Test Max Flow Nextruder Hotend cho Prusa XL/MK4/MK3.5/MK3.9/Mini

Bộ benchmark để đo lưu lượng (max flow rate) của hotend Nextruder nhằm in nhanh hơn. Có sẵn Gcode cho Prusa XL và hướng dẫn tự tạo/chỉnh Gcode cho MK4, MK3.5, MK3.9, Mini kèm so sánh nozzle.
Mô tả

Dùng cái này để tìm ra lưu lượng (flow rate) tối đa của hotend, giúp in nhanh hơn.
Bài test được tạo với sự hỗ trợ của website này: https://hotend-flow-tester.netlify.app
Cũng xin cảm ơn @CNCKitchen
Ở đây có thêm thông tin và các ví dụ bảng EXCEL để minh hoạ kết quả test rõ hơn: https://github.com/CNCKitchen/ExtrusionSystemBenchmark
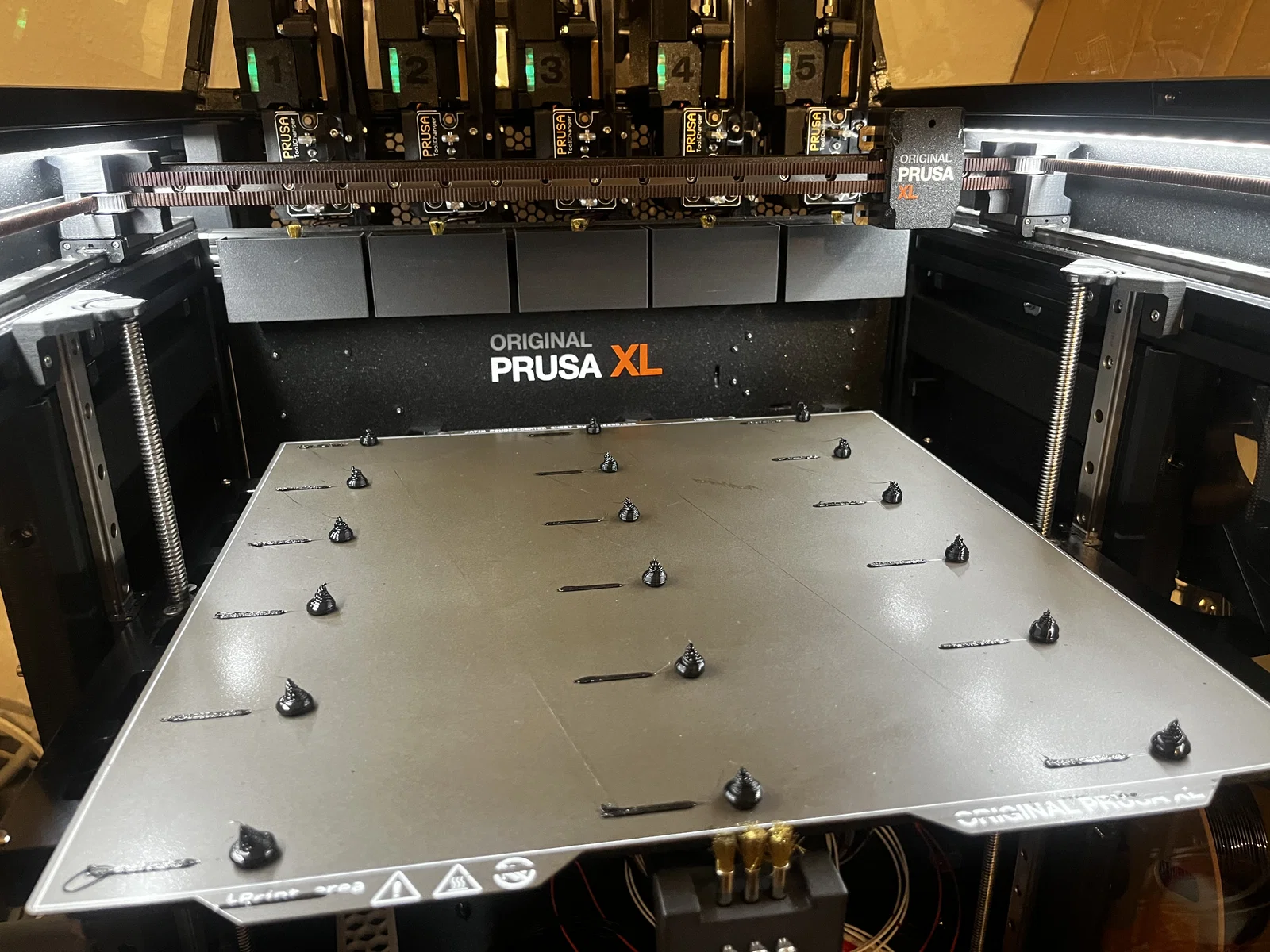
Gcode có sẵn cho Prusa XL:
Mình có chuẩn bị vài file Gcode khác nhau cho PLA & PETG. Các Gcode được tạo bằng PrusaSlicer 2.8.1 với Prusa XL 5TH và phiên bản website 0.4.6. Phần text hiển thị trên màn hình và thời gian in sẽ không khớp — cứ bỏ qua. Bài test mất khoảng 20 phút. Ở đầu bài test có thể chọn print head mong muốn.
Gcode có thể chỉnh bằng text editor. Mình đã xác định và mô tả những phần quan trọng. Nhiệt độ có thể chỉnh rất dễ. Flow rate cũng có thể chỉnh. Để làm vậy, lấy flow rate mong muốn nhân với 1.247.
Ví dụ: 14mm3/s * 1.247 = 17.458 ≈ 17.46 (làm tròn 2 chữ số thập phân) Sau đó đổi lệnh này cho block bạn muốn: "G1 Z10.5 E200 F17.46 ; Extrude"
Bạn cũng có thể tự tạo gcode qua website cho MK4, MK3.5, MK3.9, Mini rất dễ.
Ví dụ cho Prusa XL với PLA. Nhiệt độ 220c, 210c, 200c và flow rate 14mm3/s - 24mm3/s với bước tăng 2mm3/s mỗi lần


Nếu gcode từ website không chạy trực tiếp trên máy in, thì cần chỉnh lại trước. Mở PrusaSlicer và tạo một khối hộp bằng cách click chuột phải lên print plate rồi chọn Add shape --> Box. Giờ đổi kích thước ở góc dưới bên phải của slicer. Trước hết bấm vào biểu tượng ổ khoá để có thể chỉnh kích thước độc lập. Set kích thước bàn in của bạn cho X và Y. Ví dụ cho Prusa XL: X=360 Y=360 Z=0.2mm. Nếu cần thì tắt wipe tower. Nếu bị quá lớn, trừ 5mm ở X và Y. Chọn profile 0.20mm. Bạn cần bật expert mode trong PrusaSlicer. Chọn filament mong muốn: nhiệt độ nên set theo mức cao nhất dùng trong bài test. Tắt cooling. Trong Advanced, giá trị "Max volumetric speed" phải set ít nhất bằng giá trị cao nhất trong bài test, hoặc có thể tắt giới hạn bằng cách đặt “0”. Trong tab Printers, xoá mục "G-code thumbnails". Đồng thời tắt 3 ô bên dưới.
HOẶC cứ dùng file 3mf cho đúng máy của bạn ;)
Giờ bạn có thể export Gcode. Mở nó bằng text editor.
Sau đó tìm lệnh "M107" bằng "control f".
Đối với Prusa Mini, MK3.5:
Xoá mọi thứ giữa lệnh M107 đầu tiên và lệnh M107 thứ hai. Rồi dán toàn bộ gcode từ website vào đó.
Đối với Prusa XL, MK3.9, MK4:
Xoá mọi thứ giữa lệnh M107 thứ hai (sau "M142 S36 ; set heatbreak target temp") và lệnh M107 thứ ba. Rồi dán toàn bộ gcode từ website vào đó.
Sau đó chỉ cần lưu file GCODE và in. QUAN TRỌNG: Lúc bắt đầu đừng rời mắt khỏi máy in và theo dõi kỹ các chuyển động đầu tiên. Nếu có gì không đúng như dự tính, reset máy in ngay.
Giờ bạn có thể cân tất cả “cục poops” bằng cân tiểu ly chính xác. Nếu muốn thì nhập các giá trị vào bảng EXCEL. Mọi thứ ổn miễn là giá trị không thấp hơn 0.55g. Thấp hơn mức này nghĩa là under-extrusion. Bạn cũng có thể nghe thấy khi extrude sẽ có tiếng “click” lạch cạch.
Vậy là xong :)
SO SÁNH FLOW CỦA NEXTRUDER NOZZLE:
Mình so sánh 3 nozzle khác nhau để xác định lưu lượng tối đa theo mm3/s. Mình không nghĩ các giá trị lại sát nhau như vậy. Dĩ nhiên có thể đạt cao hơn nếu tăng nhiệt độ. Cũng sẽ thú vị nếu đem so với Nextruder CHT nozzles. Nhưng mình không thích CHT. Mình thấy nó dễ nghẹt hơn và khó vệ sinh hơn.



Chắc mình chỉ có thể kết luận nozzle SiC thể hiện ra sao trong bài test hư hại dài hạn sau 1–2 năm nữa. Tuy nhiên, mình đã có một nozzle Pheatus bằng tungsten carbide trên Prusa mk3, dùng khá nhiều suốt 2 năm qua mà tới giờ vẫn ổn. Và với nó mình có thể in thấp hơn 10 độ so với Nozzle X của E3D.
Cái Phaetus SiC Nextruder nozzle chỉ khoảng 20€. Nghĩa là không những tốt hơn về thermal conductivity và wear resistance mà còn rẻ hơn đáng kể. Bạn có thể mua nozzle ở đây (affiliate link): https://s.click.aliexpress.com/e/_DDh6ZFJ
Filament mình dùng là của Sunlu, tên PLA Meta. Đây là loại để speed printing. Bình thường in ở 185–190c. Với PLA thường bạn sẽ cần nhiệt độ cao hơn để đạt cùng flow rate.

Giấy phép

File mô hình









Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!