Bộ file in 3D cho máy đùn nhựa Original Desktop Filament Extruder MK3 bởi ARTME 3D

Tải xuống các tệp in 3D cho Original Desktop Filament Extruder MK3. Hướng dẫn chi tiết về cài đặt máy in, vật liệu PETG và cách tối ưu hóa linh kiện cho bộ kit sản xuất nhựa in 3D tại nhà.














Mô tả
Lưu ý quan trọng:
- Các tệp này dành cho phiên bản MK3. Vui lòng kiểm tra kỹ phần cứng bạn đang sở hữu!
- Vui lòng đọc kỹ toàn bộ hướng dẫn này. Bạn bắt buộc phải tuân thủ các yêu cầu để tránh làm ảnh hưởng đến khả năng vận hành của máy đùn.
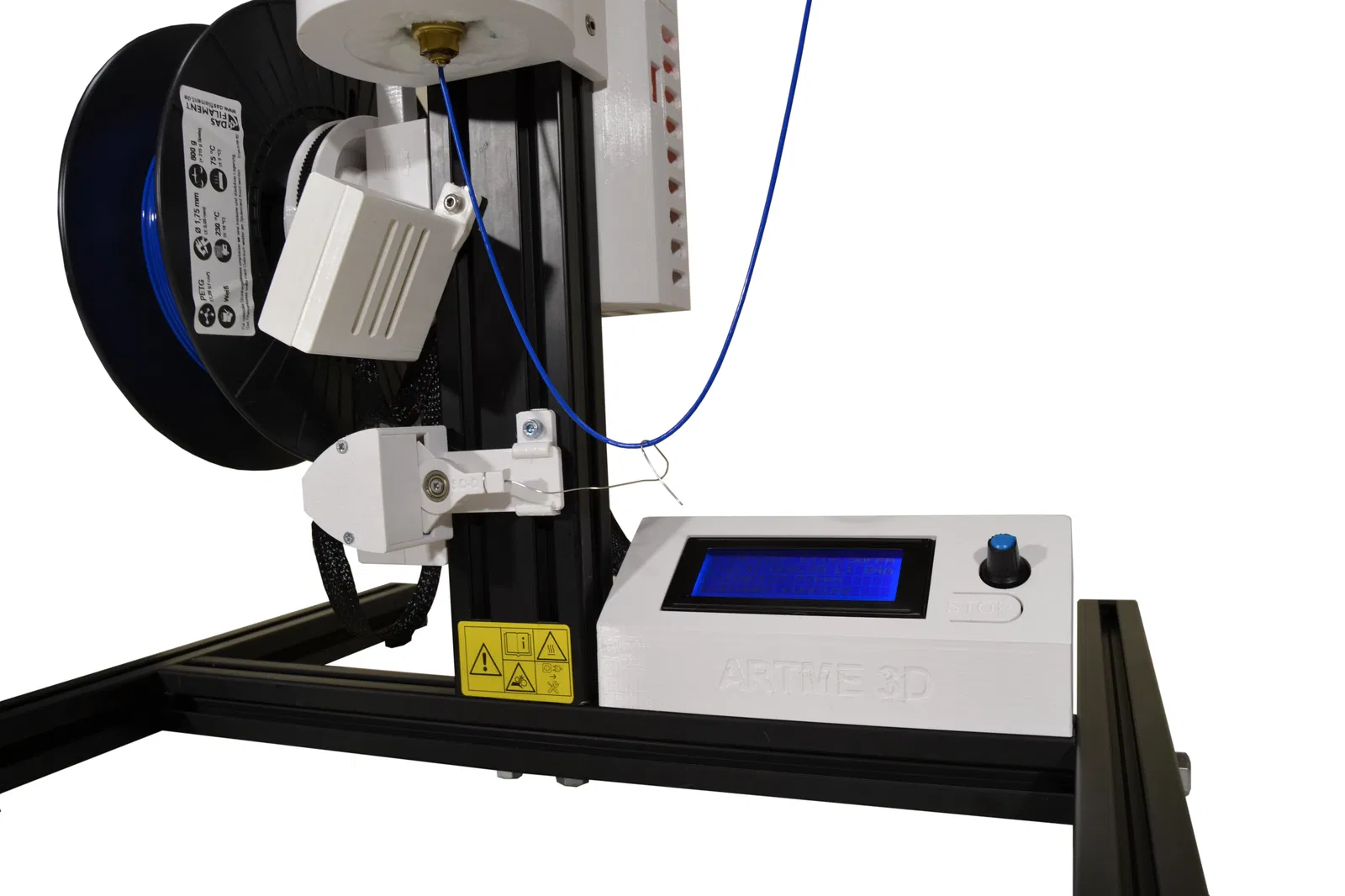
Original Desktop Filament Extruder MK3 là một bộ kit hoàn chỉnh đạt chứng nhận thương mại từ ARTME 3D® (https://www.artme-3d.de/). Bộ kit bao gồm tất cả các linh kiện cần thiết, kèm theo bộ nguồn có phích cắm phù hợp theo từng quốc gia và bộ điều khiển đa ngôn ngữ. Bạn chỉ cần tự in các bộ phận bằng nhựa 3D. So với các phiên bản MK1 đến MK2.5, điểm khác biệt chủ yếu nằm ở việc cải tiến toàn bộ các bộ phận để đảm bảo an toàn sản phẩm và đạt chứng nhận CE. Ngoài ra, hộp số, bộ phận gia nhiệt và các ốc vít của máy đùn cũng đã được tinh chỉnh.
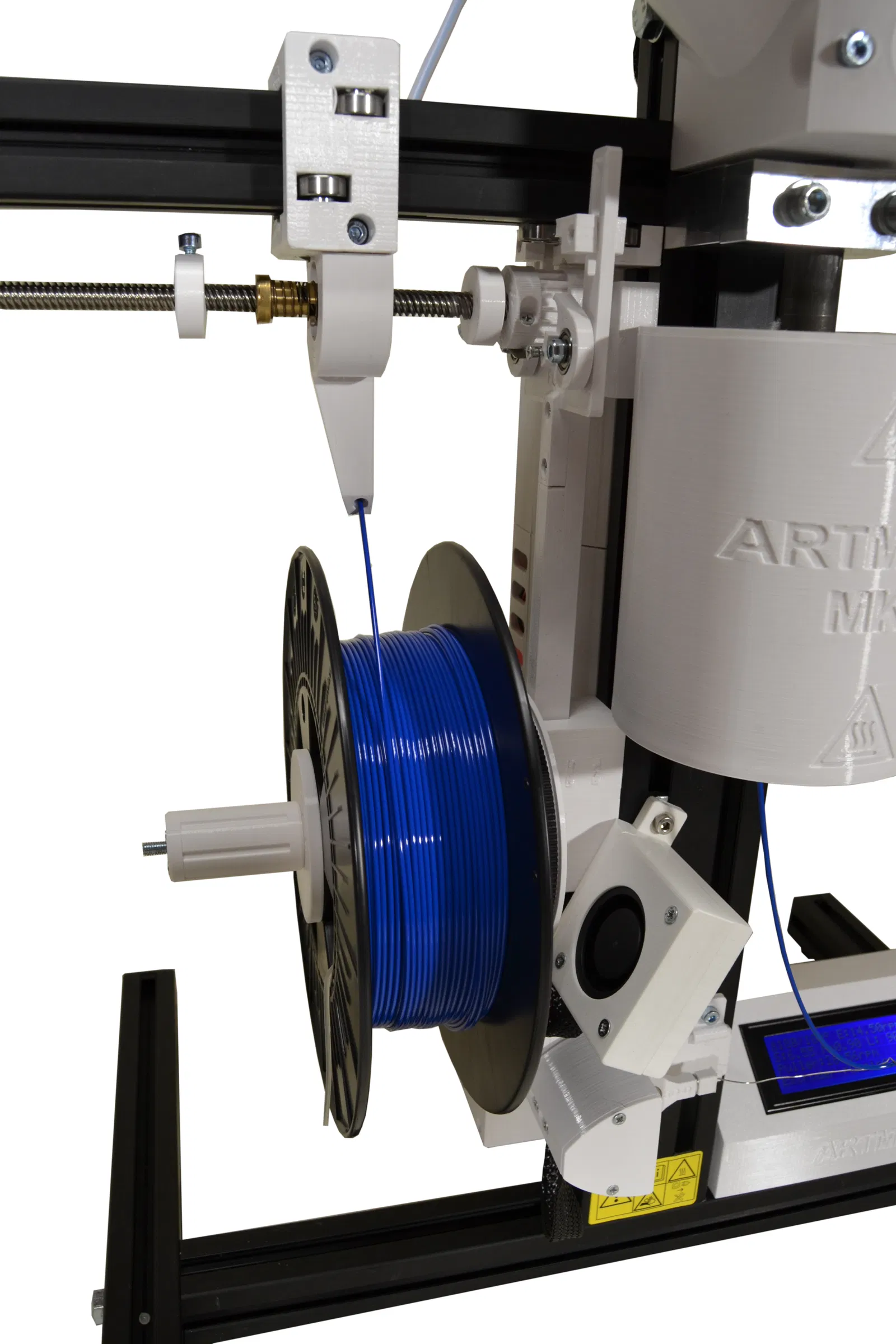
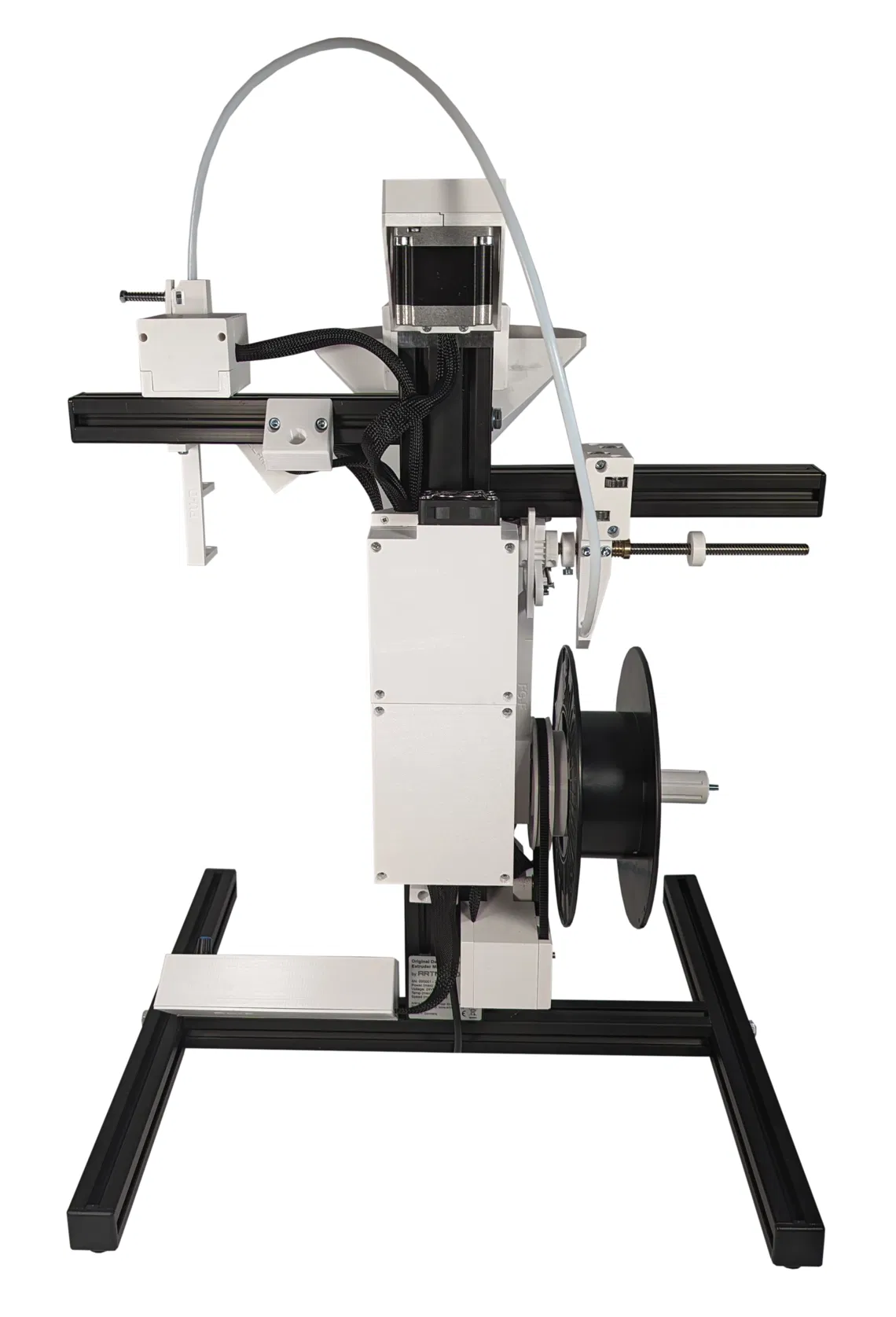
MK3 là máy đùn nhựa có thiết kế nhỏ gọn nhưng mạnh mẽ, dùng để sản xuất sợi nhựa in 3D với đường kính 1.75mm và 2.85mm. Máy sử dụng trục vít đùn bằng thép không gỉ có vùng nén, cho phép xử lý các loại hạt nhựa thương mại cũng như nhựa tái chế từ phế phẩm in 3D. Sợi nhựa thành phẩm được quấn trực tiếp vào cuộn, tất cả gói gọn trong không gian chỉ rộng 486 mm và sâu 406 mm.
Yêu cầu đối với máy in 3D:
Các bộ phận này chỉ dành cho công nghệ in FDM. Chất lượng in và độ chính xác kích thước phải tốt. Máy in cần được căn chỉnh chuẩn, các trục phải vuông góc với nhau. Đường Z-seam phải có chất lượng tốt, không được tạo lỗ hoặc sần sùi trên bề mặt, nếu không sẽ làm ảnh hưởng đến chức năng và bạn sẽ phải tốn công xử lý lại. Bàn in phải có kích thước tối thiểu 200x200mm.
Cách tìm hiểu các tệp in:
Tất cả các bộ phận in 3D đều có mã ký hiệu kết hợp bằng chữ cái. Hai chữ cái đầu tiên thể hiện nhóm bộ phận. Ví dụ: ED-B là viết tắt của "Extruder Drive". Danh sách chi tiết các bộ phận thuộc nhóm này nằm ở cuối trang.
Vật liệu in:
Tôi khuyên bạn nên in các bộ phận sau bằng PETG vì khả năng chịu nhiệt và độ linh hoạt cần thiết: ED-A + ED-B IN-A, IN-B, IN-C GE-A + GE-B + GE-F + GE-G
Các bộ phận còn lại có thể in bằng PLA. Tuy nhiên, tôi khuyến khích nên in tất cả bằng PETG vì nó ít giòn hơn PLA và các bộ phận sẽ bền bỉ hơn dưới áp lực.
Lựa chọn màu sắc:
Tùy bạn lựa chọn. Riêng bộ phận SO-D bắt buộc phải in bằng màu trắng (đục, không xuyên thấu) để đảm bảo chức năng, nhưng bộ phận này đã có sẵn trong kit.
Thời gian in và lượng vật liệu:
Thời gian in có thể kéo dài vài ngày. Bạn sẽ tiêu tốn khoảng 1.9 đến 2 kg nhựa.
Cài đặt máy in cho các bộ phận ED-A + GE-A + GE-B + GE-F + GE-G:
Đầu phun: 0.4mm Độ cao lớp in: 0.2mm Tối thiểu 8 lớp tường (wall lines) Tối thiểu 5 lớp trên Tối thiểu 5 lớp dưới Infill tối thiểu 40%
Cài đặt cho các bộ phận FR-A + FR-B + FR-C + FR-D:
Đây chỉ là phụ kiện lắp ráp, không chịu tải cơ học cao. Khuyên dùng 3 lớp tường, 3 lớp trên/dưới với 20% infill.
Cài đặt cho bộ phận GE-J:
Phải in với 100% infill (cần in 2 cái).
Cài đặt cho các bộ phận khác:
Đầu phun: 0.4mm Độ cao lớp in: 0.2mm Tối thiểu 5 lớp tường Tối thiểu 4 lớp trên Tối thiểu 4 lớp dưới Infill tối thiểu 40%
Căn chỉnh và hỗ trợ (Support):
Các tệp STL đã được căn chỉnh sẵn để in không cần support. Chỉ có hai bộ phận cần support là: ED-C và SD-B.
Số lượng linh kiện:
FG-N in 2 cái. GE-E in 4 cái. GE-J in 2 cái. Các bộ phận còn lại in 1 cái.
Các bộ phận tùy chọn (Option):
Với các file ghi chú "Option", bạn cần chọn file phù hợp.
Các phần GE-C, GE-F, GE-G có lỗ 12mm. Do bản chất in FDM thường làm lỗ nhỏ hơn thực tế, bạn cần chọn biến thể có kích thước lỗ lớn hơn phù hợp với máy in của mình (thường là 12.1mm hoặc 12.2mm). Hãy thử in mẫu trước để đảm bảo trục kim loại đi qua vừa vặn, không quá chặt cũng không quá lỏng.
Tương tự với ED-A, cần chọn kích thước lỗ (thường là 12.3mm cho máy Prusa) để trục kim loại có thể chuyển động nhẹ nhàng.
Với SH-G, hãy chọn bộ phận khớp với đường kính trong của cuộn nhựa bạn dùng.
Với FG-O và FG-P, chọn theo dung lượng cuộn nhựa: FG-O cho cuộn 1kg, FG-P cho cuộn 2kg.
In SH-C và SH-D nếu làm nhựa 1.75mm. In các bản "option-2.85" nếu làm nhựa 2.85mm.
Nhật ký thay đổi:
15.08.2024: Thêm GE-L và FR-E. 16.08.2024: Cải tiến FR-D, SH-B và SH-J. 21.08.2024: Thêm FR-E để đặt nòng máy tốt hơn. 25.08.2024: Cải tiến SD-B.
Danh sách linh kiện in 3D:
Xem tại đây.
Giấy phép

File mô hình















































































































Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!