MAX Speed/Flow test - Kiểm tra tốc độ và lưu lượng tối đa cho máy in 3D

Bài kiểm tra nhanh 10 phút để đánh giá lưu lượng đùn (flow), tốc độ tối đa và chất lượng nhựa cho PLA và PET-G. Hỗ trợ tinh chỉnh máy in của bạn để đạt hiệu suất cao nhất mà không bị thiếu hoặc thừa nhựa.





Mô tả
Kiểm tra tốc độ và lưu lượng (Flow) – In nhanh 10 phút, chỉ tốn 9g nhựa
Tổng quan:
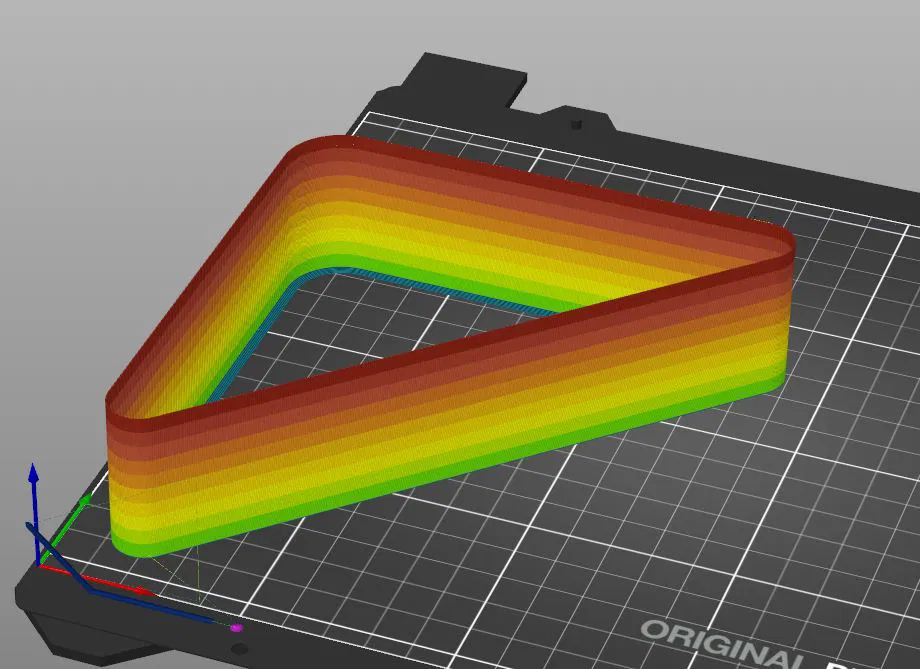
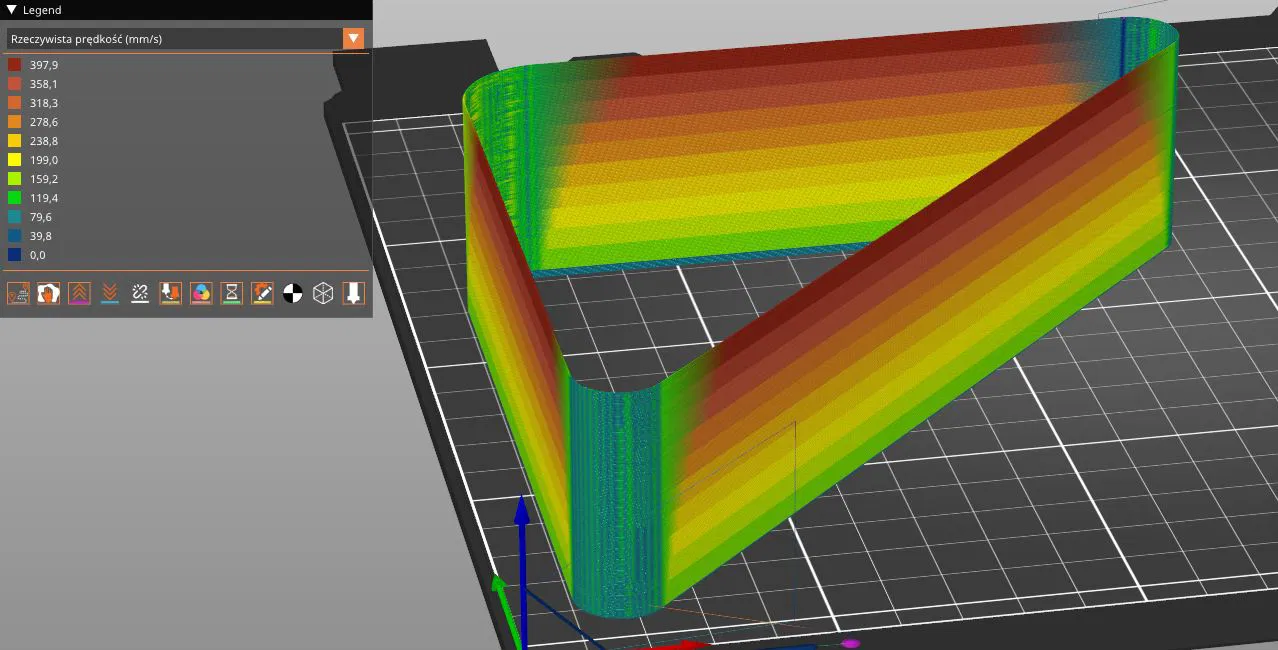
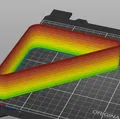
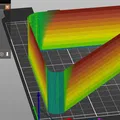
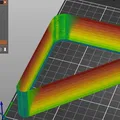
Bài kiểm tra lưu lượng này được thiết kế để đánh giá độ ổn định của quá trình đùn nhựa trên máy in 3D của bạn bằng cách in một cấu trúc hình tam giác đơn giản với 10 mức tốc độ, mỗi mức cách nhau 25mm/s. Bài kiểm tra chỉ tốn 10 phút và tiêu thụ khoảng 9g nhựa, đây là cách cực kỳ nhanh chóng và hiệu quả để kiểm tra dòng chảy của nhựa, độ bám dính giữa các lớp, nhiệt độ in và các vấn đề về thiếu (under-extrusion) hoặc thừa nhựa (over-extrusion).
Chi tiết bài kiểm tra:
Thời gian: 6~10 phút
Lượng nhựa tiêu thụ: 9g
Chiều cao lớp (Layer height): 0.28mm (bạn có thể thay đổi để điều chỉnh lưu lượng thể tích)
Các mức tốc độ: 10 mức (tăng dần 25mm/s mỗi bước)
Dải tốc độ:
50mm/s đến 300mm/s
150mm/s đến 400mm/s
Nhiệt độ đầu in (PLA): 220°C (có thể điều chỉnh)
Nhiệt độ bàn in: Theo thông số của loại nhựa
Nhiệt độ đầu in (PET-G): 245°C (có thể điều chỉnh)
Nhiệt độ bàn in: Theo thông số của loại nhựa
Tốc độ in: Thay đổi linh hoạt theo từng mức tốc độ
Các phiên bản khả dụng:
Bài kiểm tra này có sẵn bốn tổ hợp để phù hợp với các tốc độ in và chiều cao lớp khác nhau:
(PLA)
Chiều cao lớp: 0.28mm – Dải tốc độ: 50mm/s đến 300mm/s
Chiều cao lớp: 0.28mm – Dải tốc độ: 150mm/s đến 400mm/s !Tốc độ này cực kỳ cao!
(PET-G)
Chiều cao lớp: 0.28mm – Dải tốc độ: 50mm/s đến 300mm/s
Chiều cao lớp: 0.28mm – Dải tốc độ: 150mm/s đến 400mm/s !Tốc độ này cực kỳ cao!
Mục đích:
Đánh giá độ ổn định của lưu lượng nhựa ở các tốc độ khác nhau
Đánh giá tốc độ in tối đa
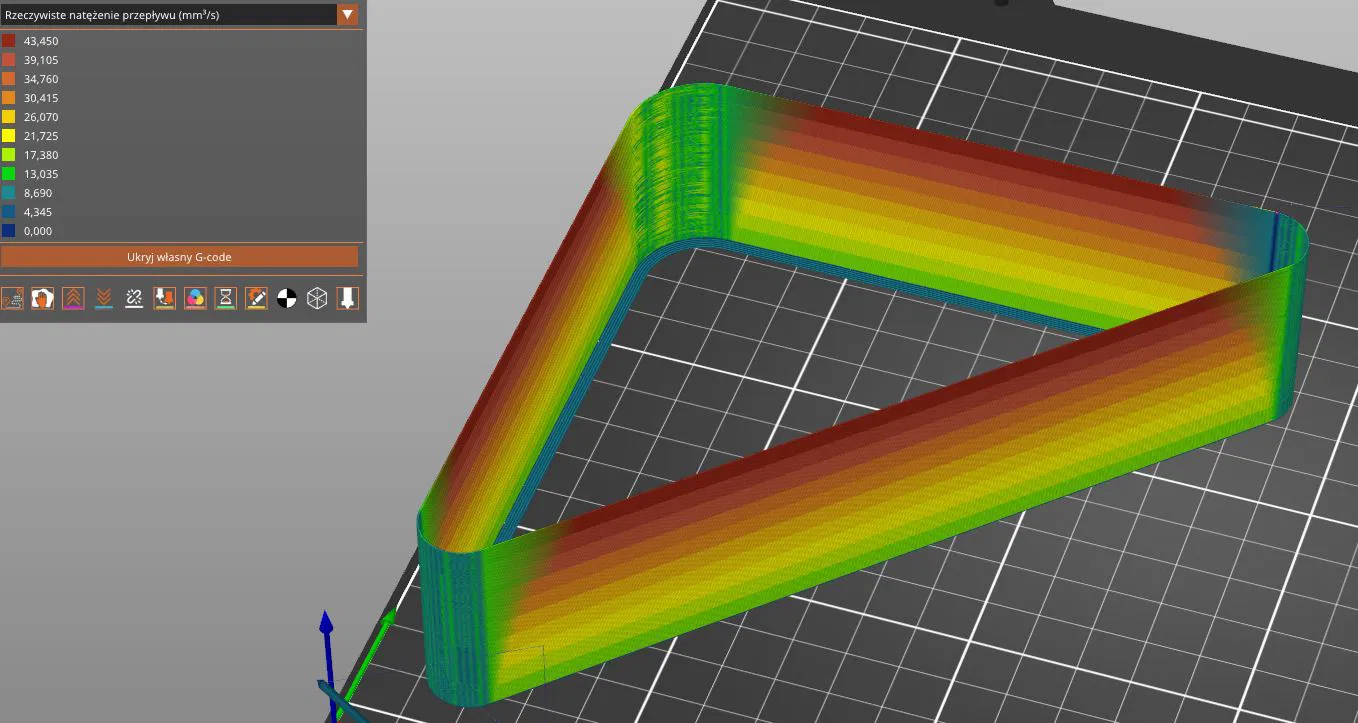
Đánh giá lưu lượng đùn tối đa (max flow)
Đánh giá nhiệt độ in tối ưu tại các tốc độ khác nhau
Kiểm tra chất lượng nhựa
Phát hiện lỗi thiếu hoặc thừa nhựa
Kiểm tra độ bám dính và độ ổn định khi in tốc độ cao
Tối ưu hóa thông số nhân đùn (extrusion multipliers) cho in tốc độ cao
Cài đặt khuyến nghị:
!!! KHÔNG SỬ DỤNG CHẾ ĐỘ STEALTH MODE !!!
Tôi thực sự khuyên bạn nên sử dụng các thiết lập sẵn của tôi cho bài kiểm tra này. Nếu dùng cấu hình tự chỉnh, cần lưu ý một số thiết lập sau để đạt hiệu quả tốt nhất:
Printer settings > machine limits > maximum federated X > chỉnh thành 400mm/s
Printer settings > machine limits > maximum federated Y > chỉnh thành 400mm/s
Filament settings > Cooling > Cooling thresholds > Min print speed > chỉnh thành 400mm/s
Filament settings > Advanced > Print speed override > Max volumetric speed > chỉnh thành 60mm³/s
Print settings > Speed > Auto speed (advanced) > chỉnh thành 400mm/s
Print settings > Skirt and brim > brim > tạo lớp lót trong hoặc ngoài với độ rộng tối thiểu 3mm
Kết quả mong đợi: Các đường nét mịn và liên tục qua tất cả các mức tốc độ
Độ đùn ổn định với sự thay đổi lưu lượng tối thiểu
Chuyển tiếp mượt mà giữa các mức tăng tốc độ
Không bị vón cục, thiếu nhựa hoặc đứt quãng
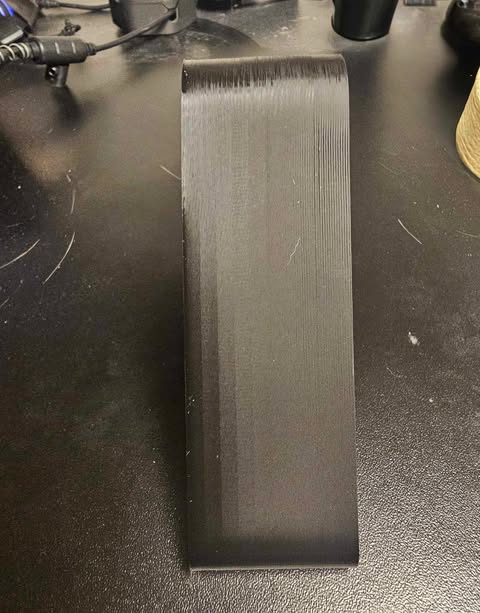
Lưu ý về chất lượng in (PLA)
Nếu bề mặt in bắt đầu xuất hiện độ nhám (matte), nghĩa là nhựa không kịp nóng chảy hoàn toàn trước khi được đùn ra. Nguyên nhân có thể do:
Nhiệt độ in quá thấp, không đủ để nhựa chảy đều.
Tốc độ in quá cao (lưu lượng thể tích lớn), không đủ thời gian để nhựa kịp nóng chảy.
Tuy nhiên, hiện tượng này vẫn chấp nhận được nếu bạn không quá đặt nặng vấn đề thẩm mỹ mà chỉ tập trung vào tốc độ. Ngược lại, nếu xuất hiện các khoảng hở trên bản in hoặc các lớp nhựa không dính vào nhau, nghĩa là bạn đã vượt quá giới hạn thông số cho phép ở mức nhiệt độ hiện tại. Đây là lỗi nghiêm trọng, bạn cần giảm tốc độ, tăng nhiệt độ hoặc sử dụng đầu in high-flow để đảm bảo nhựa được đùn ra chuẩn xác.
Bài kiểm tra này là một cột mốc tuyệt vời cho in tốc độ cao, giúp bạn tinh chỉnh tốc độ dòng chảy và đẩy giới hạn máy in của bạn lên mức hiệu suất tối ưu.
Giấy phép
File mô hình





Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!