Bản In Test Kích Thước (Dimensional Test Print)

Mẫu Dimensional Test Print để đo và bù co rút/nở theo XY và Z, có cả kích thước ngoài 100mm, trục tròn, cột chữ nhật, và lỗ tròn/lỗ vuông. Hỗ trợ tính sai số và nhập Shrinkage compensation trong PrusaSlicer.
Mô tả
Mình từng rất bực khi cố chỉnh lại kích thước (redimension) cho đúng để bù co rút/nở của vật liệu. Mẫu test XYZ thông thường cho ra sai số kích thước không khớp với sai số mình thấy trên mẫu thật (không phải mẫu test), nên rốt cuộc mình phải làm lại bằng chính cái model thực tế. Thêm nữa, mình thấy sai số đường kính lỗ và trục (shaft) cũng không giống sai số ở các kích thước ngoài.
Mục tiêu của model này là thử phát triển một mẫu test mà từ đó các tham số hiệu chỉnh rút ra có thể áp dụng được cho các model ngoài đời thật. Như vậy sẽ tiết kiệm thời gian và vật liệu. Đồng thời, phát triển các tham số có thể đưa vào filament profile, áp dụng cho tất cả model in bằng cùng một loại vật liệu.
PrusaSlicer có không dưới 3 chỗ để chỉnh kích thước, nên dễ rối. Và chúng không hoạt động giống nhau. Hiện tại mình đang tập trung vào “shrinkage compensation” cho XY và Z nằm trong filament profile > advanced của PrusaSlicer. Rõ ràng là các dev đang giả định co rút theo X và Y là như nhau, và tách riêng với Z.
Mình nghĩ vấn đề của mình có thể do mẫu test XYZ Cube quá nhỏ, và chắc chắn cũng không có lỗ. Model này có kích thước tổng thể 100 mm, hy vọng sẽ sát thực tế hơn.
Model này là một nỗ lực để khắc phục các thiếu sót quan sát được.
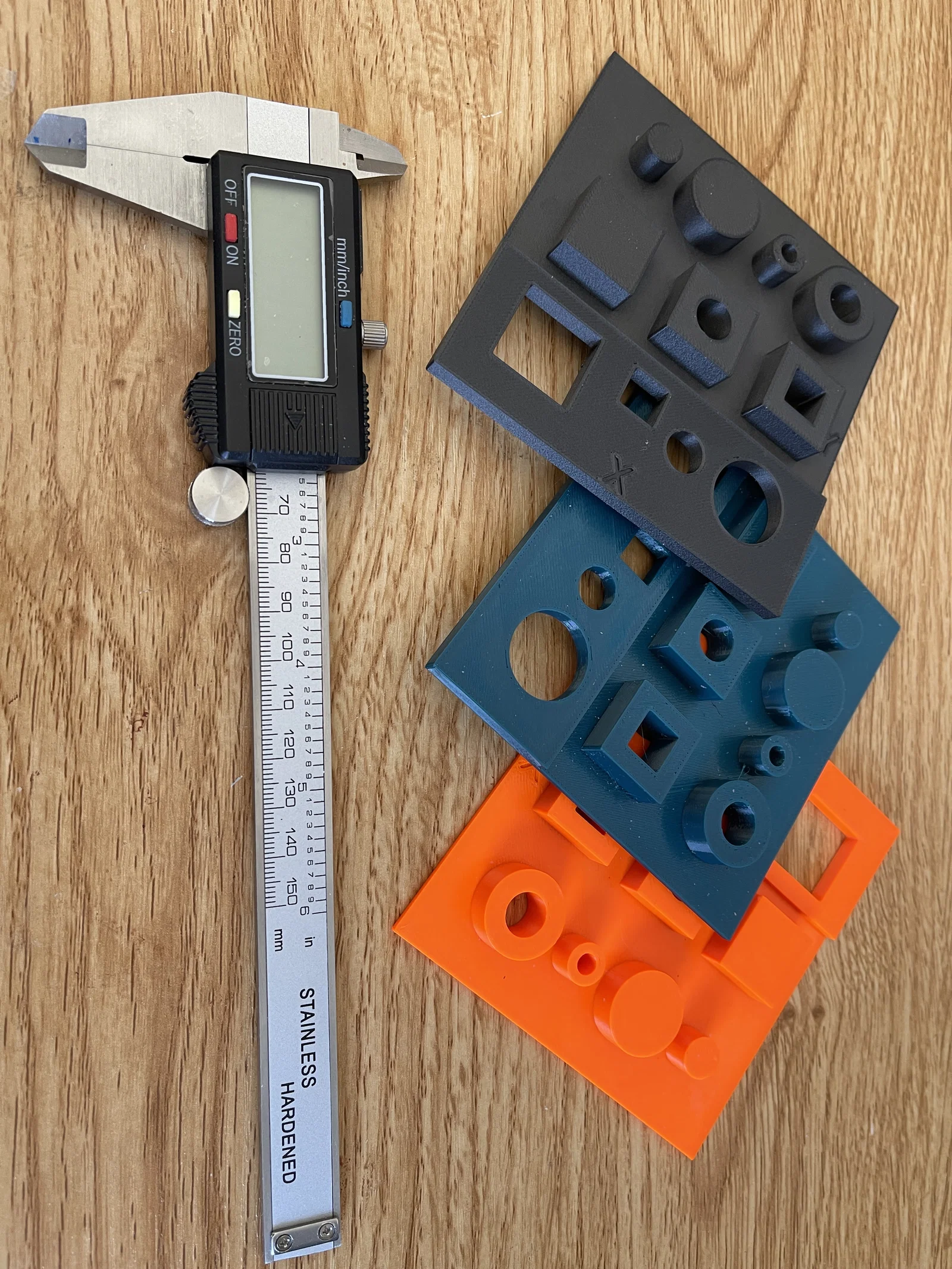
Kích thước ngoài của model là 100 mm x 100 mm x 2mm và chiều cao Z là 5 mm. Chia làm 3 hàng từ sau ra trước.
A) Hàng sau (Rear Row): đế 2mm.
a) Các trụ tròn (circular shaft) đường kính 10 mm và 20 mm, cao 10 mm.
b) Các trụ tròn đường kính 10 mm và 20 mm, có lỗ bên trong (interior holes) đường kính 5 mm và 10 mm.
c) Các cột chữ nhật (rectangular column) dày 5mm x cao 100m, mỗi cột có lỗ 5mm ở giữa, trục lỗ nằm ngang so với mặt bàn in (bed). Một cái được xoay để lỗ chạy theo hướng X, cái còn lại theo hướng Y.
B) Hàng giữa (Middle Row): đế 2mm 3 x khối vuông có chiều cao Z là 10 mm tính từ bed.
a) (trái) chốt vuông (square peg) 20 mm
b) (giữa) chốt vuông 20 mm có lỗ tròn đường kính 10 mm
c) (phải) chốt vuông 20 mm có lỗ vuông cạnh 10 mm
C) Hàng trước (Front Row) với đế cao 5 mm
a) Lỗ vuông 20 mm
b) lỗ vuông 10 mm
c) lỗ tròn đường kính 10 mm
d) lỗ tròn đường kính 20 mm
Usage: (Print directions). 1. Vật liệu: Vật liệu bạn dùng để test, dùng filament profile tiêu chuẩn của nó, và profile này nên được calibrate cho extrusion multiplier. Mình bắt đầu với PETG, nhưng mục tiêu là thử với nhiều loại vật liệu khác nhau. Nhớ đảm bảo filament khô trước khi in, vì ẩm có thể làm nhiễu kết quả do làm thay đổi co/nở của chính vật liệu.
2. Print Profile: 0.20 mm structural (medium speed), 15% grid infill, No supports, còn lại để mặc định. Nhưng bạn cứ thoải mái chỉnh theo các setting bạn hay dùng cho model thật. Số perimeters và lượng infill chắc chắn sẽ ảnh hưởng đến mức co/nở ở một mức nào đó. Bạn có thể thử setting “External Perimeters First”, vì nghe nói sẽ tăng độ chính xác. Mấu chốt là tìm ra setting nào giúp đạt độ chính xác kích thước tốt hơn.
4. Printer Profile: profile chuẩn của máy in của bạn.
5. Thiết lập/calibration phần cứng máy in.
- Máy in nên được calibrate đầy đủ gần đây bằng mục firmware control. Đừng bỏ qua bước nào.
- Belt Tensions nên được chỉnh để nằm khoảng giữa vùng xanh của dải tần số. 85 Hz cho trục X, 95 Hz cho trục Y.
- Nếu máy có fine tuning IS dựa trên accelerometer thì nhớ dùng luôn.
- In xong thì kiểm tra belt tensions lại, sau một bản in ngắn 90 phút thì đáng lẽ không đổi. Nhưng mình từng thấy có đổi.
\====
Đánh giá kết quả: Đo mọi kích thước trên mẫu in bằng thước kẹp (Calipers) có màn hình 4 chữ số, và ghi vào spreadsheet. Việc này giúp tính phần trăm sai số và giá trị hiệu chỉnh dễ hơn, ít gõ nhầm hơn. Bạn có thể copy/paste bảng dưới đây vào spreadsheet để tiết kiệm thời gian.
Row
Dimension Object
A: mm
Model
B: mm
as Printed
error
A-B
(mm)
(A-B)/A
Unitless
100*((A-B)/A)
Percentage
1 Rear
Plate height
2
ie 2.890
1
Circ Shaft 1 diameter
10
1
Circ Shaft 1 height
10
1
Circ Shaft 2 diameter
20
1
Circ Shaft 2 height
10
1
Circ Shaft 3 OD
10
1
Circ Shaft 3 ID
5
1
Circ Shaft 3 height
10
1
Circ Shaft 4 OD
20
1
Circ Shaft 4 ID
10
1
Circ Shaft 4 Height
10
1
Rect Shaft (1) X
10
1
Rect Shaft Y
5
1
Rect Shaft X
10
1
Rect Shaft Hole Diameter
10
1
Rect Shaft (2) X
5
1
Rect Shaft Y
10
1
Rect Shaft X
10
1
Rect Shaft Hole Diameter
5
2 Middle
Squ Shaft 1 X
20
2
Squ Shaft 1 Y
20
2
Squ Shaft 1 Hole Dia.
10
2
Squ Shaft 2 X
20
2
Squ Shaft 2 Y
20
2
Shu Shaft 2 Squ Hole X
10
2
Squ Shaft 2 Squ Hole Y
10
3 Front
Squ Hole 1 X
20
3
Squ Hole 1 Y
20
3
Squ Hole 2 X
10
3
Squ Hole 2 Y
10
3
Circ Hole 1 Dia.
10
3
Circ Hole 2 Dia
20
3
Plate Height
5
Từ đây bạn có thể tính sai số tái tạo kích thước, và hệ số hiệu chỉnh để nhập vào filament profile > advanced > Shrinkage compensation. Đơn giản là lấy số âm của sai số (theo phần trăm). Bạn cũng có thể thử ảnh hưởng của việc thay đổi số perimeters (vỏ theo phương đứng) và lượng infill, cũng như “External Perimeters First”. Rồi in lại mẫu test.
Đường kính lỗ cần được đánh giá riêng, và nếu vượt dung sai thì sẽ phải chỉnh trong phần mềm dựng (ví dụ Fusion 360), vì PrusaSlicer không có tool để làm việc này.
Đường kính trục và lỗ sẽ bị ảnh hưởng bởi
- các thay đổi scaling không đối xứng thực hiện trên plater page > scaling.
- hiệu ứng không đối xứng của việc vật liệu nở/co. (Điều này có khả thi không?)
- Nếu X và Y không cùng giá trị, lỗ tròn sẽ ra hình oval, khác nhau giữa đường kính theo X và theo Y, và lỗ vuông sẽ ra hình chữ nhật.
- Thú vị là hiệu ứng lỗ bị co nhỏ dường như phần lớn không phụ thuộc loại filament. Có vẻ sai số được đưa vào từ PrusaSlicer, khi nó nội suy giữa các mesh vertices dùng để biểu diễn một lỗ tròn. (Mình không hài lòng nếu đây là lời giải thích duy nhất).
Giấy phép

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!