Fan Shroud độ cho Prusa MK3S/MK3S+/MK3.5 - Tăng hiệu suất làm mát

Nâng cấp hiệu suất làm mát cho chiếc máy in 3D Prusa MK3S, MK3S+ hoặc MK3.5 của anh em với mẫu Fan Shroud được thiết kế tối ưu luồng khí. Phụ kiện này giúp hướng gió chính xác vào vòi phun, giải quyết triệt để vấn đề chảy xệ nhựa khi in các chi tiết phức tạp hoặc bridge. Được tối ưu hóa để in bằng nhựa PETG, mẫu này bền bỉ với nhiệt độ cao và không cần dùng đến support khi in. Đây là lựa chọn nâng cấp đơn giản, giúp tăng độ sắc nét và bề mặt mịn màng cho các bản in của anh em. Đừng quên bật tính năng Ironing khi in để đạt được kết quả thẩm mỹ cao nhất.




Mô tả
Fan Shroud tối ưu luồng gió cho Prusa MK3S/MK3S+/MK3.5
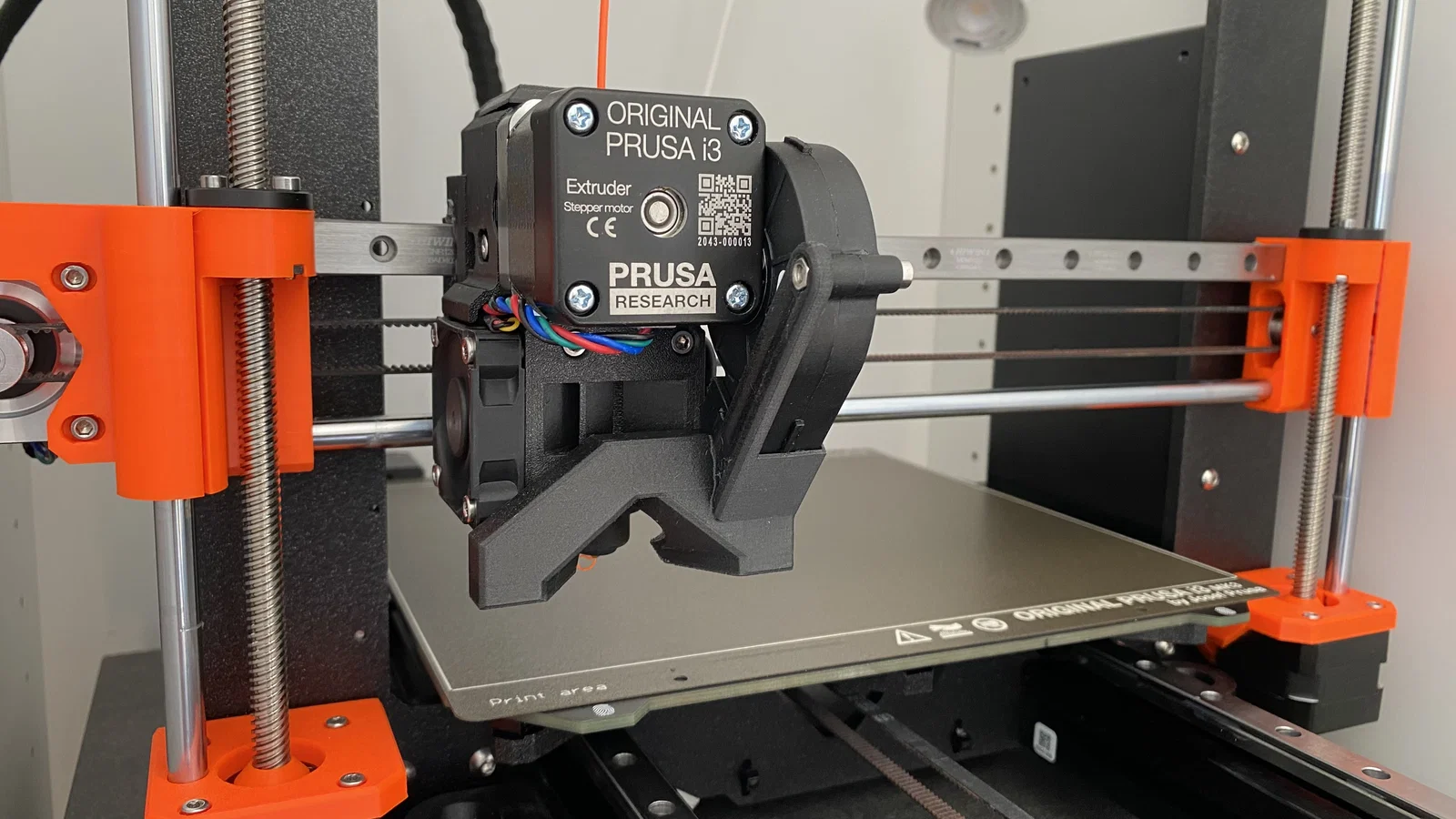
Nếu anh em đang sử dụng dòng máy in 3D Prusa MK3S, MK3S+ hay phiên bản MK3.5 và cảm thấy bộ phận làm mát đầu in (fan shroud) zin chưa thực sự ưng ý, thì đây là bản nâng cấp đáng để thử nghiệm. File thiết kế này là một bản remix tinh chỉnh lại cấu trúc dẫn luồng gió, giúp hướng luồng khí làm mát trực tiếp vào vị trí nhựa vừa được đùn ra khỏi vòi phun. Việc làm mát hiệu quả ngay tại điểm in là yếu tố sống còn để các chi tiết cầu kỳ, các đoạn cầu (bridge) hay các phần nhô ra (overhang) không bị chảy xệ hoặc biến dạng.
Thiết kế này được tối ưu hóa để tương thích hoàn hảo với cụm đầu in gốc của dòng máy Prusa. Khi lắp đặt, nó ôm sát và giữ vững vị trí, đảm bảo luồng gió ổn định xuyên suốt quá trình in, giúp bề mặt sản phẩm mịn màng và độ chính xác hình học cao hơn hẳn so với linh kiện tiêu chuẩn. Đây là một món phụ kiện nhỏ nhưng mang lại sự khác biệt lớn về chất lượng in ấn, đặc biệt là khi anh em làm việc với các chi tiết có độ phức tạp cao hoặc cần thời gian in dài.
Các lưu ý quan trọng để anh em in mẫu này đạt kết quả tốt nhất:
- Vật liệu in: Khuyên dùng nhựa PETG để đảm bảo khả năng chịu nhiệt tốt, tránh tình trạng bị biến dạng do nhiệt độ tỏa ra từ đầu phun trong quá trình hoạt động lâu dài.
- Cấu trúc in: Độ dày lớp (Layer height) nên để ở mức 0.15mm để đảm bảo độ chi tiết và độ bền của các vách dẫn gió mỏng.
- Infill: Thiết lập Gyroid infill ở mức 15% là đủ để đạt sự cân bằng giữa độ cứng cáp và khối lượng nhẹ, không làm nặng thêm cụm đầu in.
- Thiết lập in: Không cần dùng support. Hãy bật tính năng Ironing (ủi bề mặt) cho các lớp trên cùng để có bề mặt thành phẩm hoàn hảo và thẩm mỹ nhất.
- Lưu ý nhiệt độ: Khi in với PETG, hãy duy trì nhiệt độ vòi phun khoảng 245°C và bàn in ở 85°C để nhựa bám dính tốt, không bị cong vênh.
Việc thay thế fan shroud này không chỉ cải thiện hiệu suất mà còn giúp chiếc Prusa của anh em vận hành ổn định hơn với nhiều loại vật liệu in khác nhau.
Giấy phép

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!