Printable Snapmaker J1/J1s 40mm Riser (Top Hat) In 3D

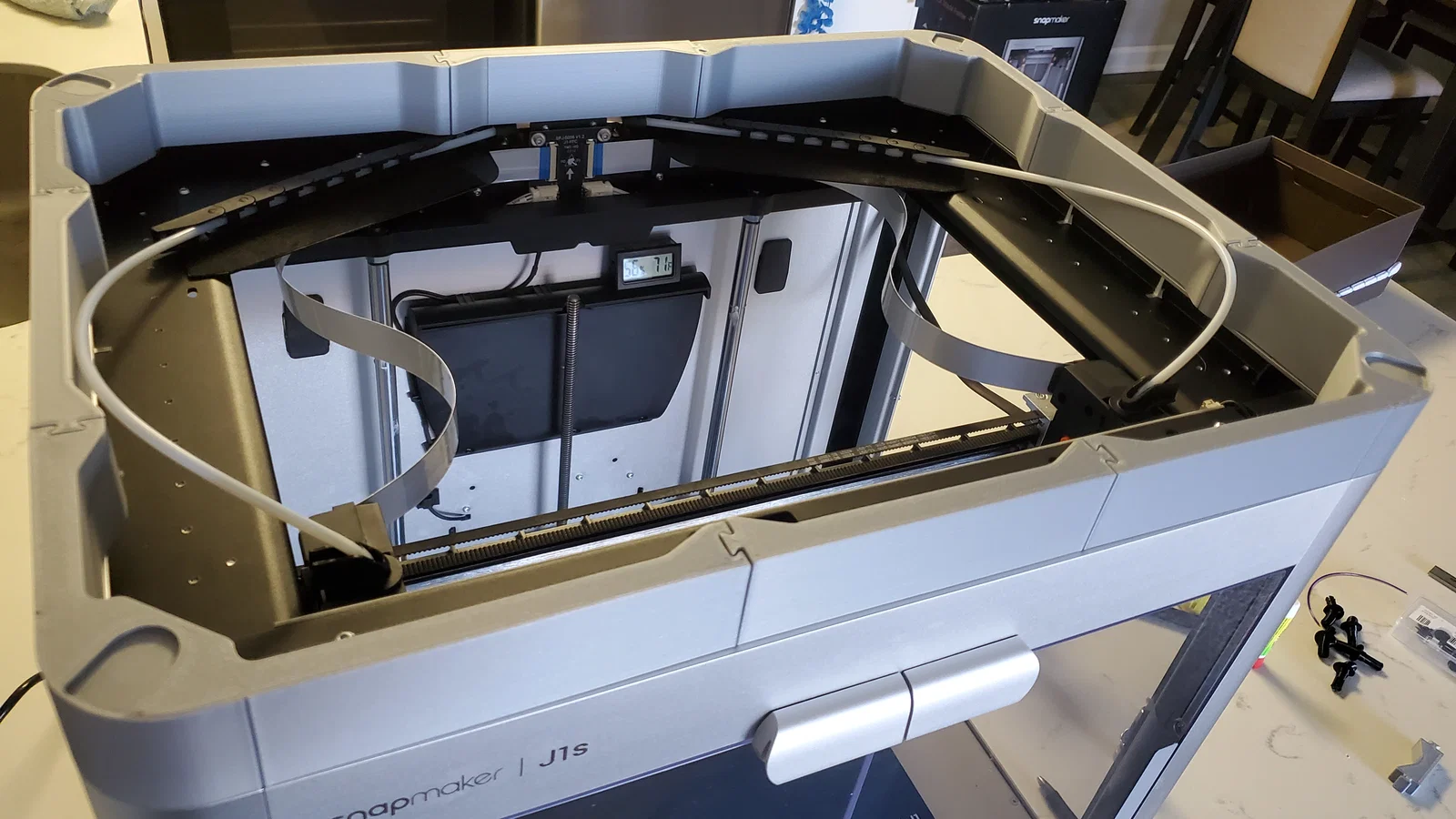
Riser/top hat nâng nắp 40 mm in hoàn toàn cho Snapmaker J1/J1s, giúp giảm góc bẻ filament (~135°) và giảm cọ ồn trên nắp nhôm. Gồm 2 Corner A, 2 Corner B và 4 Side; có bản không nam châm hoặc chôn nam châm khi in.











Mô tả
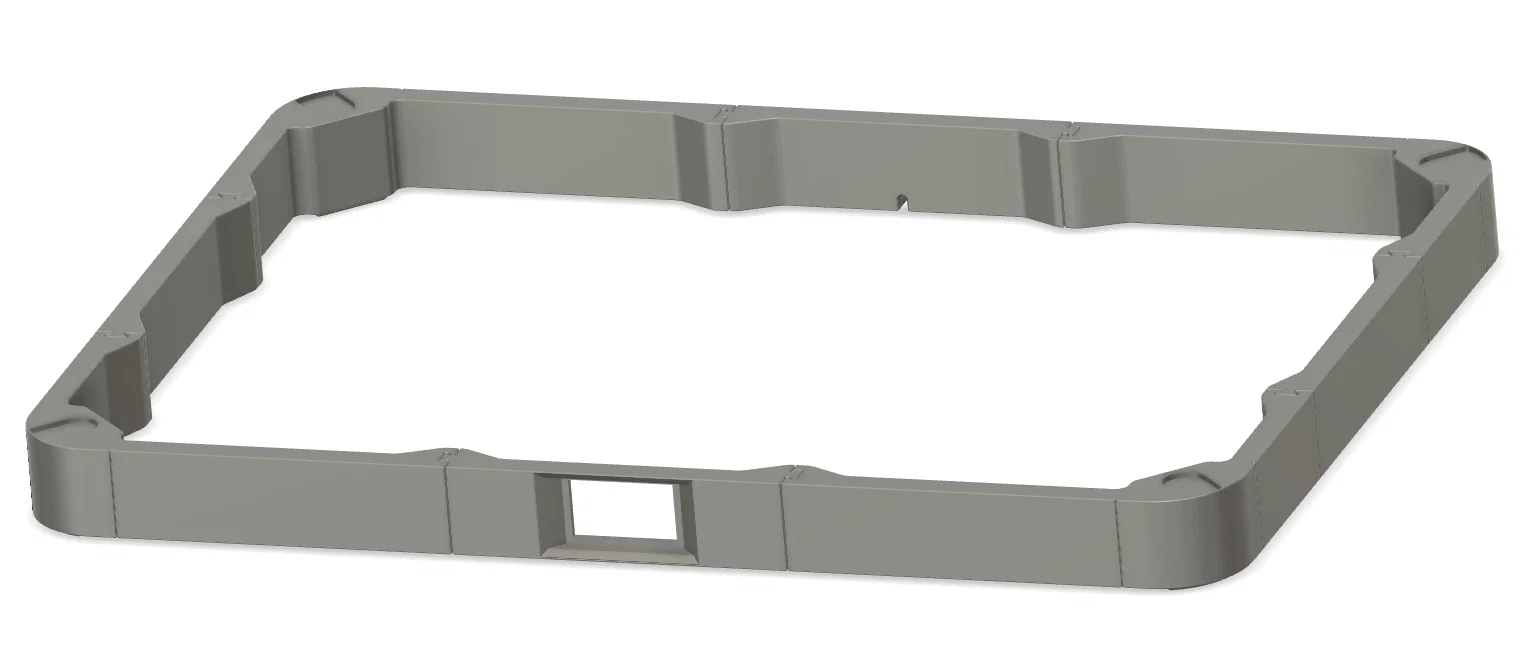
Một bộ riser/nắp chụp (top hat) nâng nắp 40 mm, in hoàn toàn bằng nhựa cho Snapmaker J1 hoặc J1s.
Lấy cảm hứng từ edgett’s “Snapmaker J1/J1s Tophat” trên Printables (bản đó cần làm hông bằng nhôm theo kích thước riêng) và . Bản của mình được thiết kế để in 100% và che kín hoàn toàn cho những ai không cần vẻ ngoài nhôm “siêu gọn gàng”. Phiên bản đơn giản nhất không cần thêm phần cứng nào.
Hai mục đích chính:
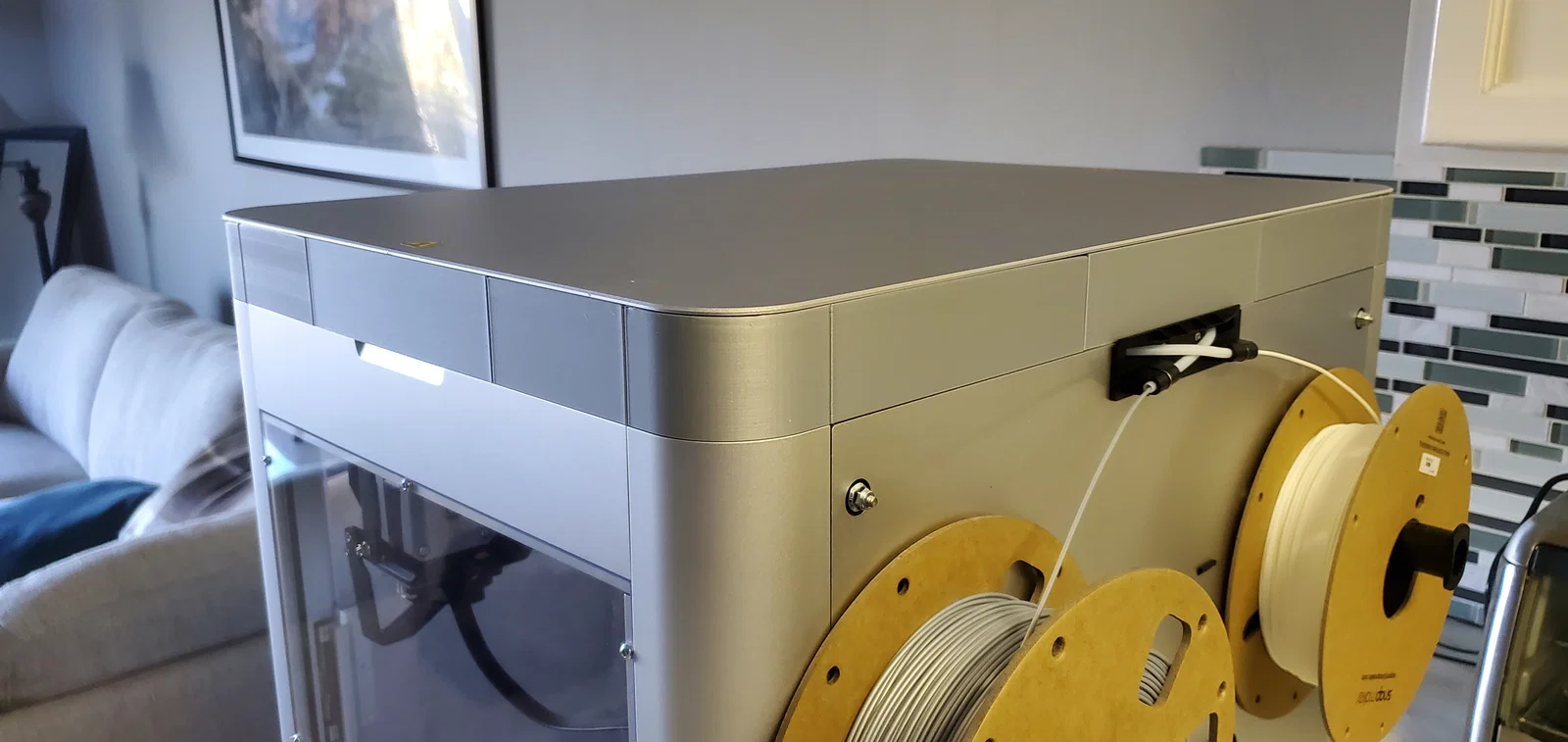
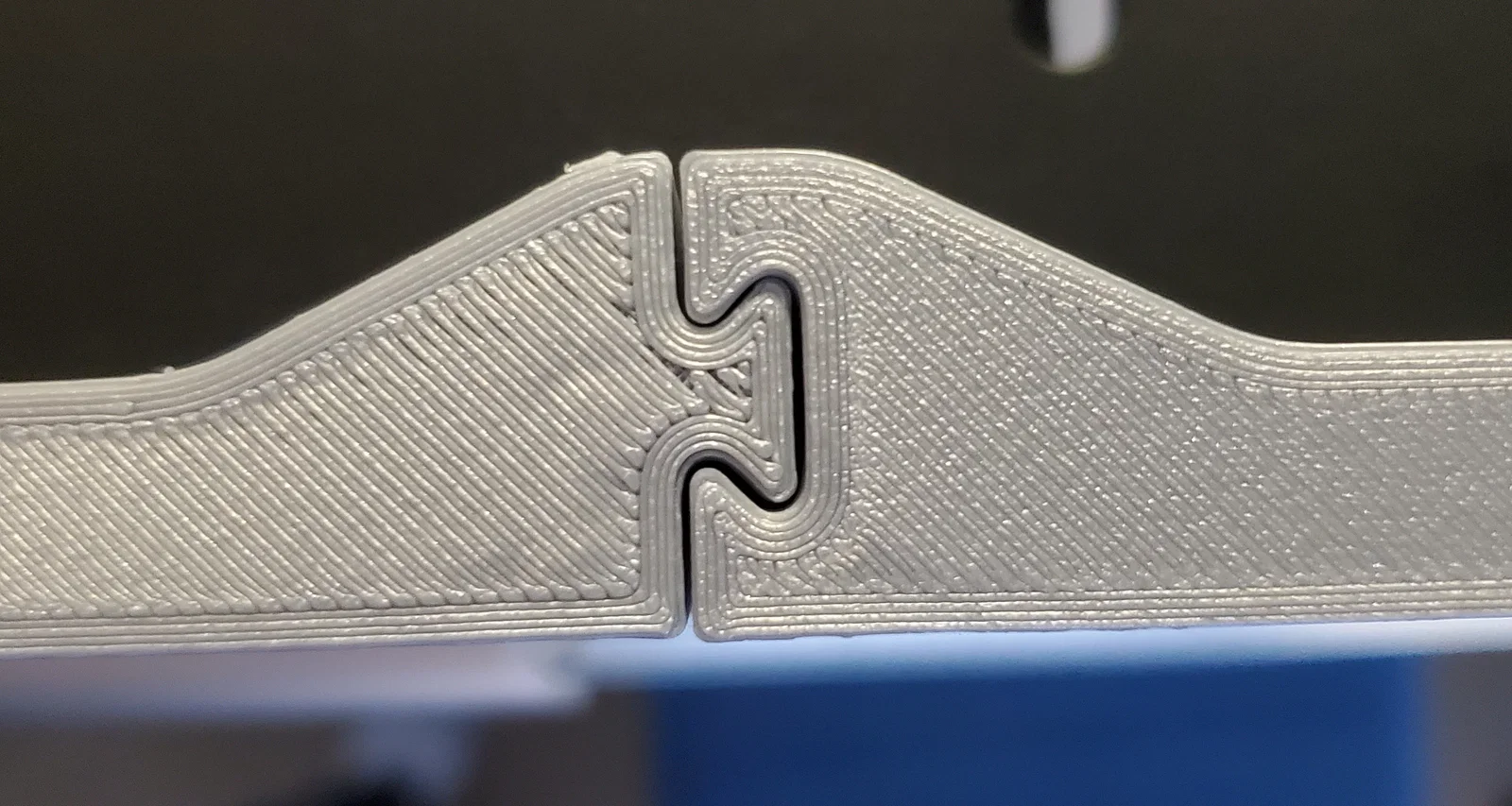
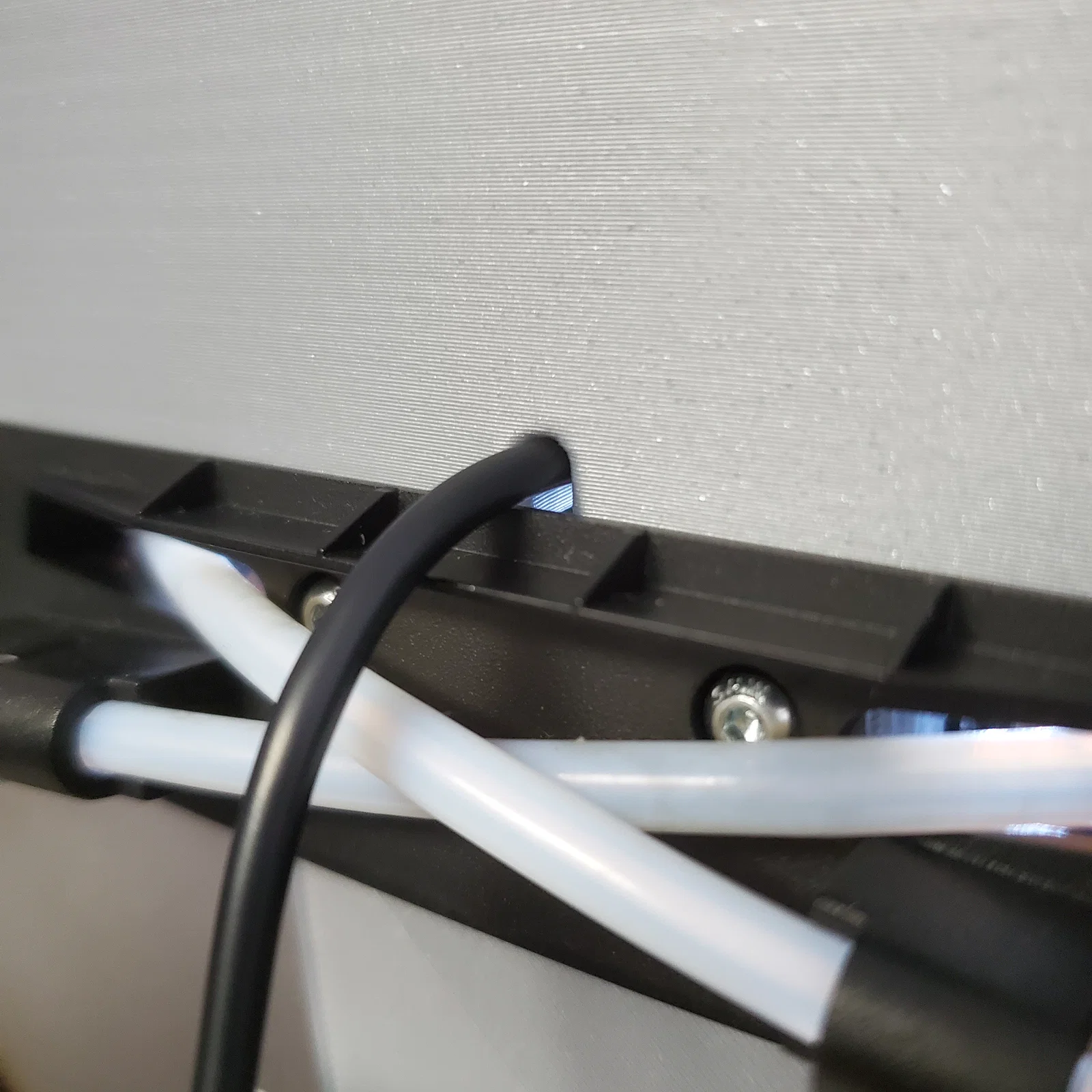
- Giảm góc bẻ của filament đi vào extruder từ 90 độ xuống khoảng ~135 độ. Giúp giảm ma sát và giảm khả năng filament bị kẹt.
- Giảm tình trạng các guide cọ vào nắp nhôm (ít ồn hơn).
Thành bên được giữ tối thiểu dày 12 mm, gần tương đương bề rộng phần đỉnh của vỏ nhôm. Mục tiêu là ngay cả khi in PLA thì cũng đủ dày để chịu được một mức cong vênh nào đó.
Thiết kế cho việc in với layer height 0.25 mm và wall 0.4 mm.
Để lắp đủ một bộ riser, bạn cần:
- 2 miếng “Corner A” (có hoặc không có nam châm)
- 2 miếng “Corner B” (có hoặc không có nam châm)
- 4 miếng “Side” tùy bạn chọn
Bản đơn giản nhất dùng 2 Corner A và 2 Corner B loại không nam châm, kèm 4 side trơn (blank) nên không cần thêm phần cứng. Chỉ việc in rồi ghép trượt vào nhau là xong!
Thiết lập đã dùng trên Snapmaker J1s với PLA+:
- Layer height: 0.25 mm
- Line và nozzle width: 0.40 mm
- Top/Bottom layers: 3
- Wall thickness: 1.2 mm (3 lines)
- Infill: 20% Cubic
- Initial layer speed: 35 mm/s
- Outer wall speed: 75 mm/s
- Inner wall speed: 150 mm/s
- Infill speed: 175 mm/s
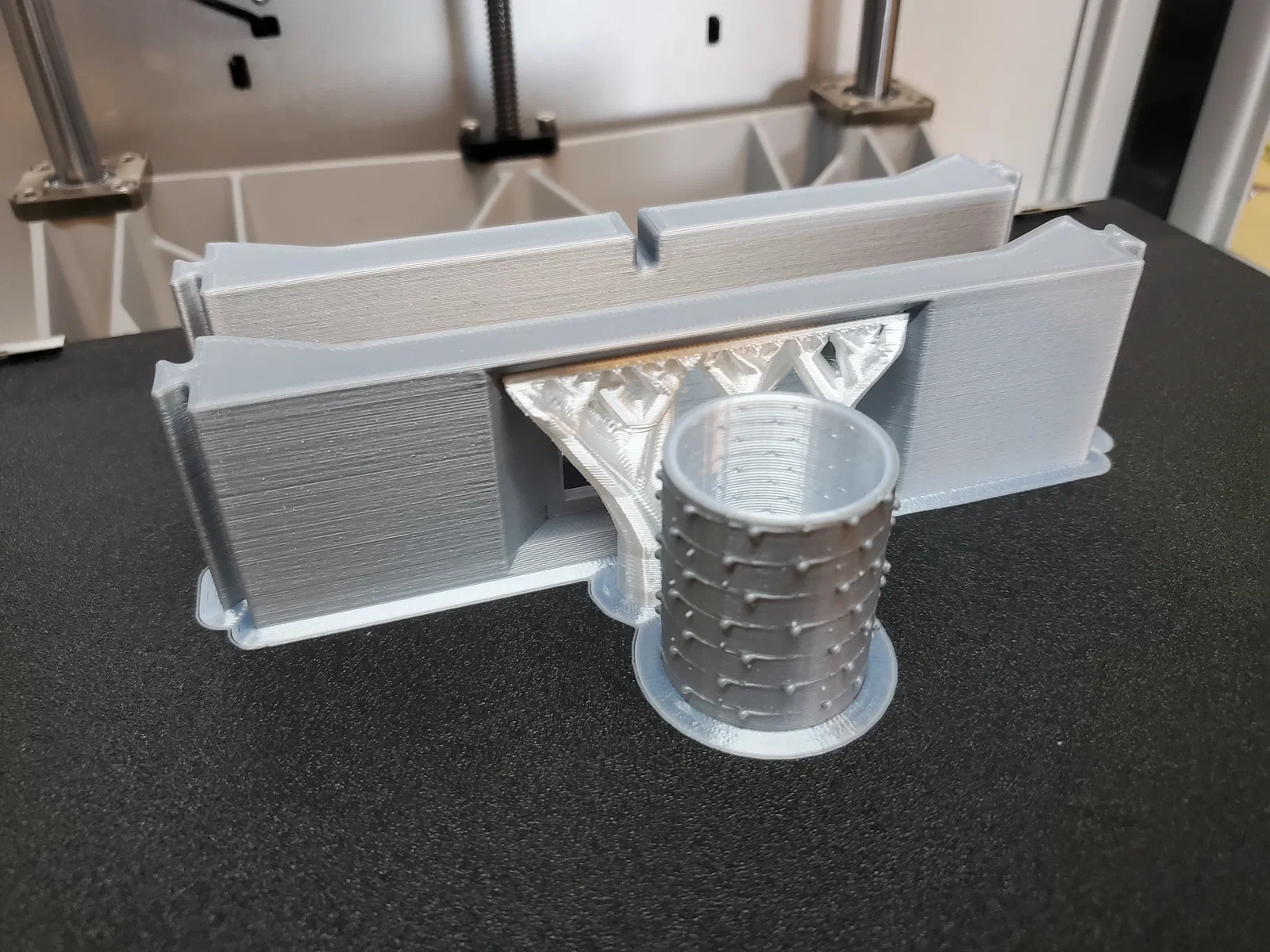
- Supports: (Xem ghi chú.) Normal cần để lấp các hốc ở góc và Tree có thể cần cho side panel tùy chọn. Dùng vật liệu Snapmaker PLA breakaway.
- Brim: Ít nhất 8 mm. Đặc biệt các góc rất dễ bị warp.
Mẫu được dựng theo hướng “đúng chiều”, nhưng nhiều chi tiết nên in úp mặt xuống. Vui lòng xem kỹ orientation khi import vào slicer.
Với các thiết lập này, mình in hết khoảng 510 g PLA trong tổng ~12 giờ. Về orientation, supports và các chi tiết khác, vui lòng đọc ghi chú bên dưới.
Dung sai nhìn chung khá “dễ chịu”, nên độ chính xác kích thước không phải vấn đề lớn cho việc lắp. Khi lắp xong nó hơi lỏng nhẹ nhưng tổng thể nhìn vẫn gọn và đẹp.
In các miếng Side:
Bất kỳ 4 miếng Side nào cũng lắp thay thế được cho nhau. Bạn cần tổng cộng 4 miếng.
- Blanks là vách trơn, đặc.
- Lỗ 3 mm là tùy chọn cho mặt sau. Mục đích để luồn cáp USB (ví dụ cho camera) đi vào.
- Thermo Window được thiết kế để bấm lắp (clip-in) một bộ thermometer/hygrometer rẻ tiền kích thước (46 mm x 26 mm) vào tấm side phía trước.
Với kiểu cuối, hygrometer/thermometer có degC: [Link Amazon bị hỏng! Thiết kế để vừa loại hygro/thermo digital dạng chữ nhật bấm lắp 1.75"W x 1"H. Loại thường bán để dùng trong hộp humidor.]
Khuyến nghị in tất cả side sao cho các lớp (layers) song song với mặt trên để nhìn đẹp và đảm bảo biên dạng dovetail sạch.
In miếng side kiểu “Thermo Window” sẽ khó hơn do bị overhang. Mình dùng vật liệu Snapmaker breakaway với tree supports (xem ảnh) cho phần đó để bridging rất sạch, và cái hygrometer bấm vào vừa khít luôn!
In các miếng góc:
Corner A và Corner B là bản đối xứng gương (mirror) của nhau. Bạn cần 2 miếng mỗi loại. Nên in sao cho “mặt trên” của chi tiết nằm trên build plate (tức in lộn ngược). Cách này làm các hốc (pockets) hướng xuống dưới và sẽ cần support để giữ phẳng. Mình dùng Normal supports với XY gap đủ để có thể luồn dụng cụ vào cạy ra. Với Snapmaker PLA breakaway thì kẹp bằng kìm là bong sạch.
Góc ngoài của chi tiết sẽ có một đoạn radius tường mỏng khi in theo hướng này. Chỗ đó rất dễ bong và warp khỏi build plate. Hãy dùng brim rộng và để ý nhiệt độ môi trường. Mình dùng breakaway brim nên tháo rất dễ, kể cả ở phần dovetail. Brim cùng vật liệu (same-material) có thể bám tốt hơn.
“Không nam châm” thì đơn giản: khối đặc, cứ slice, in là xong! Thật ra nó cũng nặng và đứng khá chắc, nên nam châm có thể hơi “dư”.
Bản “Có nam châm” được thiết kế để nhét nam châm ngay trong lúc in! Không thể thêm nam châm sau khi in xong.
Thiết kế cho nam châm đường kính ngoài 14 mm (OD) x dày 3 mm (0.55” OD x 1/8” thick) (https://www.amazon.com/gp/product/B0B1J2J7SZ/). Mỗi model có hai hốc để chôn nam châm. Bạn sẽ cần tối thiểu 8 viên nam châm. Cẩn thận vì nam châm mỏng và dễ bể.
[Cập nhật: J1/J1s hoàn toàn có hỗ trợ lệnh M600 park và pause! Ít nhất là firmware v2.6 trở lên. Thành thật xin lỗi vì thông tin sai trước đó!]
Phần này hơi nâng cao. Nếu in trên Snapmaker J1, bạn cần chèn lệnh đổi filament M600 ở đầu layer (các layer) bắt đầu che các hốc nam châm. Nếu bạn slice theo layer height 0.25 mm khuyến nghị, và in chi tiết lộn ngược (để pockets hướng xuống, phần lồi hướng lên) thì đó sẽ là layer 25 và 164. Nhớ kiểm tra lại trong preview của slicer bạn dùng.
Khi tới layer đó, extruder sẽ chạy về vị trí park và pause để bạn nhét nam châm vào.
Trước khi bắt đầu: nhớ kiểm tra đúng cực (polarity) của nam châm. Cái này quan trọng cho những viên nam châm hướng về phía máy (những viên nằm dưới layer 164). Mình kiểm và đánh dấu hết bằng bút Sharpie trước khi in. Nghĩ kỹ vì mình đang in lộn ngược so với lúc lắp thực tế…
Hotend cũng có ốc nam châm nữa! Khi nhét nam châm, mình in 2 góc mỗi lần, có dùng một chút keo super glue ở mặt nam châm hướng xuống và giữ khoảng 60 giây trước khi resume. Chỉ để tăng lực giữ chút xíu. Nếu không, hotend ở gần nam châm đủ để hút/nhấc nó lên trước khi có lớp nhựa phủ qua.
Chúc bạn in ngon và thành công!
UPDATE 2: Xem phần makes để thấy vài build plate “chế” rất hay.
@SeanMcArdle_772738 chỉ ra là có thể xếp tất cả chi tiết cần thiết lên một build plate của J1! Bạn ấy tận dụng điều này rất tốt khi dùng rainbow filament. Tương tự, @ZekeTrimmer_1165230 cũng nói đúng là các chi tiết đối xứng gương. Nếu bạn có hai cuộn filament đúng màu muốn in và biết sắp xếp khéo, có thể dùng Mirror hoặc Copy Modes để in nhanh gấp đôi.
Giấy phép

File mô hình







Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!