Thùng chứa nhựa thừa (Purge Bucket) cho Neptune 4

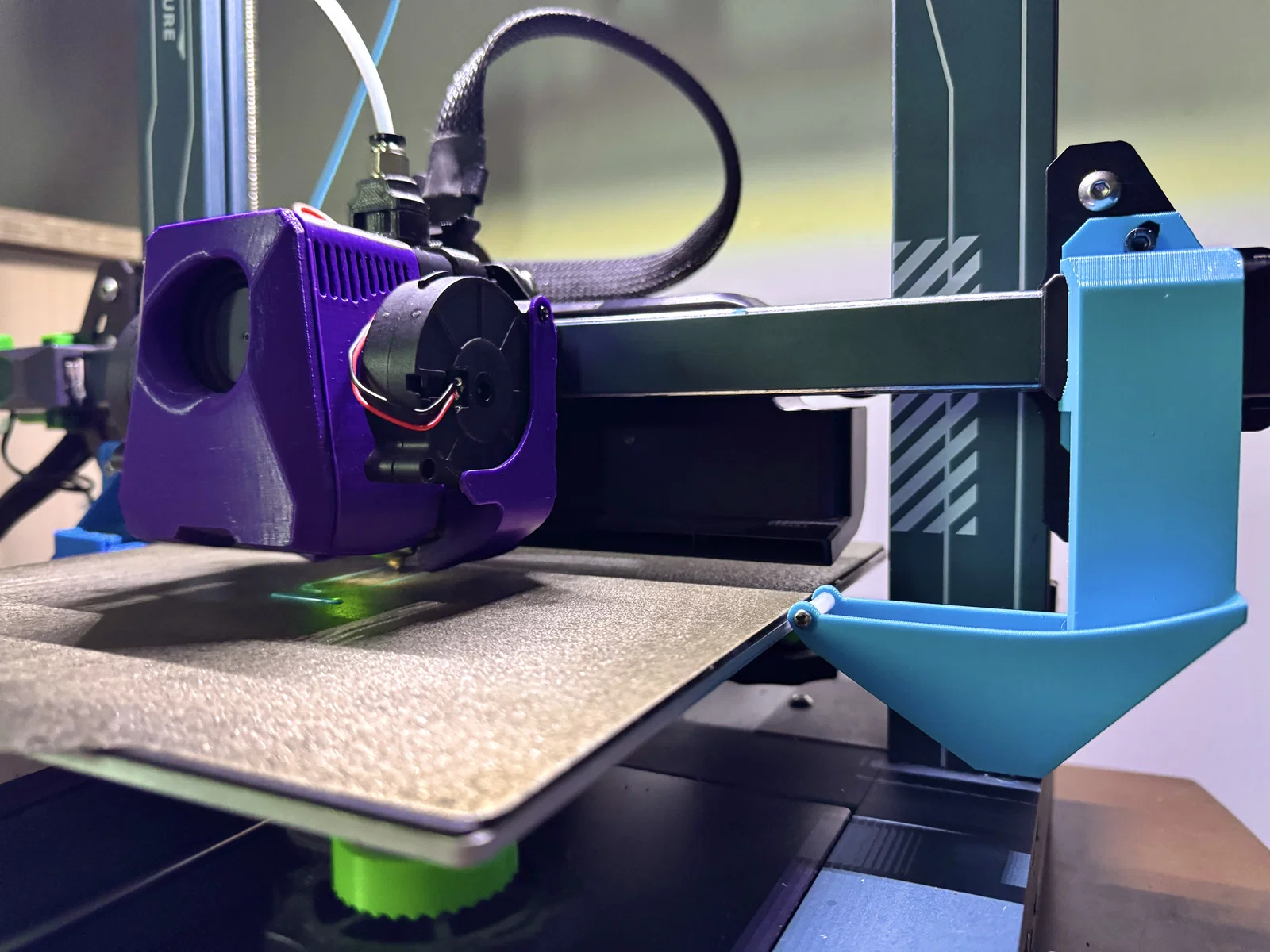
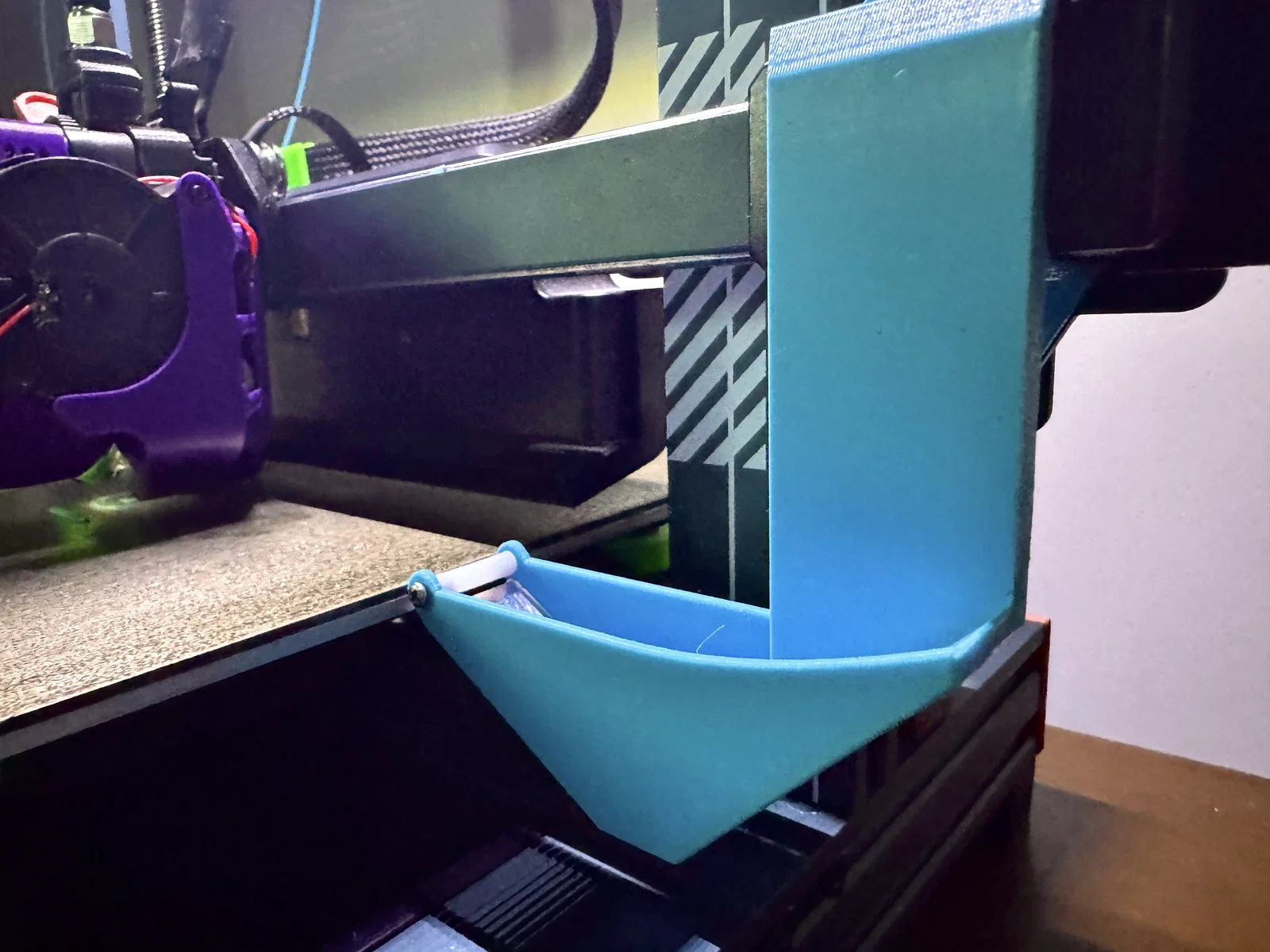
Mẫu thùng chứa nhựa thừa được thiết kế riêng cho dòng máy in Neptune 4. Thiết kế đơn giản, cứng cáp kèm hướng dẫn cấu hình chi tiết để tối ưu hóa quá trình thay đổi màu nhựa trong khi in.



Mô tả
Mình cần một cái thùng chứa nhựa thừa (purge bucket) cho máy in Neptune 4, nên mình bắt tay vào thiết kế luôn. Mẫu này khá đơn giản, cứng cáp và hoạt động rất hiệu quả.
Lưu ý: Các lỗ bắt ốc trên mô hình là hình ảnh phản chiếu của các lỗ trên máy in, bằng cách điều chỉnh vị trí ốc, bạn có thể đẩy chi tiết này ra trước hoặc lùi về sau.
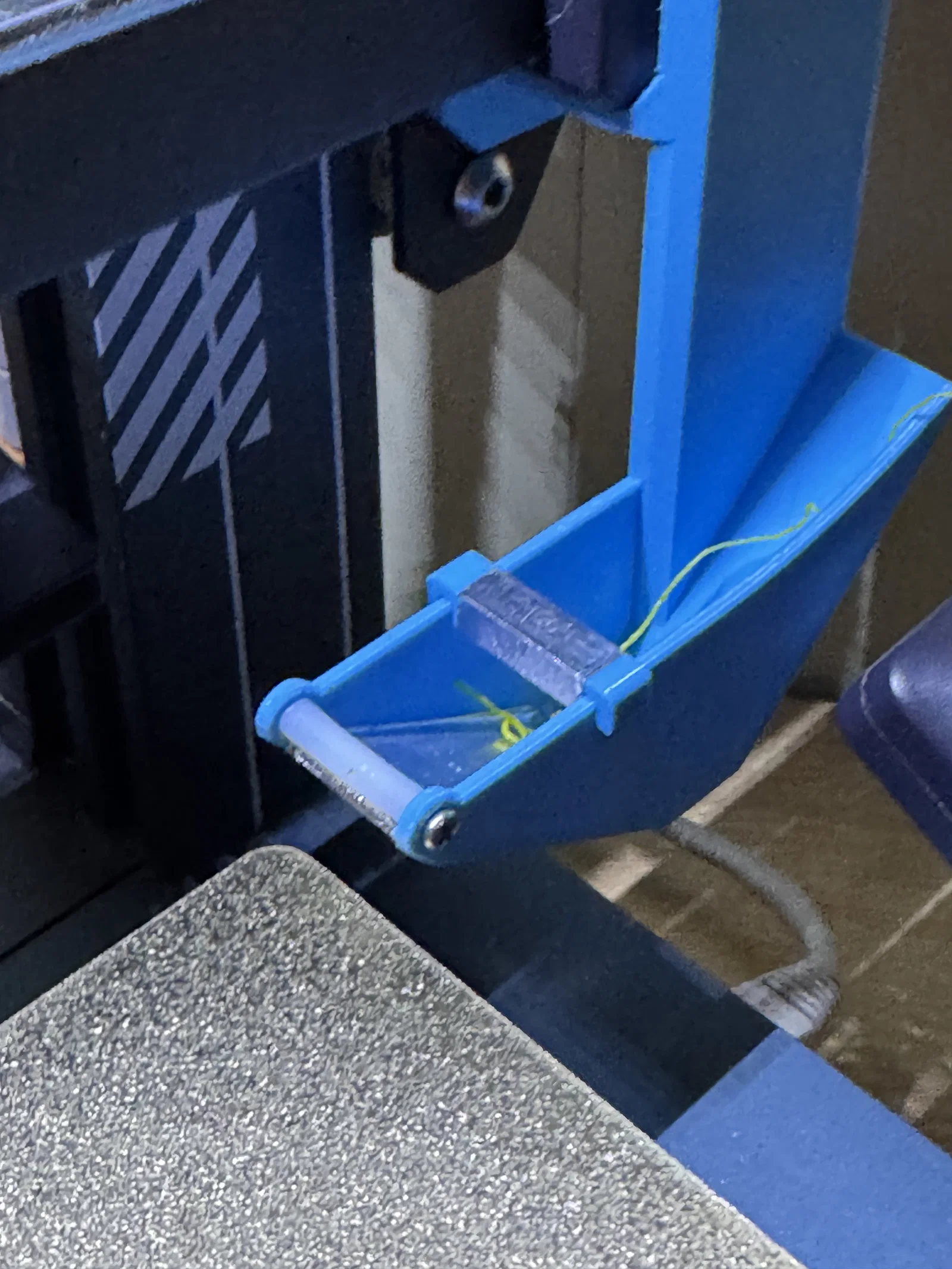
Danh sách linh kiện:
- Ống PTFE 4mm
- 2x ốc vít cho ống PTFE
- 2x ốc M4
- 2x đai ốc chống rung (nyloc nut) M4
- Băng dính nhôm
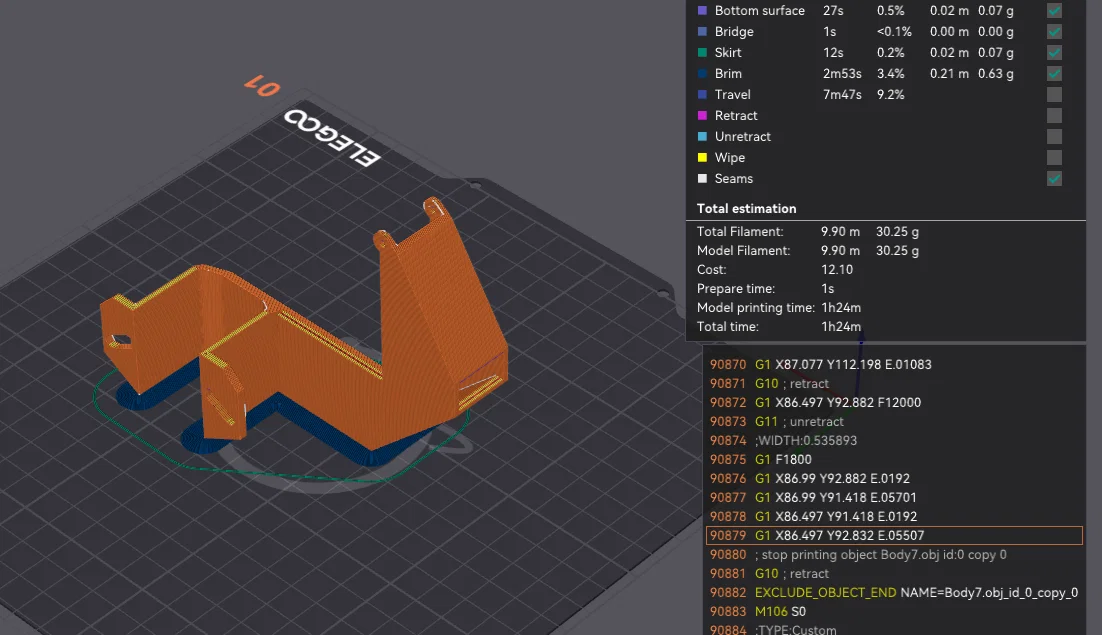
Thông số in:
- Nhựa PETG
- Chiều cao lớp in (layer height): 0.2
- Không cần support
- Có sử dụng brim
Nâng cấp bổ sung:
- Mình đã thêm một tấm chắn để ngăn nhựa thừa không bị rơi vào khu vực in.
Nếu có gì thiếu sót, các bạn cứ liên hệ với mình nhé.
////////////////////////////////
Cấu hình nâng cấp:
[stepper_x] rotation_distance: 40 position_max: 243
[gcode_macro RESUME] rename_existing: BASE_RESUME variable_zhop: 0 variable_etemp: 0 variable_color_change: 0 gcode: {% if printer['pause_resume'].is_paused|int == 1 %} SET_FILAMENT_SENSOR SENSOR=filament_sensor ENABLE=1 SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} {% if etemp > 0 %} SET_HEATER_TEMPERATURE HEATER=extruder TARGET={etemp|int} TEMPERATURE_WAIT SENSOR=extruder MINIMUM={etemp|int - 4} MAXIMUM={etemp|int + 10} {% endif %} RESTORE_GCODE_STATE NAME=PAUSEPARK MOVE=1 MOVE_SPEED=200 G90 G1 X242 G91 M83 m106 S255 {% if color_change == 1 %} LOAD_FILAMENT_COLOR_CHANGE {% else %} G1 E80 F200 {% endif %} G4 P2000 M204 S4000 G1 X-12 F21000 G1 X12 G1 X-12 G1 X12 G1 X-12 G1 X12 G1 X-12 G1 X12 G1 X-12 G1 X12 RESTORE_GCODE_STATE NAME=ZLIFT MOVE=1 MOVE_SPEED=60 G1 X-3 Y-3 F3000 G1 Z{zhop * -1} F900 RESTORE_GCODE_STATE NAME=PAUSE MOVE=1 MOVE_SPEED=60 M400 SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=color_change VALUE=0 BASE_RESUME {% endif %}
[gcode_macro M600] description: Pause for colour change gcode: SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=color_change VALUE=1 SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=color_change VALUE=1 PAUSE UNLOAD_FILAMENT_COLOR_CHANGE
[gcode_macro PAUSE] rename_existing: BASE_PAUSE variable_color_change: 0 gcode: PAUSE_TUNE {% set z = params.Z|default(2)|int %} {% if printer['pause_resume'].is_paused|int == 0 %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE={z} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=etemp VALUE={printer['extruder'].target} SET_FILAMENT_SENSOR SENSOR=filament_sensor ENABLE=0 SAVE_GCODE_STATE NAME=PAUSE BASE_PAUSE G91 {% if (printer.gcode_move.position.z + z) < printer.toolhead.axis_maximum.z %} G1 E-2 F2700 G1 X3 Y3 F3000 G1 E-2 Z{z} F1600 SAVE_GCODE_STATE NAME=ZLIFT {% else %} { action_respond_info("Pause zhop exceeds maximum Z height.") } SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE=0 G1 E-2 F2700 G1 X3 Y3 F3000 G1 E-2 F1600 SAVE_GCODE_STATE NAME=ZLIFT {% endif %} G90 G1 X242 Y220 F6000 SAVE_GCODE_STATE NAME=PAUSEPARK SET_HEATER_TEMPERATURE HEATER=extruder TARGET=200 SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=color_change VALUE=0 SET_IDLE_TIMEOUT TIMEOUT=43200 {% endif %}
[gcode_macro UNLOAD_FILAMENT_COLOR_CHANGE] variable_unload_distance: 70 variable_purge_distance: 15 gcode: SET_HEATER_TEMPERATURE HEATER=extruder TARGET=230 TEMPERATURE_WAIT SENSOR=extruder MINIMUM={230-4} MAXIMUM={230+40} {% set speed = params.SPEED|default(300) %} {% set max_velocity = printer.configfile.settings['extruder'].max_extrude_only_velocity * 30 %} SAVE_GCODE_STATE NAME=unload_state G91 G92 E0 G1 E{purge_distance} F{speed} G1 E-{unload_distance} F{speed} RESTORE_GCODE_STATE NAME=unload_state
[gcode_macro LOAD_FILAMENT_COLOR_CHANGE] variable_load_distance: 70 variable_purge_distance: 50 gcode: {% set speed = params.SPEED|default(300) %} {% set max_velocity = printer.configfile.settings['extruder'].max_extrude_only_velocity * 30 %} SAVE_GCODE_STATE NAME=load_state G91 G92 E0 G1 E{load_distance} F{max_velocity} G1 E{purge_distance} F{speed} RESTORE_GCODE_STATE NAME=load_state
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình
Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!