Smart Temperature Tower - Tháp kiểm tra nhiệt độ thông minh

Mẫu tháp kiểm tra nhiệt độ được thiết kế lại với phần đế hình bầu dục lớn giúp tăng độ bám dính cho bàn in. Đây là công cụ cần thiết để xác định nhiệt độ in tối ưu cho từng cuộn nhựa, giúp cải thiện chất lượng in và giảm thiểu lỗi kéo tơ.






Mô tả
CẬP NHẬT!
Ngày 4 tháng 2 năm 2025
- Đã thay đổi các macro “trước khi thay đổi layer” để phù hợp với chiều cao layer không tiêu chuẩn (giờ đây kiểm tra “nằm trong khoảng từ 1.45 đến 1.75” thay vì “phải chính xác là 1.6”). Vẫn chưa thể đảm bảo thay đổi nhiệt độ thành công trên các chiều cao layer trên 0.3mm, nhưng nếu bạn in ở mức 0.25mm, 0.15mm, v.v., thì không cần phải thay đổi chiều cao layer nữa để nó hoạt động.
!!! QUAN TRỌNG !!!
Đối với nhựa PETG, chỉ giữ lại phần thay đổi layer phù hợp với máy in của bạn. Google sẽ giúp bạn tìm hiểu vấn đề này. Nếu không chắc chắn, hãy cứ để ở mức tối đa 240°C cho an toàn. (Như một biện pháp bảo vệ, nếu bạn quên và để nguyên toàn bộ script, nhiệt độ cũng sẽ không vượt quá 240°C). Bất kỳ phần nào được dán nhãn cao hơn mức tối đa của bạn đều có thể được đọc tương đương với mức tối đa nếu bạn sử dụng các phần 240°C Max hoặc 245°C Max, nó sẽ tự động giới hạn cứng lại.
Thông tin chi tiết
Tôi luôn thích mẫu tháp nhiệt độ thông minh (Smart Temperature Tower) trên Thingiverse, nhưng lớp đầu tiên thường khiến tôi gặp rắc rối trên các thiết lập không lý tưởng. Thiết kế gốc chủ yếu là các đường ngoằn ngoèo, và ở khu vực duy nhất bạn có thể đạt được độ bám dính hợp lý thì lại có tên website được dập nổi dưới đáy, khiến mọi thứ tệ hơn. Tệ nhất là đây là một tháp nhiệt độ – nghĩa là bạn không biết đâu là nhiệt độ lý tưởng – và khi nhiệt độ không chuẩn, độ bám dính sẽ giảm mạnh, tạo nên sự kết hợp tồi tệ nhất. Vì vậy, tôi đã khắc phục bằng cách thêm một phần đế hình bầu dục lớn bên dưới. Tôi chỉ làm điều này cho các tháp nhiệt độ PLA và PETG, mẫu gốc còn có các tháp cho ABS và PLA Plus.
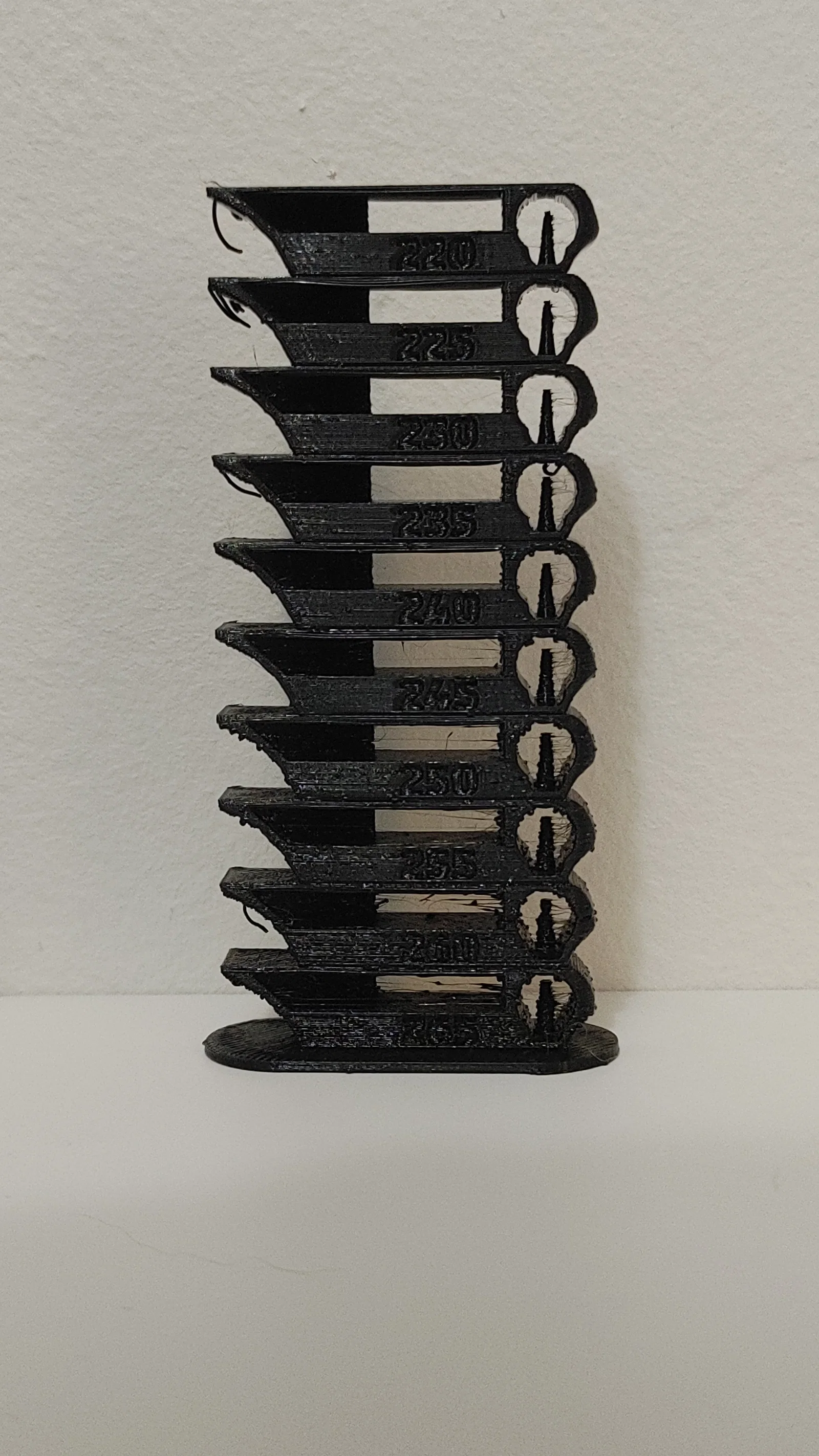
Hãy chạy các file này ngay trong lần in đầu tiên của mọi cuộn nhựa, nhiệt độ có thể thay đổi đáng kể giữa các cuộn và bạn KHÔNG THỂ tin hoàn toàn vào thông số “lý tưởng” mà nhà sản xuất đưa ra. Tất cả các ví dụ trong hình được in trên thiết lập BMG/E3D Revo direct drive (nhiệt độ tối đa 300°C). Cuộn MatterHackers Pro PLA ở bên trái in tốt nhất ở 200°C, nằm trong khuyến nghị của nhà sản xuất. Tuy nhiên, cuộn Polymaker PETG màu đen (một thương hiệu rất tốt) ở bên phải lại in tốt nhất ở 220°C, lệch 10°C so với phạm vi “lý tưởng”. Tôi đã gặp những cuộn khác còn lệch nhiều hơn thế này với tháp nhiệt độ này, tuy nhiên đó là với thiết kế đế cũ nên tôi không đưa vào làm ví dụ ở đây. Tôi luôn khuyên bạn nên in tháp nhiệt độ trước, sau đó mới đến pressure advance / linear advance nếu mục tiêu của bạn là lớp in đẹp – ngoài ra, bạn có thể dùng tháp này để kiểm tra chất lượng lớp in của mình.
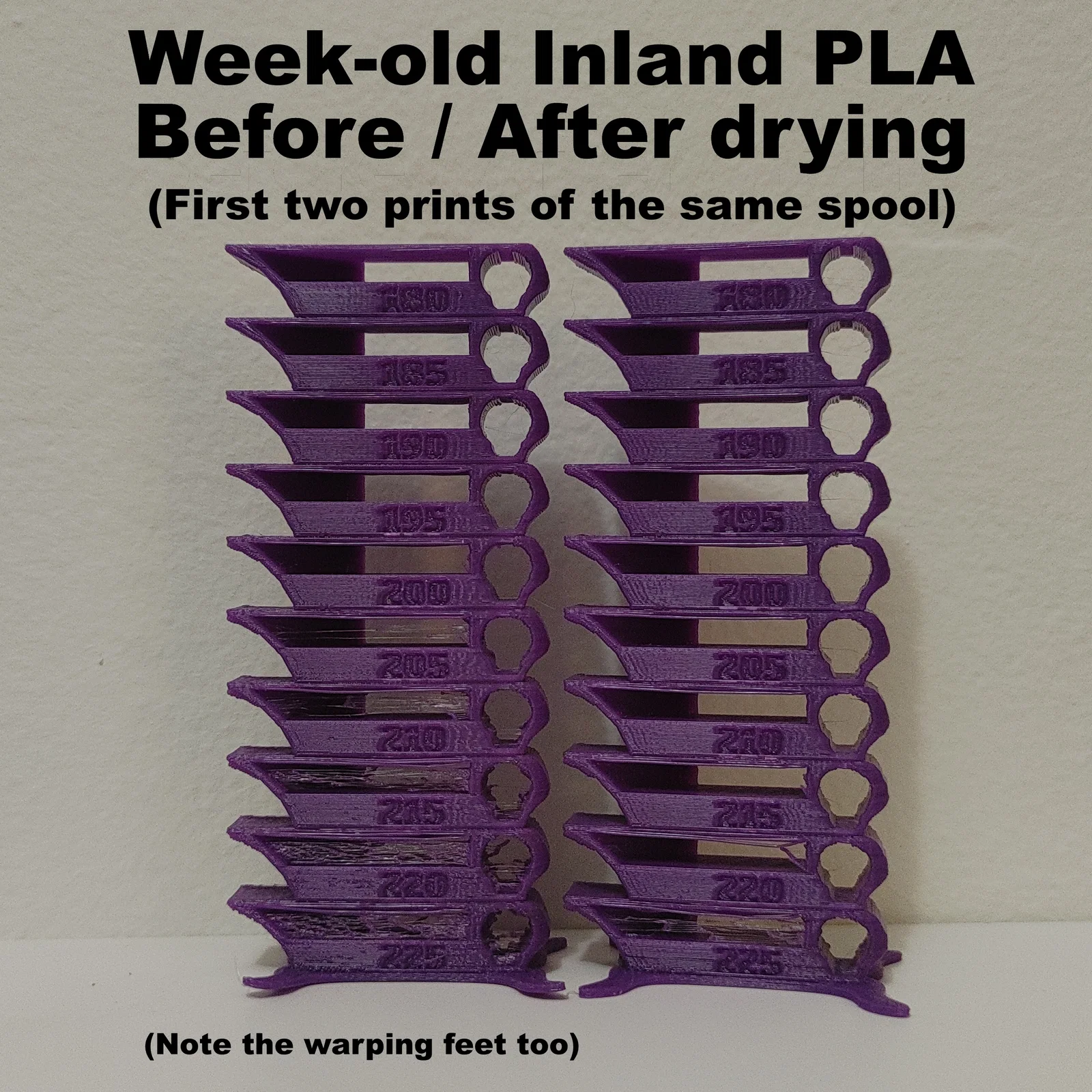
Tôi cũng có đính kèm hình ảnh của cuộn Inland PLA màu tím vừa mở túi hút chân không được nhiều nhất là một tuần trước khi in. (Tôi đã loại bỏ hình mờ trên mẫu gốc cho những tháp đó nên đáy phẳng hơn nhưng vẫn dùng thiết kế đế cũ, vốn hay bị cong vênh, đó là lý do tại sao tôi đổi sang thiết kế hình bầu dục). Đó là hai bản in đầu tiên của cuộn nhựa đó. Tôi đã sấy nó bằng máy sấy thực phẩm theo hướng dẫn của PrintDry trước khi chạy lại cùng một file GCode và thu được kết quả tốt hơn rõ rệt. Nếu bạn thấy nhựa bị kéo tơ quá nhiều, hãy thử sấy nhựa. Thành thật mà nói, việc sấy nhựa trước khi dùng luôn là ý hay, dù không phải lúc nào cũng tiện lợi cho mọi cuộn nhựa.
Tôi biết những người “thích bắt bẻ” thường nói rằng “PLA không thấm nước nên không cần sấy” – thực tế là nó có thấm. Cho đến khi có một chuyên gia về hóa polymer giải thích rõ ràng để những người đó thôi tranh cãi, thì bạn cứ biết rằng cho các cuộn PLA vào nhiệt độ 55°C trong 3-4 giờ sẽ loại bỏ hầu hết các sợi tơ thừa. Tôi không quá quan tâm đó là do thoát hơi nước hay phản ứng hóa học nào khác, kết quả vẫn là quan trọng nhất. Nếu để lâu, tơ sẽ xuất hiện trở lại, và mọi người vẫn gọi chung quá trình này là “sấy” nhựa. Cảm ơn bạn vì đã xem hình ảnh tham khảo này, lần tới nếu ai đó hỏi bạn về vấn đề này, bạn có thể dùng nó làm dẫn chứng – tôi luôn để chúng trên kệ trưng bày cạnh chiếc Huxley của mình :)
Giấy phép

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!