phần cài đặt filament trong PrusaSlicer dựa trên mẫu cho kết quả tốt nhất.
File GCode này giúp bạn chỉnh flow cho Prusa XL khi in PLA một cách tối ưu, cho ra các lớp đều hơn, đúng kích thước hơn và nâng chất lượng in tổng thể.
Giấy phép

File mô hình
Đang tải files, vui lòng chờ...

Vui lòng đăng nhập để bình luận.
Vui lòng đăng nhập để khoe bản in của bạn.
Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!