Hiệu chuẩn Tốc độ Dòng chảy (Extrusion Multiplier) cho PrusaSlicer

Bộ công cụ hiệu chuẩn Tốc độ Dòng chảy chuyên dụng cho PrusaSlicer. Giúp bạn tinh chỉnh độ đùn nhựa chính xác cho các đầu phun 0.25mm, 0.4mm và 0.6mm thông qua Custom GCode, tiết kiệm nhựa và dễ sử dụng.
Mô tả
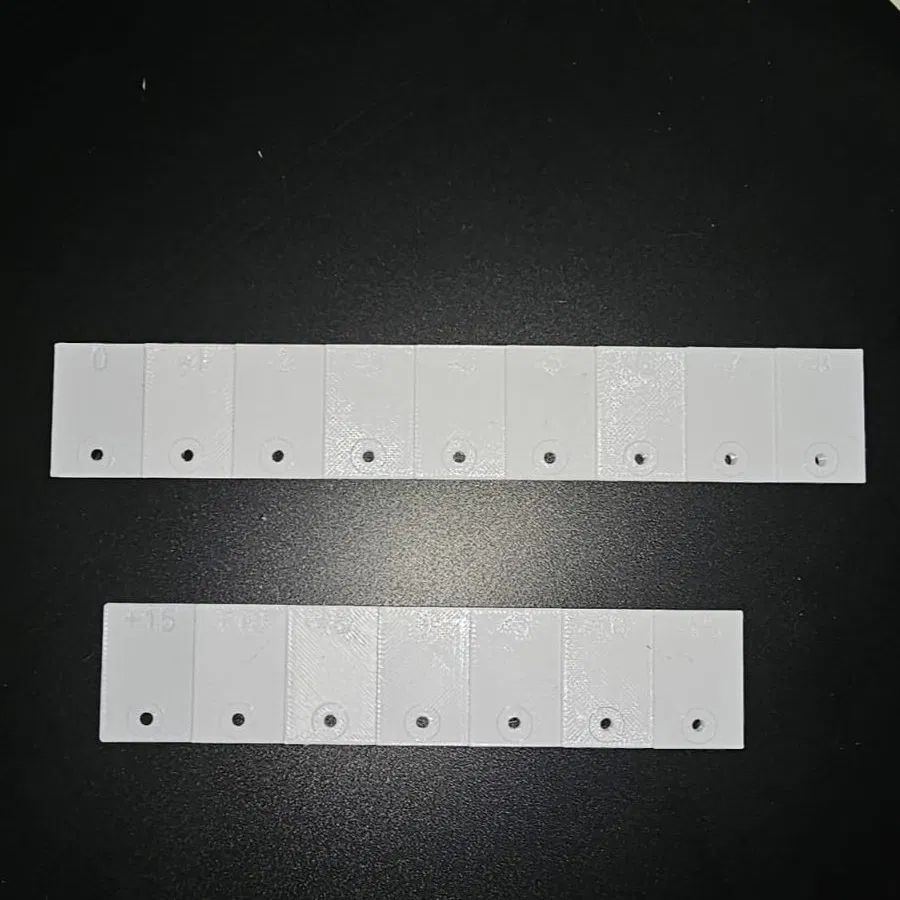
Đây là bài Kiểm tra Hiệu chuẩn Tốc độ Dòng chảy (Flow Rate) được thiết kế riêng cho PrusaSlicer, vì phần mềm này không hỗ trợ cài đặt riêng cho từng vật thể. Các mô hình này được tối ưu hóa để sử dụng ít nhựa nhất có thể mà vẫn cho kết quả chính xác.
Có hai lượt in cho mỗi kích thước đầu phun (0.25 mm, 0.4 mm, và 0.6 mm) để bạn có thể thực hiện tinh chỉnh thô và tinh chỉnh kỹ.
Các thiết kế này được tối ưu cho chiều cao lớp in tiêu chuẩn của từng loại đầu phun:
- Đầu phun 0.25 mm → Chiều cao lớp 0.12 mm
- Đầu phun 0.4 mm → Chiều cao lớp 0.2 mm
- Đầu phun 0.6 mm → Chiều cao lớp 0.32 mm
Tôi tạo ra các bài kiểm tra này vì việc hiệu chuẩn Tốc độ Dòng chảy trong OrcaSlicer tuy khả thi nhưng lại rất rườm rà trên Prusa MK4S và CoreOne, nhất là khi các thông số không khớp với PrusaSlicer.
Cách sử dụng
- Đặt Tốc độ Dòng chảy ban đầu (Extrusion Multiplier) là 1.00 trong PrusaSlicer.
- Vào Filaments > Filament > Extrusion Multiplier và đặt thành 1.00 trước khi bắt đầu in.
- Slicing và in tệp kiểm tra tương ứng với đầu phun của bạn:
- Đầu phun 0.25 mm → Dùng tệp 0.25 mm
- Đầu phun 0.4 mm → Dùng tệp 0.4 mm
- Đầu phun 0.6 mm → Dùng tệp 0.6 mm
- Kiểm tra bản in và xem phần nào cho độ dày thành và chất lượng bề mặt tốt nhất.
- Chọn thông số Tốc độ Dòng chảy phù hợp với độ rộng dòng chảy chính xác.
Cách thêm Custom GCode trong PrusaSlicer
Để áp dụng việc thay đổi Tốc độ Dòng chảy tự động theo từng lớp, bạn cần thêm Custom GCode vào profile in của mình. Các giá trị chiều cao được cung cấp tương ứng với mô hình, đảm bảo việc thay đổi vẫn hoạt động đúng ngay cả khi bạn không dùng chiều cao lớp tiêu chuẩn.
Các bước thêm Custom GCode:
- Mở PrusaSlicer và chọn Printers.
- Tìm đến mục "Custom GCode".
- Trong phần "Before Layer Change GCode", dán đoạn GCode tương ứng với đầu phun của bạn.
- Tôi khuyên bạn nên sao chép GCode vào máy in mà không lưu lại profile để giữ cho các cài đặt gốc không bị thay đổi cho các bản in sau, đồng thời vẫn đánh giá được mô hình kiểm tra.

(Thông tin mã GCode chi tiết cho từng loại đầu phun và lượt in lượt 1, lượt 2 được cung cấp kèm theo mô hình gốc)
Cách đánh giá kết quả
Bước 1: Tinh chỉnh thô (Lượt 1)
- In bài kiểm tra Lượt 1.
- Quan sát các phần in, xác định phần nào có thành phẳng, mịn nhất, không bị hở hoặc bị lồi.
- Cập nhật thông số Extrusion Multiplier trong PrusaSlicer theo công thức:
Tỷ lệ dòng cũ × (100 + Modifier) / 100 = Tỷ lệ dòng mới.
Bước 2: Tinh chỉnh kỹ (Lượt 2)
- In bài kiểm tra Lượt 2.
- Xác định phạm vi tốc độ dòng chảy chính xác nhất.
- Áp dụng công thức tinh chỉnh tương tự để tìm giá trị tối ưu.
Đánh giá: Đánh giá dựa chủ yếu vào chất lượng bề mặt, không dựa vào độ chính xác kích thước. Chọn phần có bề mặt trên cùng mịn, các đường nhựa vừa chạm hoặc đè nhẹ lên nhau, không bị hở (thiếu nhựa) hay bị gồ lên (thừa nhựa). Nếu hai phần gần nhau đều tốt, luôn chọn phần có chỉ số Modifier cao hơn.
Tại sao nên dùng bài test này? ✅ Dành riêng cho PrusaSlicer – khắc phục việc không hỗ trợ cài đặt theo từng vật thể. ✅ Tiết kiệm nhựa – nhanh chóng và hiệu quả. ✅ Hỗ trợ nhiều kích thước đầu phun – 0.25mm, 0.4mm và 0.6mm. ✅ Độ chính xác cao – với hai lượt in tinh chỉnh. ✅ Tự động hóa hoàn toàn – thay đổi tốc độ dòng chảy tự động qua Custom GCode.
Chúc các bạn in ấn thành công! 🎉
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình


















Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!