Cấu hình in 3D tối ưu FilaFlex Pro 60A trên máy Bambu Lab A1 mini

Bạn đang gặp khó khăn khi in vật liệu nhựa dẻo FilaFlex Pro 60A trên máy in 3D Bambu Lab A1 mini? Đừng lo lắng, file cấu hình (print profile) chuyên dụng này sẽ là trợ thủ đắc lực giúp bạn giải quyết vấn đề đó. Được thiết kế đặc biệt cho dòng máy A1 mini, cấu hình này tập trung vào việc tinh chỉnh tốc độ in, nhiệt độ và các thông số đùn nhựa để đảm bảo vật liệu mềm như FilaFlex 60A được in chính xác, bền bỉ và có thẩm mỹ cao. Với bộ thiết lập này, bạn có thể dễ dàng tạo ra các chi tiết đàn hồi, giảm thiểu đáng kể lỗi kẹt nhựa thường gặp, từ đó tiết kiệm thời gian và nguyên liệu một cách hiệu quả nhất. Đây chính là giải pháp lý tưởng giúp người dùng nâng cao trải nghiệm in 3D với các loại vật liệu đặc biệt.


Mô tả
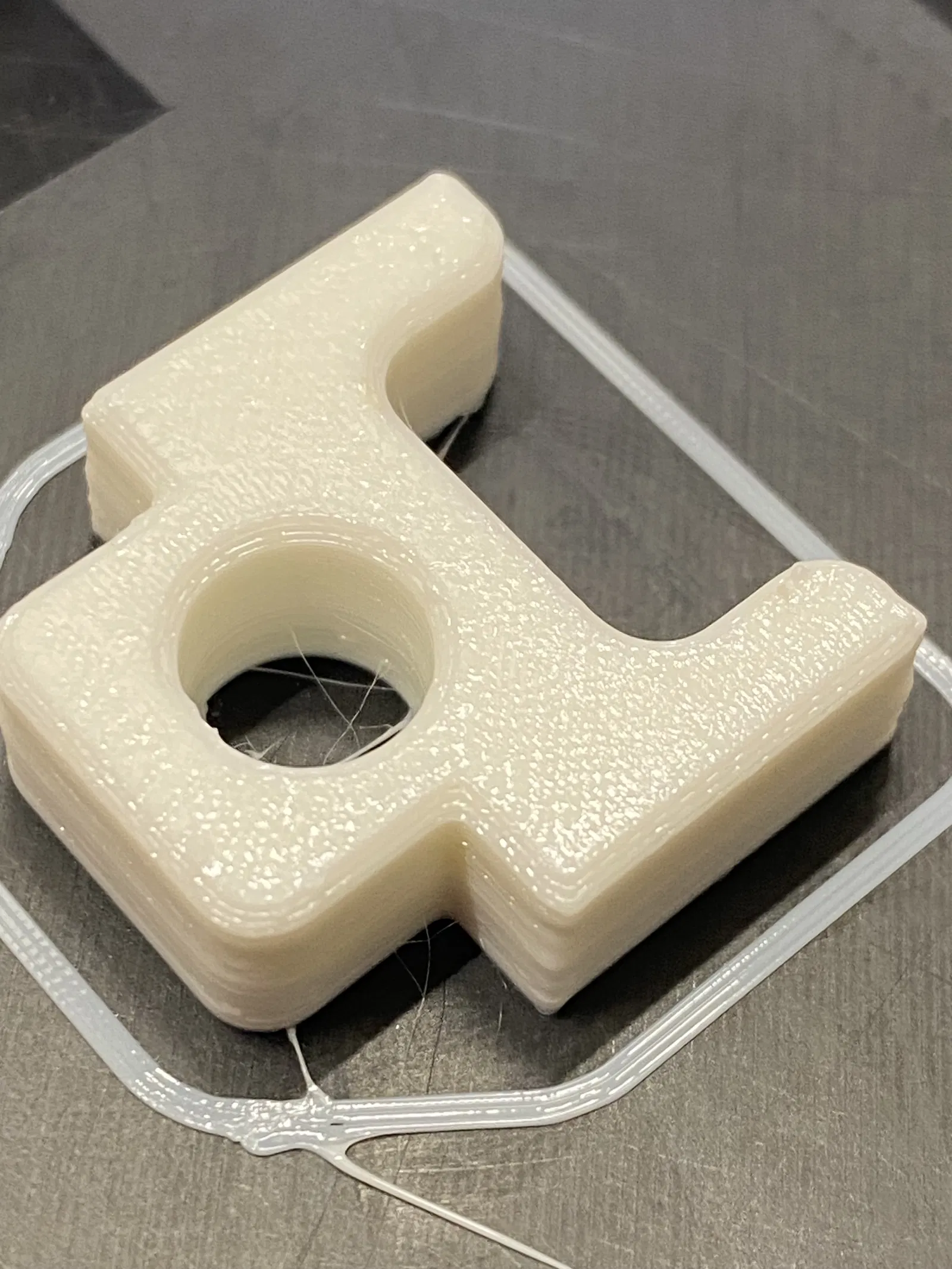
Cấu hình in 3D tối ưu cho Recreus FilaFlex Pro 60A trên Bambu Lab A1 mini. Việc in các loại vật liệu dẻo như TPU FilaFlex Pro 60A luôn là một thử thách thú vị đối với người chơi in 3D, đặc biệt là trên các dòng máy nhỏ gọn như Bambu Lab A1 mini. File này cung cấp cấu hình (print profile) đã được căn chỉnh kỹ lưỡng giúp bạn có thể in loại vật liệu cực kỳ mềm này một cách ổn định, giảm thiểu các lỗi thường gặp như bị kẹt nhựa trong đường ống dẫn hoặc nhựa không đều trên bề mặt. Đây là giải pháp hoàn hảo cho những ai muốn tận dụng khả năng của dòng máy A1 mini để tạo ra các chi tiết có độ đàn hồi cao, mềm mại như cao su phục vụ cho nhu cầu thực tế. Sử dụng cấu hình này sẽ giúp bạn tiết kiệm được kha khá thời gian thử nghiệm thông số, vốn dĩ rất tốn kém khi làm việc với các loại TPU có độ cứng thấp. Bạn chỉ cần nạp file 3MF vào Bambu Studio, chọn cấu hình tương ứng và máy sẽ tự động điều chỉnh tốc độ, lưu lượng nhựa cũng như nhiệt độ đầu in sao cho phù hợp nhất. Nhờ vào sự hỗ trợ của file này, bạn sẽ nhận được kết quả in sắc nét, bề mặt đồng nhất và quan trọng nhất là chi tiết in ra đạt độ bền tốt, chịu được các tác động lực mà không bị biến dạng hay nứt vỡ. Một số lưu ý quan trọng khi in vật liệu FilaFlex 60A: - Tốc độ in: Luôn ưu tiên tốc độ chậm để máy có đủ thời gian đùn nhựa ổn định, tránh tình trạng quá áp trong đầu in. - Độ ẩm: TPU rất dễ hút ẩm, hãy đảm bảo cuộn nhựa của bạn được sấy khô trước khi đưa vào máy để có bề mặt in mịn màng nhất. - Retraction: Cấu hình đã được tối ưu hóa, nhưng nếu thấy hiện tượng kéo sợi (stringing), hãy thử điều chỉnh thêm khoảng 0.5mm. - Đầu in: Nên sử dụng đầu in kích thước 0.4mm để đảm bảo sự ổn định tối đa cho dòng nhựa dẻo này. - Bàn in: Hãy đảm bảo bàn in PEI được vệ sinh sạch sẽ bằng cồn để độ bám dính của lớp đầu tiên luôn đạt mức tốt nhất. Việc sử dụng đúng profile không chỉ giúp bạn giảm bớt công đoạn hậu kỳ mà còn bảo vệ tuổi thọ cho đầu in của máy. Chúc bạn có những sản phẩm ưng ý với cấu hình in chuyên nghiệp này.
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình
Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!