Bài test Elephant foot compensation (hiệu quả thực sự)

Một mẫu in nhỏ (< 1g) giúp bạn kiểm tra và tinh chỉnh thông số Elephant foot compensation trên máy in 3D một cách nhanh chóng và chính xác nhất.


Mô tả
Tại sao cần phải cân chỉnh Elephant foot compensation?
Phải thú thật là mình đã dùng các giá trị "chuẩn" cho EF compensation suốt nhiều năm trời. Nhưng mình chỉ thực sự vướng phải vấn đề này khi thiết kế cái . Mình cần dùng tính năng EF compensation để mở rộng lỗ pinhole trên lớp đầu tiên, nên đây là dự án đầu tiên mà việc cài đặt thông số này cực kỳ quan trọng.
Mình đã tìm kiếm trên printables.com và thingiverse.com nhưng chẳng có file nào thực sự "đúng" hay hữu ích cả. Thế nên mình phải tự tạo ra file test riêng cho mình.
Cách sử dụng rất đơn giản:
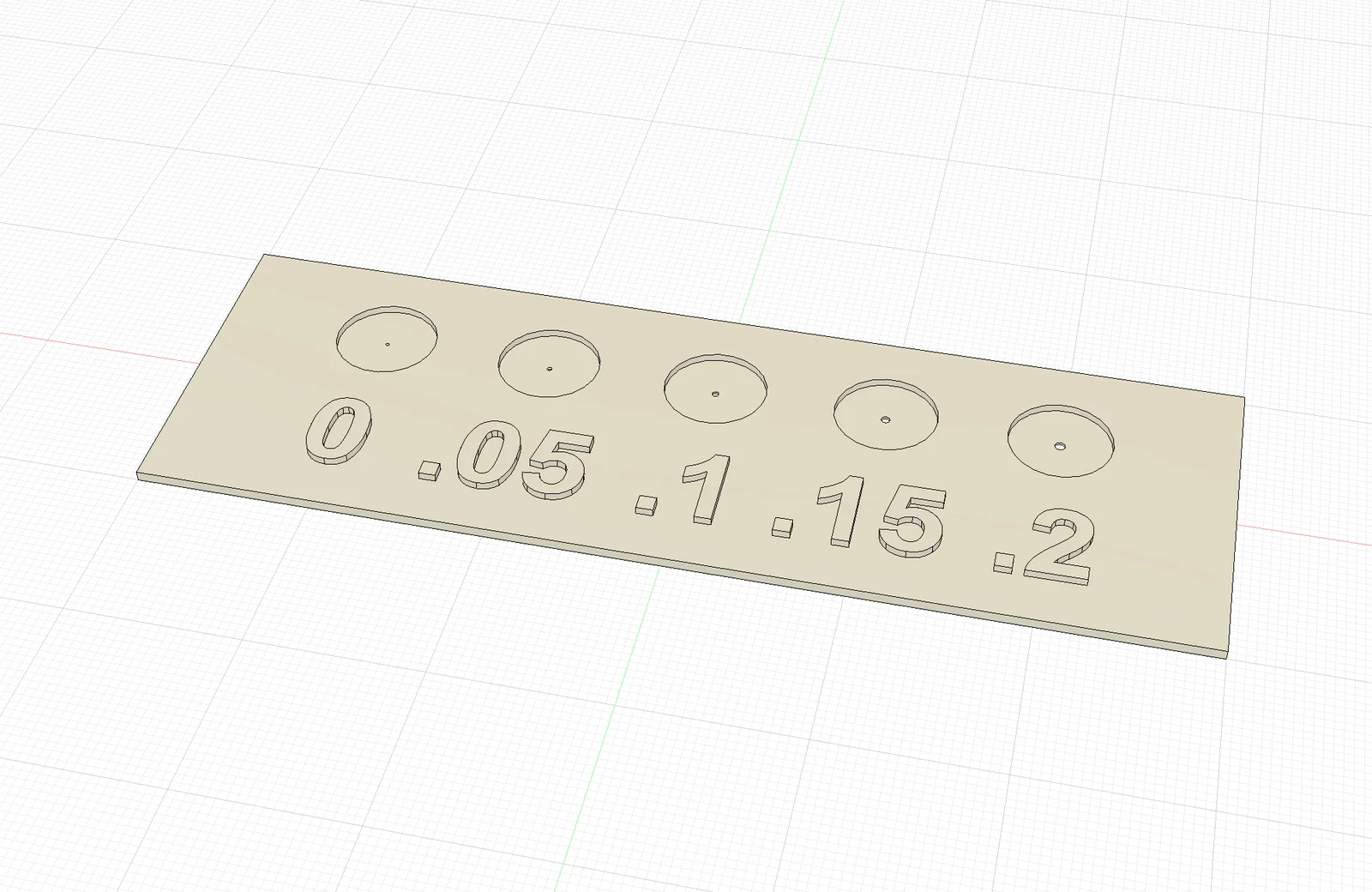
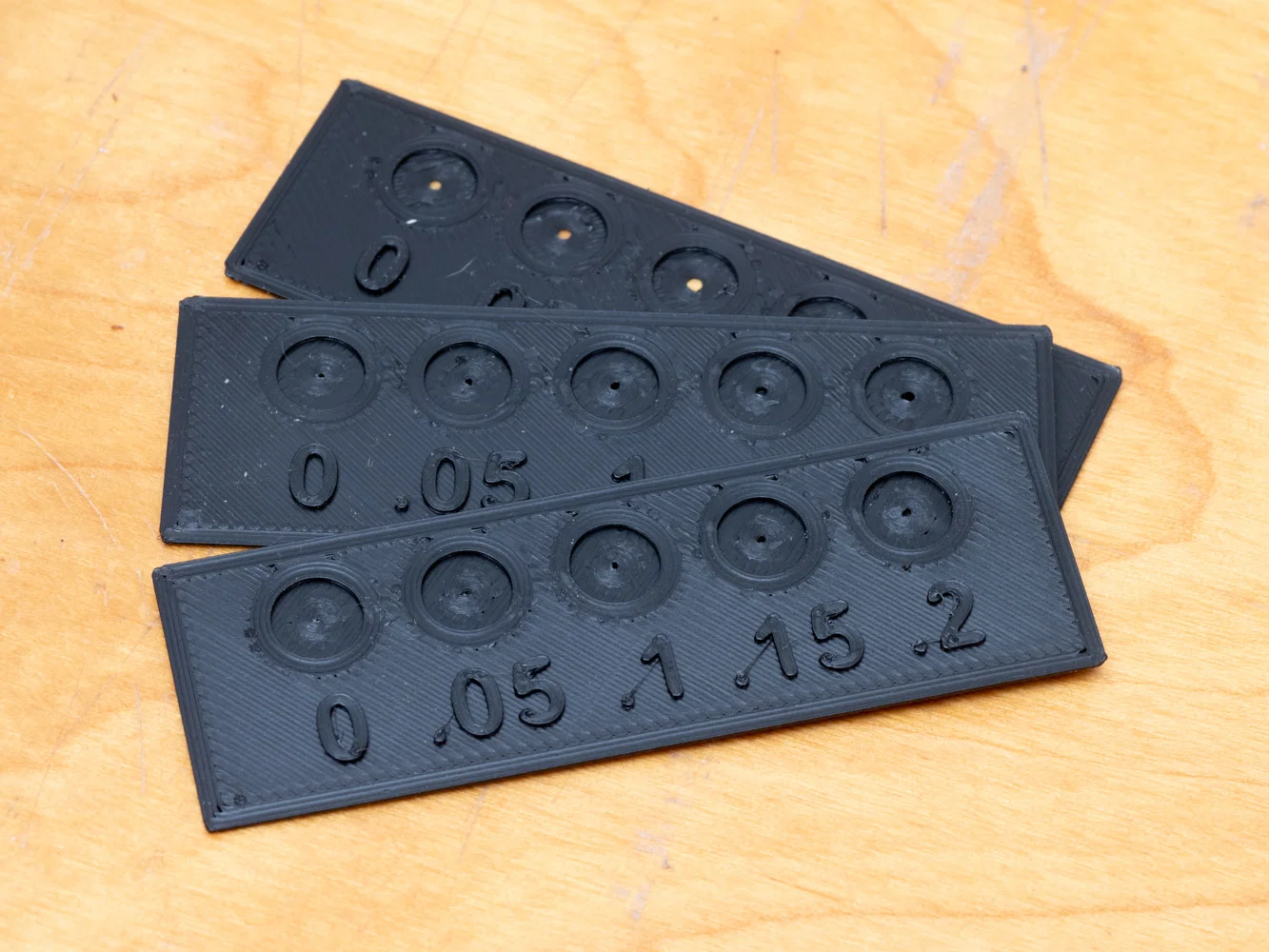
Chỉ cần in file với EF compensation bằng 0, sau đó đưa bản in lên trước nguồn sáng. Lý tưởng nhất là bạn sẽ thấy vài cái lỗ nhỏ (tối đa là năm) trên miếng plate. Số được in ngay dưới lỗ nhỏ nhất chính là giá trị EF compensation mà bạn cần nhập vào slicer.
Nếu bạn không thấy cái lỗ nào cả, hãy in lại file với một giá trị EF compensation tùy ý (mình gợi ý là 0.2 mm). Sau đó lại đưa lên nguồn sáng, tìm cái lỗ nhỏ nhất và cộng giá trị của nó vào giá trị EF compensation mà bạn đã cài trước đó (Ví dụ: nếu bạn in với 0.2 mm mà lỗ nhỏ nhất hiển thị là ".15", thì giá trị cần set là 0.2 + 0.15 = 0.35 mm).
Nếu muốn chắc chắn, bạn có thể in lại một lần nữa với thông số đã tìm được. Khi đó, cả năm cái lỗ đều phải hiển thị rõ ràng.
Việc in file này, ừm, không hẳn là "dễ" (nhưng cũng đủ đơn giản thôi):
Elephant foot compensation là cài đặt cấp cao, nghĩa là nó bị ảnh hưởng bởi mọi thông số cân chỉnh khác. Sẽ chẳng có ích gì nếu bạn chỉnh EF compensation rồi sau đó mới thay đổi thông số flow, retraction, nhiệt độ nozzle/bed hay z-offset/height map - tất cả những cái đó phải được chỉnh chuẩn trước khi đụng tới EF compensation.
Mô hình này sử dụng các cấu trúc chi tiết hơn mức in thông thường, nên cài đặt acceleration/jerk hiện tại của bạn chắc chắn sẽ không khớp. Nhưng chúng ta sẽ bù đắp bằng cách in lớp đầu tiên với tốc độ thật chậm.
Ngoài ra, hãy đảm bảo rằng nozzle của bạn thực sự sạch (gửi các bạn dùng máy Bambu: Tính năng “nozzle cleaning” tự động là chưa đủ đâu). Và hãy dùng buildplate sạch, không có họa tiết (non-structured).
Hãy nhập các thông số slicer sau: Layer height (tất cả): 0.15 mm Line width (tất cả): [kích thước nozzle của bạn] Ironing: TẮT (OFF) Arachne feature: TẮT (OFF) (Wall generator: Classic) Printing order: Inner walls/outer walls/infill Wall loops/perimeters: 4 Bottom shell layers: 4 (hoặc nhiều hơn) Speed first layer: 4 mm/s (Infill có thể lên tới 15 mm/s)
Tất cả các cài đặt khác đều không quan trọng hoặc tùy thuộc vào chất liệu bạn đang dùng.
Mẹo 1: Bạn có thể in nhiều bản cùng lúc (sequential printing) và gán các giá trị EF compensation khác nhau cho từng bản để mở rộng phạm vi kiểm tra.
Mẹo 2: Bạn có thể tinh chỉnh kết quả bằng cách nhập giá trị trung gian (như 0.175 hay 0.215) làm giá trị cơ sở cho lần in thứ hai (hoặc thứ ba, tư…), nhưng trong thực tế, có quá nhiều yếu tố không thể đoán trước để có thể dùng độ chính xác cao hơn mức +/- 0.05 mm.
Giấy phép

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!