Test VFA tốc độ cao cho Core One (40–350 mm/s)

Bộ mẫu test VFA (Vertical Fine Artifacts) và G-code/PrusaSlicer project cho Prusa Core One, chạy từ 40–350 mm/s. Có vạch đánh dấu đổi tốc theo bước 10 mm/s, kèm gợi ý nhiệt PLA để giữ bề mặt glossy quan sát VFA.
Mô tả
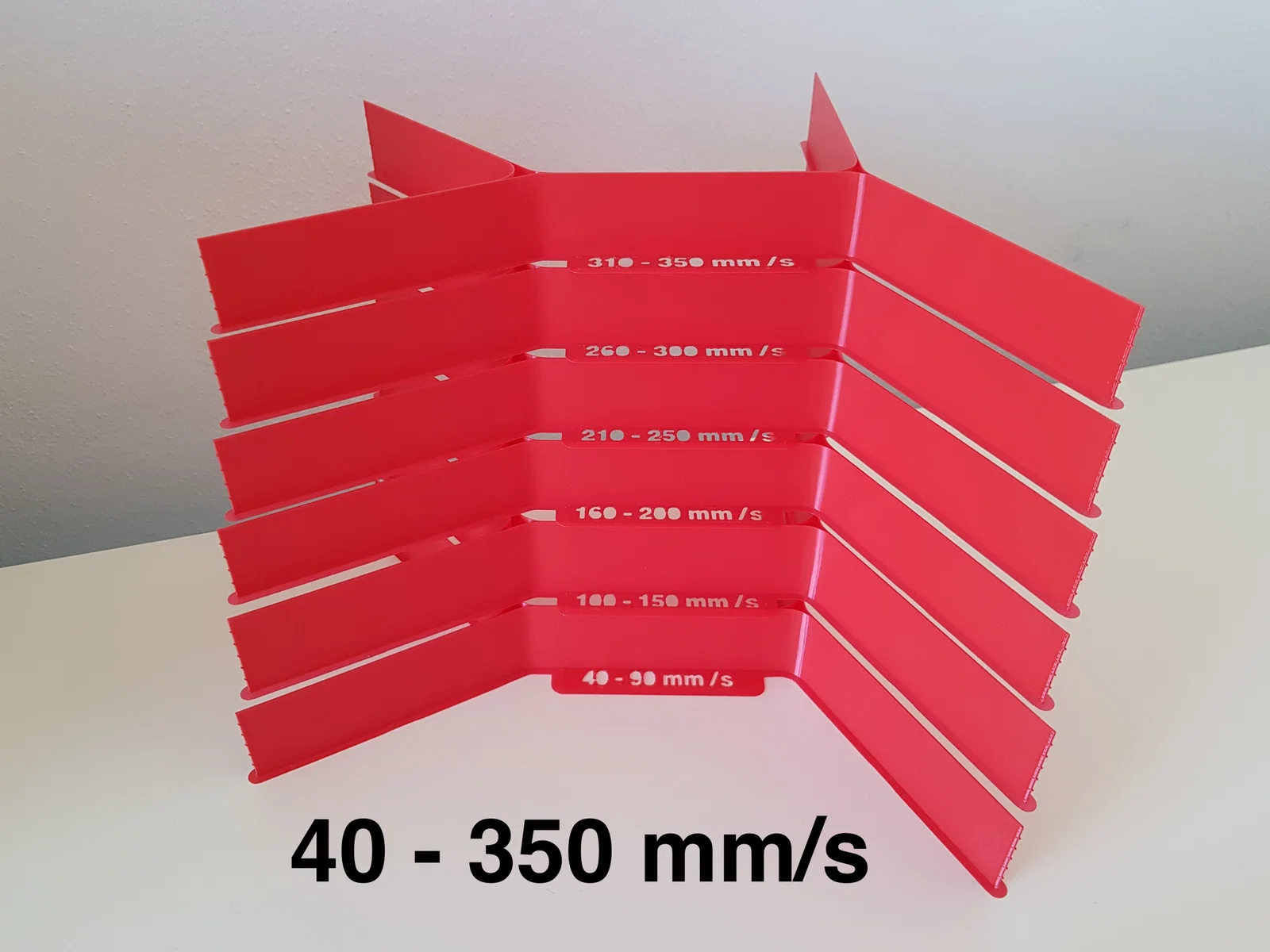
Các mẫu test VFA (Vertical Fine Artifacts) cho dải tốc độ in rất rộng trên Prusa Core One, từ 40 đến 350 mm/s.
Trên mép mẫu có các rãnh cách nhau 5 mm, dùng để đánh dấu các mốc đổi tốc độ theo bước 10 mm/s.
Để quan sát VFA rõ, bạn cần dùng filament bóng và in ra bề mặt phải glossy.
Nhớ tắt silent mode, vì chế độ này sẽ giới hạn tốc độ in.
G-code và project PrusaSlicer được chuẩn bị cho PLA với nozzle high-flow 0.4 mm. Lớp đầu tiên in ở 230°C, còn các lớp tiếp theo được chỉnh theo:
- 40 - 90 mm/s ở 230°C
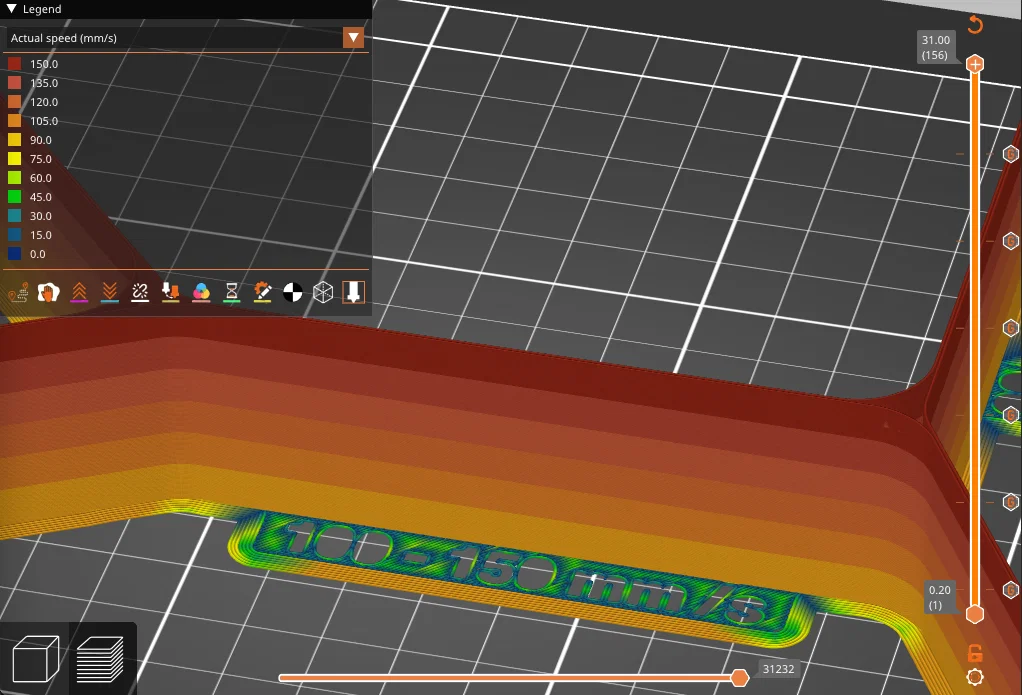
- 100 - 150 mm/s ở 240°C
- 160 - 200 mm/s ở 250°C
- 210 - 250 mm/s ở 260°C
- 260 - 300 mm/s ở 270°C
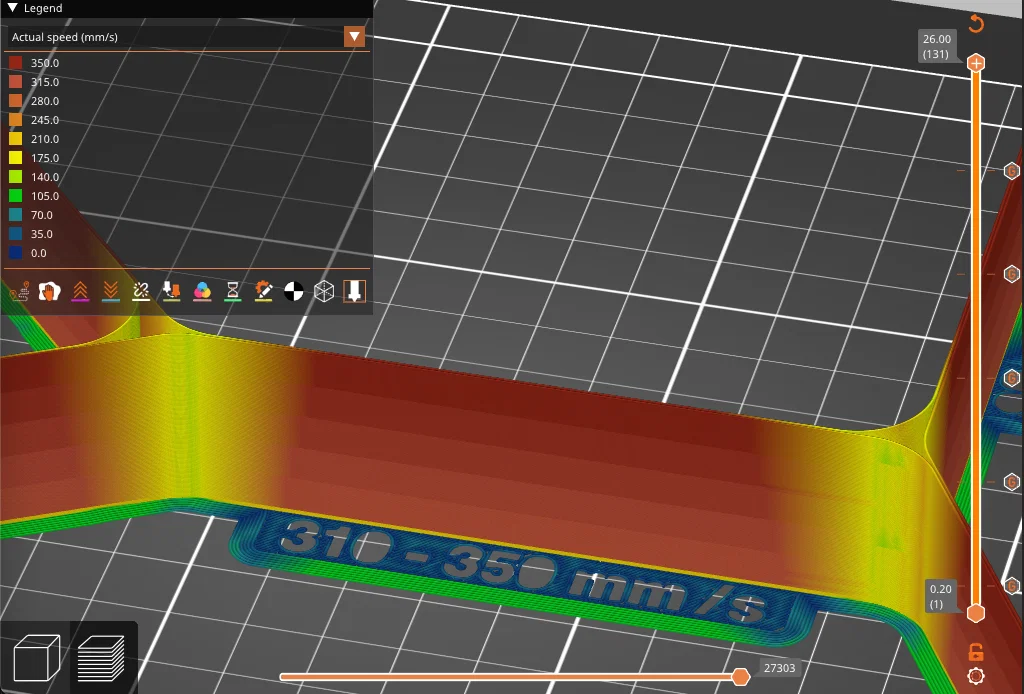
- 310 - 350 mm/s ở 280°C
Tốc độ in cao (volumetric flow rate cao) thường cần nhiệt nozzle cao hơn, vì nhựa nóng chảy sẽ hút nhiệt và vô tình “làm mát” nozzle. PLA bóng khi được nung chảy đúng thì in xong vẫn sẽ giữ độ bóng. Nếu bản in của bạn không ra glossy, bạn có 2 cách:
- Tăng nhiệt sau khi in xong lớp đầu tiên. Mỗi hãng vật liệu sẽ phản ứng khác nhau ở volumetric flow rate cao, nên không có một mức nhiệt “chuẩn chung” cho tất cả.
- Giảm layer height. File đang được chuẩn bị với layer 0.2 mm. Layer mỏng hơn sẽ cho volumetric flow rate thấp hơn.
Một số máy in có thể “giấu” VFA bằng cách dùng nhiệt in thấp, làm bề mặt ra kiểu matte. Tuy nhiên lưu ý: bản in matte từ filament bóng thường là dấu hiệu liên kết giữa các lớp yếu, dễ giòn và dễ gãy.
VFA có thể chỉ xuất hiện ở một số tốc độ, góc in và hướng in nhất định. Khác với các mẫu tương tự, bộ này được thiết kế để quan sát bằng mắt dễ nhất. Kích thước mẫu cũng đủ lớn để chạy tốc độ cao, giảm ảnh hưởng của các vùng tăng/giảm tốc.
Cách nó được làm
Các thay đổi tốc độ in được chuẩn bị trong PrusaSlicer bằng cách chèn G-code M220 ở các layer cụ thể để chỉnh feedrate. Ví dụ, ở file 40-90 mm/s, feedrate sẽ lần lượt đặt 40%, 50%, 60%... dựa trên tốc độ external perimeter 100 mm/s. Các file cho tốc độ trên 200 mm/s thì dựa trên external perimeter 200 mm/s.
Mình có tham khảo cảm hứng từ các bài test cho tốc độ in chậm, nhưng tất cả nội dung này mình làm lại từ đầu.
Giấy phép

File mô hình


















Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!