Hướng dẫn in hỗ trợ bằng PLA và PETG - MultiMaterialSupports

Khám phá cách sử dụng PLA và PETG làm cấu trúc hỗ trợ cho nhau (MMS) để có bề mặt in hoàn hảo. Hướng dẫn chi tiết về cấu hình in, tháp xả nhựa và thiết lập tối ưu để tách hỗ trợ dễ dàng mà không để lại cặn.









Mô tả
Cập nhật:
----- Tháng 10 năm 2024: Đã thêm khoảng cách mẫu giao diện (Interface pattern spacing)
MultiMaterialSupports - Cấu trúc hỗ trợ tối ưu!
In các vật thể hoàn hảo với cấu trúc hỗ trợ dễ dàng loại bỏ từ PLA và PETG!
Trong hướng dẫn này, bạn sẽ biết được:
- MultiMaterialSupports (MMS) là gì và chúng hoạt động ra sao.
- Các thiết lập cần thiết để đạt kết quả tối ưu.
- Cách khắc phục sự cố và cải thiện chất lượng in.
Ưu điểm của MMS:
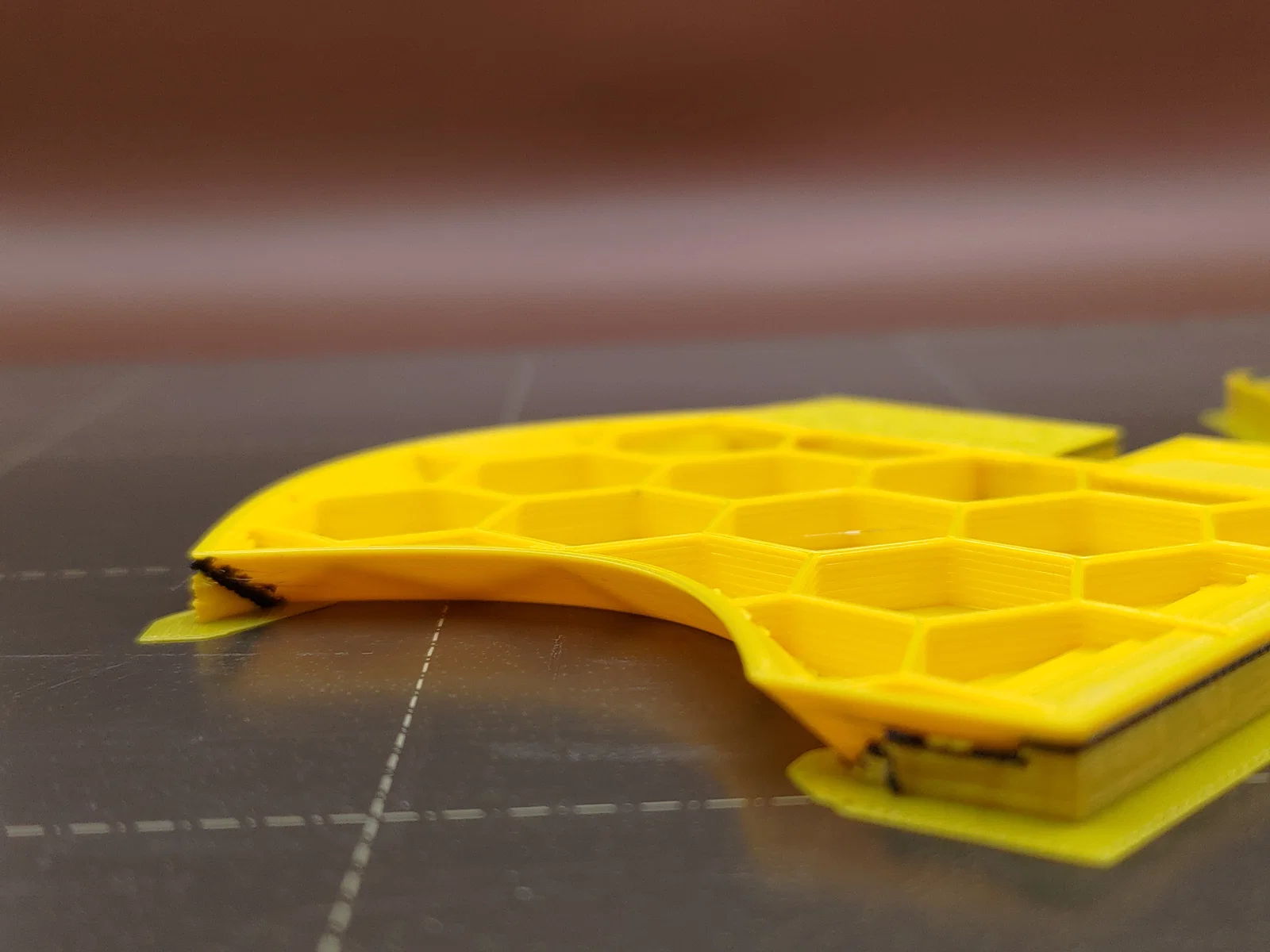
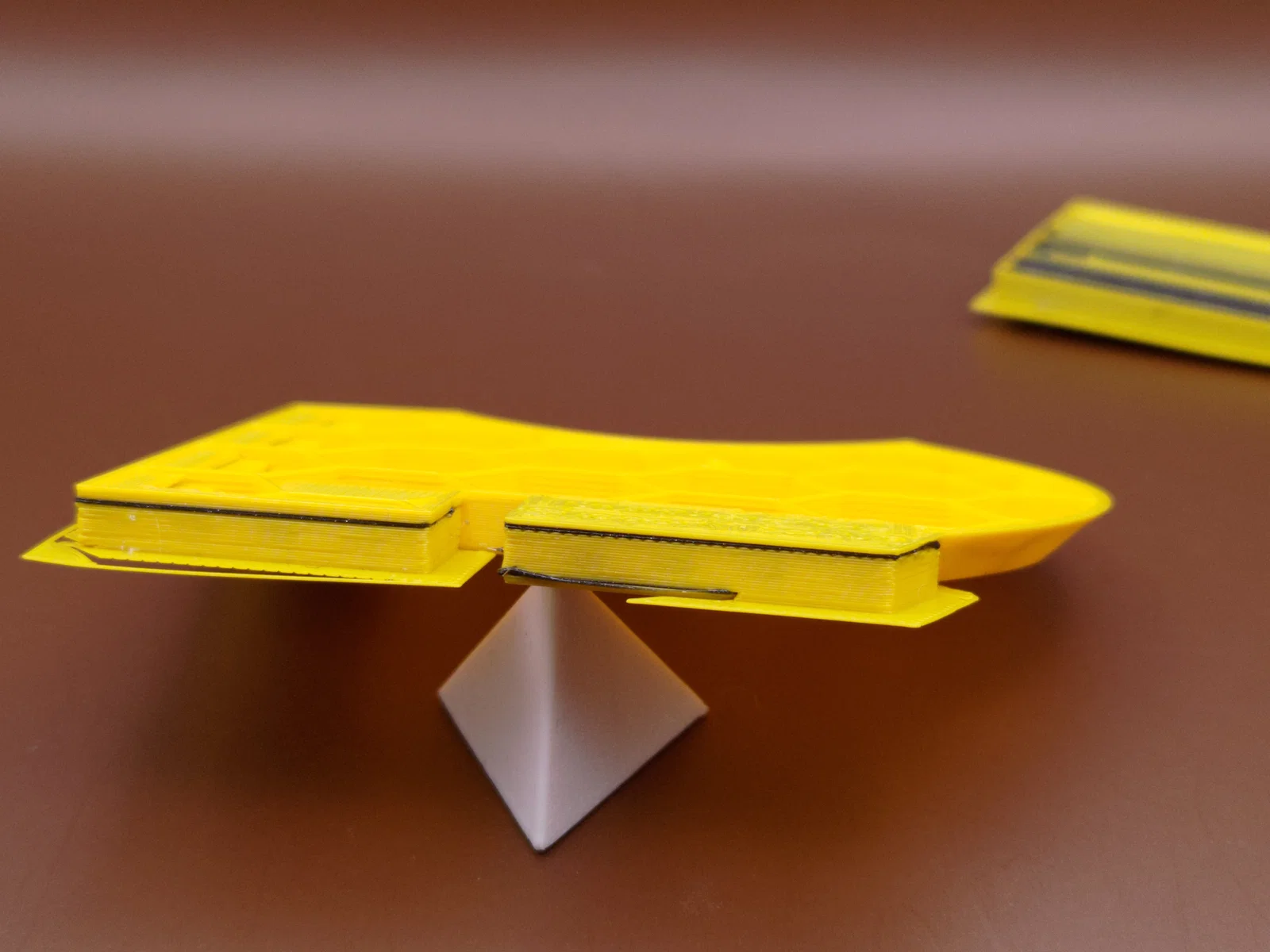
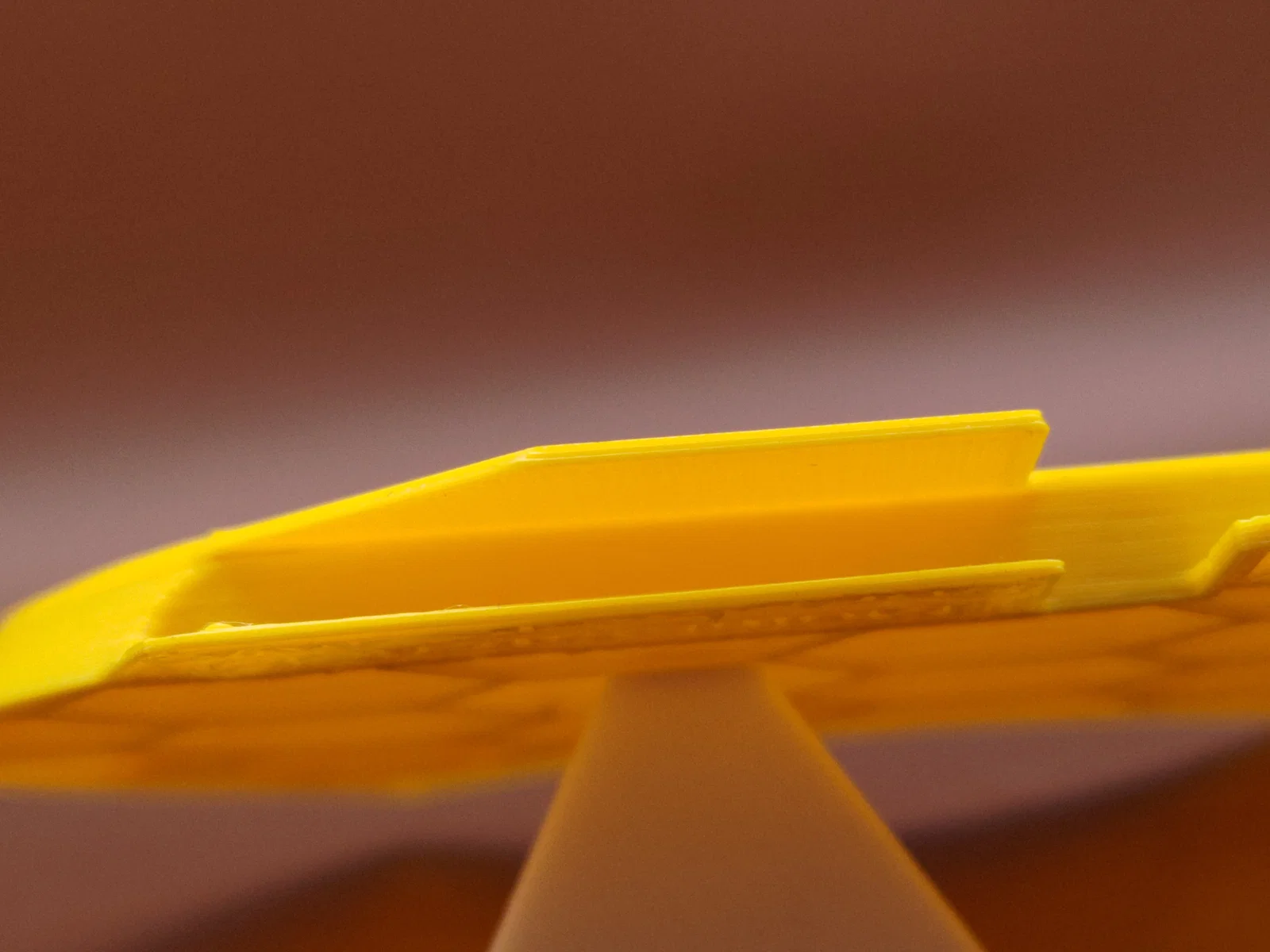
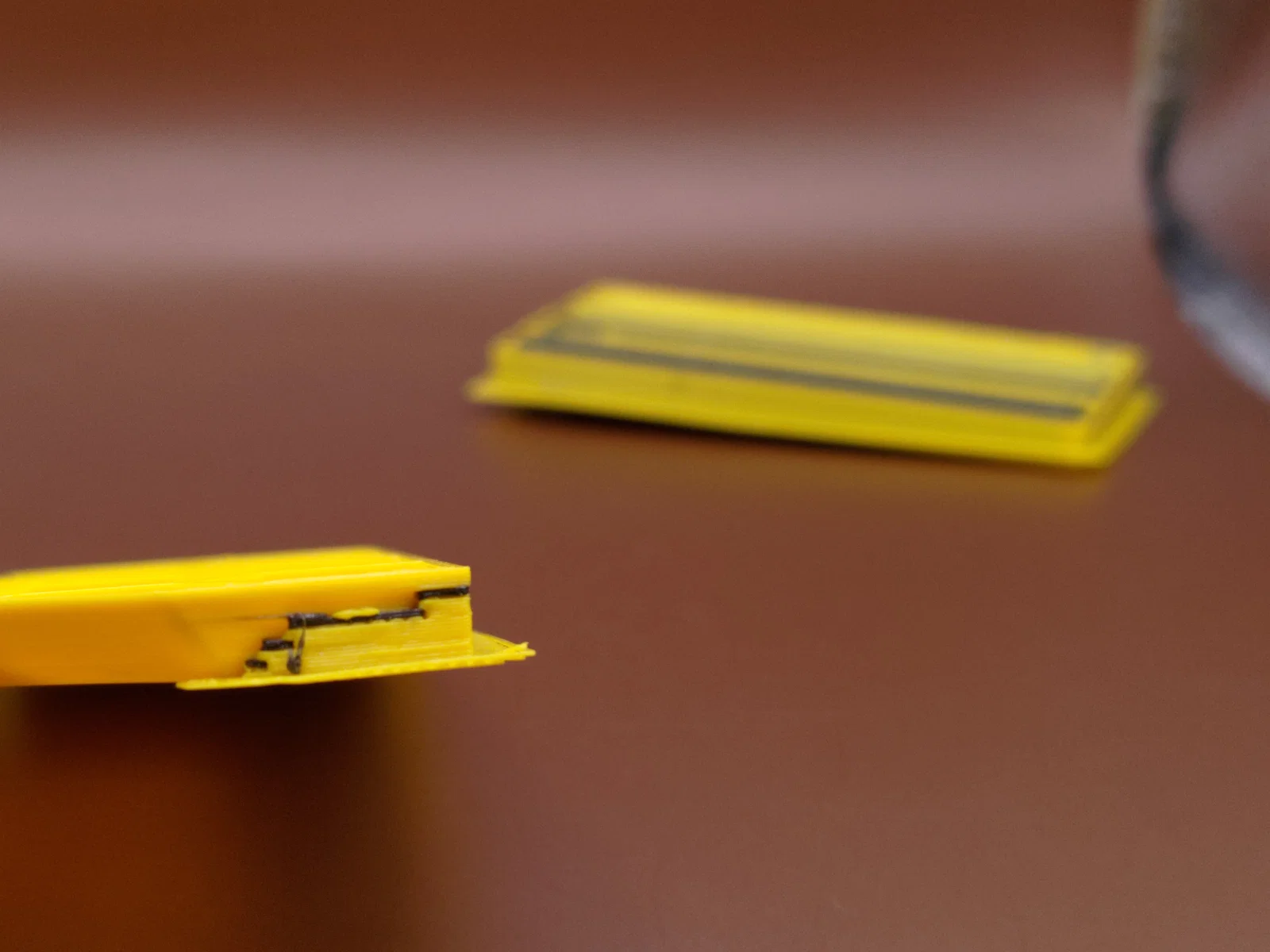
- Dễ tháo rời: Cấu trúc hỗ trợ tách khỏi vật thể in mà không để lại cặn.
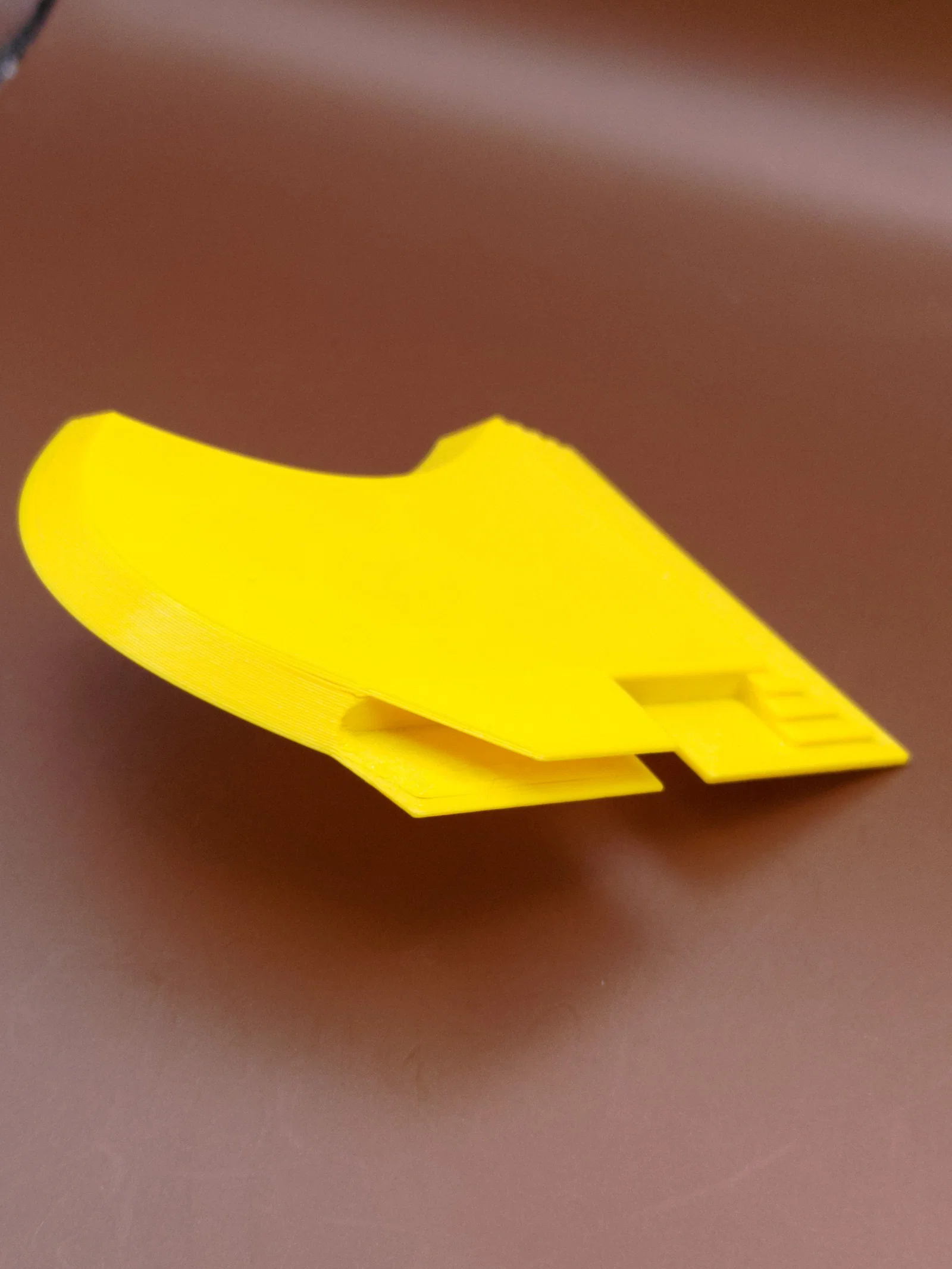
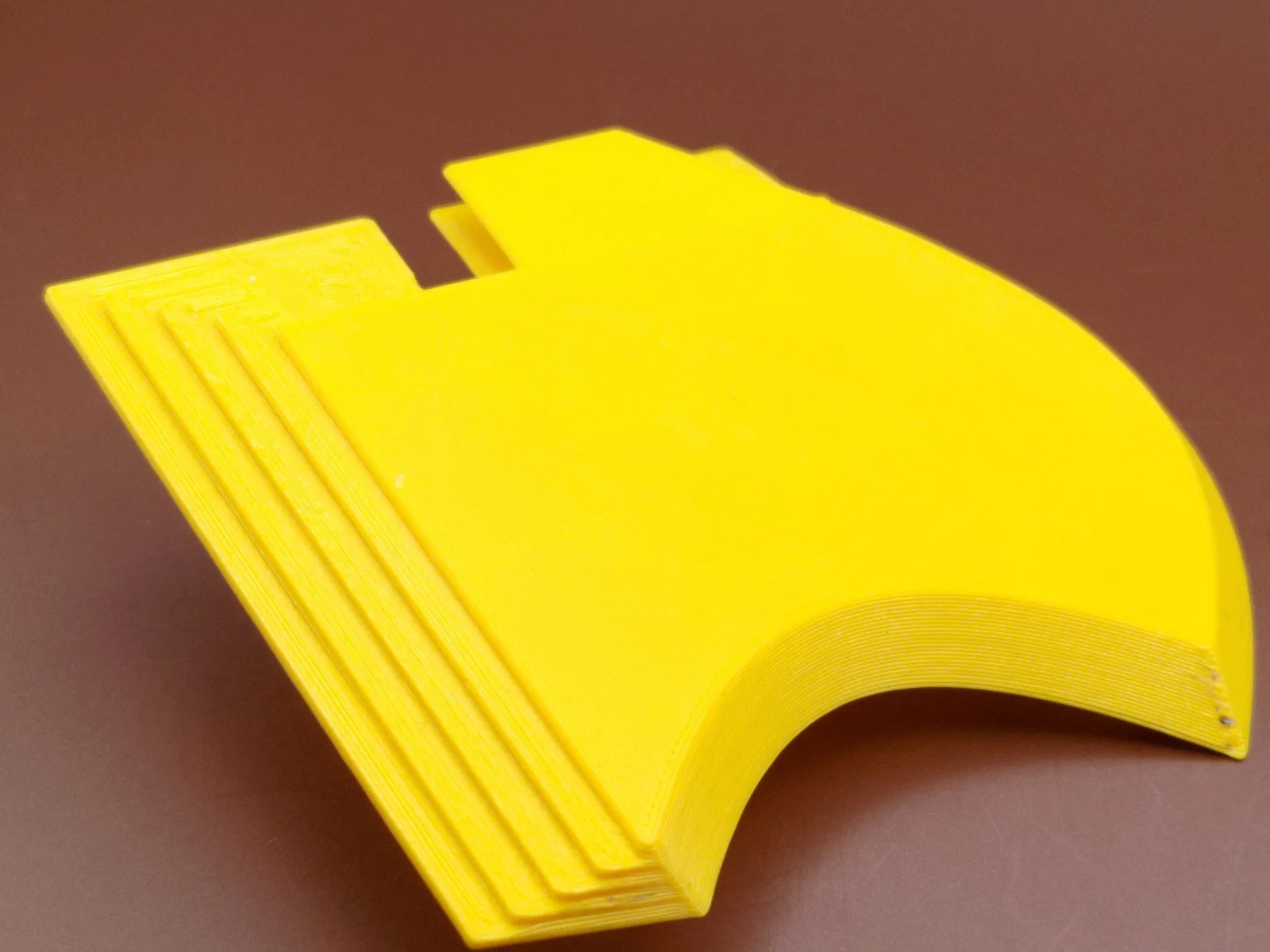
- Bề mặt nhẵn mịn: Bạn có được những bản in hoàn hảo mà không bị gồ ghề, bong bóng hay vết sẹo.
- Tiết kiệm: PLA và PETG là những loại nhựa in (filament) giá rẻ.
Giới thiệu
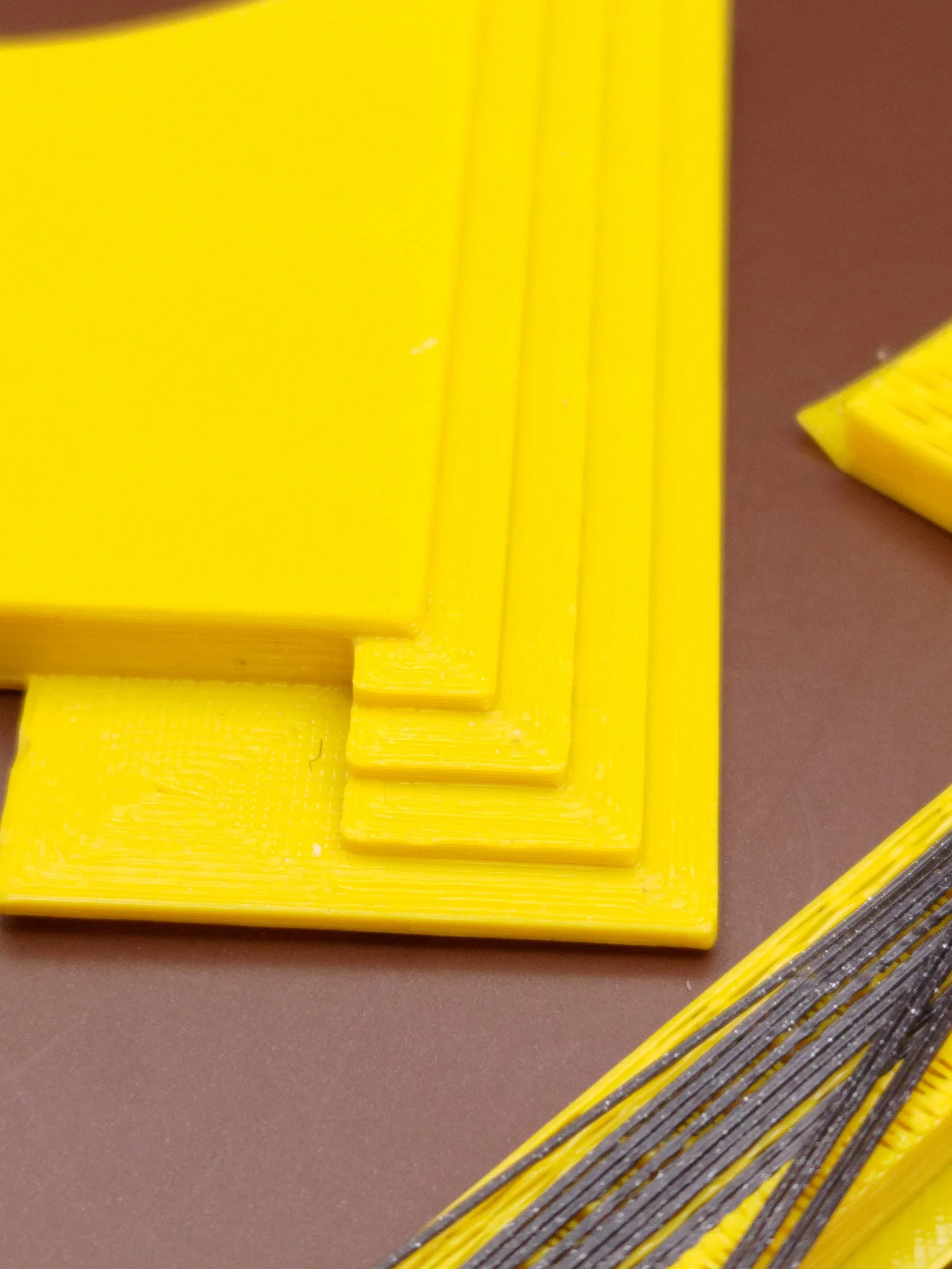
Khi tôi phát hành một trong những mẫu in gần đây, sử dụng PLA làm hỗ trợ cho PETG, tôi không ngờ rằng chủ đề này vừa nhận được sự quan tâm rộng rãi, vừa gặp phải những vấn đề không lường trước được.
Sau đây, tôi muốn cung cấp một cái nhìn tổng quan và giới thiệu đôi chút về in đa vật liệu. PLA và PETG hầu như không bám dính vào nhau và về bản chất là không tương thích. Điều này có nghĩa là chúng không thể kết hợp trong các bản in thông thường. Tuy nhiên, điều này lại tạo cơ hội sử dụng chúng làm vật liệu hỗ trợ giá rẻ, dễ hòa tan, khi được cài đặt tối ưu sẽ không để lại cặn trên vật in. Tôi gọi quy trình và vật liệu này là MultiMaterialSupports, viết tắt là MMS.
Việc kết hợp PLA và PETG mang lại một số thách thức:
- Nhiệt độ in khác nhau
- Độ bám dính giữa các lớp kém trong khi in
- Cần làm sạch nhựa thừa trong đầu phun trước khi in vật liệu tiếp theo
- Nhiệt độ bàn in khác nhau
- Độ co ngót vật liệu khác nhau
Tôi khuyên bạn nên tạo thêm cấu hình in riêng cho MMS cũng như cấu hình filament cho hỗ trợ PLA và PETG. Bạn có thể liên kết các cấu hình mới này với cấu hình máy in đa vật liệu để ẩn chúng đi khi in đơn vật liệu.
Tôi sẽ cung cấp các cấu hình mẫu trong tệp 3mf. Lưu ý rằng bạn vẫn cần điều chỉnh chúng cho phù hợp với nhu cầu của mình!
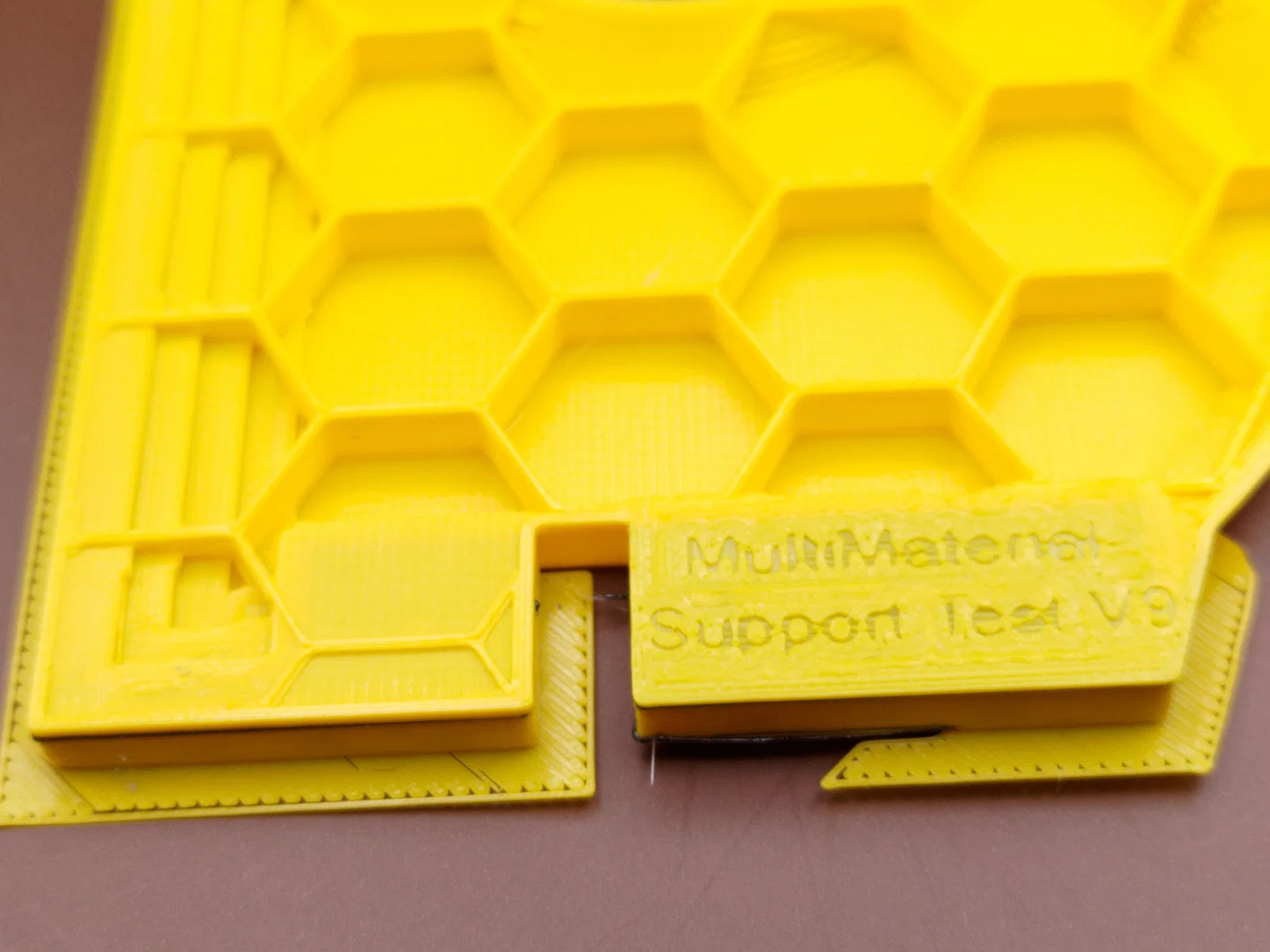
Tệp kiểm tra (Test file):
Tệp này dùng để kiểm tra từng thành phần. Nó giúp bạn xác định xem có nên gán tháp xả nhựa (purge tower) cho một đầu đùn, hay gán cho tất cả các phần hỗ trợ, hoặc liệu có thể tiết kiệm bằng cách xả nhiều hơn hay không. Đây không phải là mô hình "Click and Print" - bạn nên tìm các thiết lập tối ưu cho riêng mình.
Đề xuất điều chỉnh:
Thiết lập Filament:
- Nhiệt độ bàn in: Cài theo vật liệu chính (A)
- Đánh dấu "hòa tan" cho MMS (B)
- Thể tích xả (Purge volume): Tăng lên (đây là yếu tố quan trọng nhất) (C)
- Nhiệt độ: Cài đặt thông thường tối ưu (D)
- Loại filament (E)
- Tốc độ thể tích tối đa (MVS): Giảm nếu cần (F)
- Làm mát: Giảm nếu cần (G)
Thiết lập in:
- Extruder cho lớp giao diện: MMS (H)
- Extruder cho hỗ trợ: Vật liệu chính hoặc không xác định (I)
- Extruder cho tháp xả: Vật liệu chính hoặc không xác định (J)
- Cấu trúc hỗ trợ: Nên để "seamless" (K)
- Số lớp giao diện trên/dưới: 1-3 (K)
- Khoảng cách từ vật in đến giao diện: 0.0, tăng nhẹ nếu cần (K)
- Xả vào vật thể/infill: TẮT (L)
- Đồng bộ lớp: BẬT
- Tránh vượt qua biên: BẬT (M)
- Khoảng cách mẫu giao diện (Interface pattern spacing): 0mm (N)
Giải thích chi tiết:
(A) Chỉ để một vật liệu chạm vào bàn in. (C) Nếu gặp vấn đề bám dính, hãy tăng thể tích xả lên gấp đôi hoặc hơn. (H) Tôi luôn dùng MMS làm "lớp giao diện hòa tan" để giữ độ chính xác. (N) Cài đặt khoảng cách mẫu giao diện là 0mm để bề mặt tiếp xúc đồng nhất.
Lời kết:
Cảm ơn bạn đã chọn hướng dẫn và mô hình kiểm tra của tôi! Nếu bạn có bất kỳ lỗi nào cần góp ý, hãy gửi tin nhắn riêng cho tôi. Sự ủng hộ của bạn qua các lượt tải xuống, thích và quyên góp sẽ giúp tôi tiếp tục phát triển thêm nhiều mô hình hữu ích hơn nữa.

Giấy phép
File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!