Khớp nối XY cho Voron V0.2 R1 (Đã tinh chỉnh lỗ vít M2x10)

Bạn đang tìm kiếm linh kiện thay thế chuẩn xác cho máy in 3D Voron V0.2 R1? Mẫu khớp nối XY này được thiết kế tối ưu với các lỗ vít M2x10 đã được điều chỉnh lại kích thước còn 1.9mm. Việc tinh chỉnh này giúp đảm bảo ốc vít bắt chặt hơn vào nhựa, từ đó tăng cường độ ổn định cho hệ thống khung máy và giảm thiểu rung chấn khi in ở tốc độ cao. Đây là linh kiện không thể thiếu cho những ai muốn nâng cấp hoặc bảo trì máy Voron của mình một cách hoàn hảo nhất. Lưu ý sử dụng nhựa ABS hoặc ASA khi in để chịu được nhiệt độ trong buồng in, đồng thời thiết lập infill và wall phù hợp để chi tiết đạt độ cứng vững tốt nhất theo tiêu chuẩn của Voron.
Mô tả
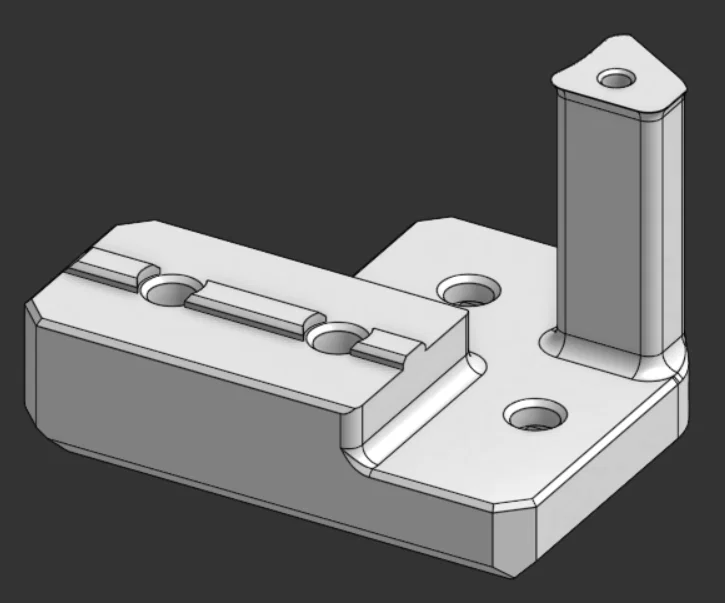
Khớp nối XY cho Voron V0.2 R1 (Đã tinh chỉnh lỗ M2)
Nếu bạn đang trong quá trình lắp ráp hoặc bảo trì chiếc máy in 3D Voron V0.2 R1 của mình và gặp phải vấn đề với các khớp nối XY, thì đây chính là giải pháp dành cho bạn. Mẫu này là linh kiện thay thế được tối ưu hóa đặc biệt với các lỗ M2x10 đã được điều chỉnh lại kích thước còn 1.9mm. Việc thay đổi nhỏ về đường kính lỗ này giúp đảm bảo ốc vít bám chặt hơn, giảm thiểu hiện tượng lỏng lẻo trong quá trình vận hành máy ở tốc độ cao, từ đó nâng cao độ chính xác cho bản in của bạn.
Được thiết kế dựa trên tiêu chuẩn của dòng máy Voron, linh kiện này đảm bảo sự đồng bộ hoàn hảo với các chi tiết khác trong hệ thống chuyển động. Việc in đúng kỹ thuật sẽ giúp cho cấu trúc khung máy ổn định hơn, đồng thời hạn chế các rung chấn không mong muốn khi đầu in di chuyển linh hoạt. Đây là chi tiết nhỏ nhưng lại đóng vai trò quan trọng trong việc duy trì độ bền và hiệu suất in dài hạn cho máy in Voron V0.2 của bạn.
Để đạt được kết quả tốt nhất khi in linh kiện này, anh em cần lưu ý một số điểm sau:
- Vật liệu đề xuất: Nên dùng ABS hoặc ASA để đảm bảo khả năng chịu nhiệt và độ cứng cần thiết cho các bộ phận cơ khí của máy Voron.
- Thiết lập in: Sử dụng mật độ infill từ 40% trở lên và số lượng wall (tường) từ 4-5 lớp để tăng cường độ cứng cho phần khung.
- Xử lý lỗ vít: Vì kích thước lỗ đã được tinh chỉnh xuống 1.9mm, bạn nên kiểm tra lớp vỏ (wall) khi in để đảm bảo lỗ không bị bít hoặc quá nhỏ so với ốc M2.
- Hướng in: Hãy đặt mặt phẳng của linh kiện xuống bàn in để có bề mặt tiếp xúc tốt nhất, giảm thiểu việc dùng support thừa thãi.
- Hậu xử lý: Kiểm tra nhẹ nhàng bằng vít trước khi lắp vào khung máy, đảm bảo ren ốc bắt vào nhựa được chắc chắn mà không làm nứt chi tiết.
Hy vọng với việc tinh chỉnh nhỏ này, bạn sẽ lắp ráp được chiếc Voron V0.2 ưng ý và có những trải nghiệm in ấn mượt mà nhất. Đừng ngần ngại kiểm tra lại các tài liệu gốc trên Onshape nếu cần đối chiếu thêm thông số kỹ thuật chi tiết.
Giấy phép
File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!