TPU For AMS - Thiết lập tối ưu và chắc chắn không chính thức

Giải pháp khắc phục các thiết lập mặc định kém hiệu quả cho TPU For AMS. Profile này giúp tăng độ bám dính giữa các lớp, giảm tình trạng đứt gãy và tối ưu hóa support, đảm bảo bản in của bạn bền và đẹp hơn trên các dòng máy Bambu Lab.









Mô tả
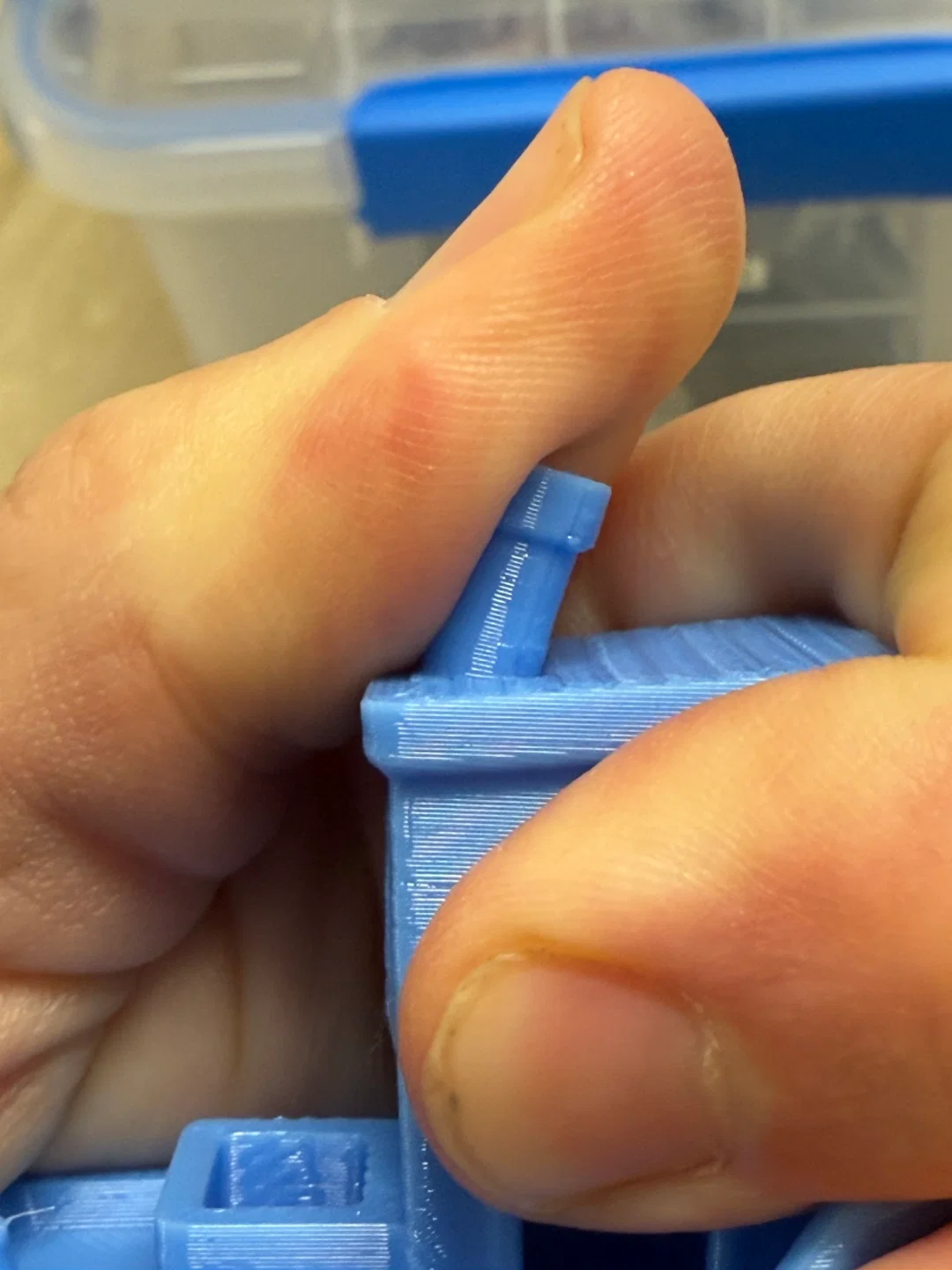
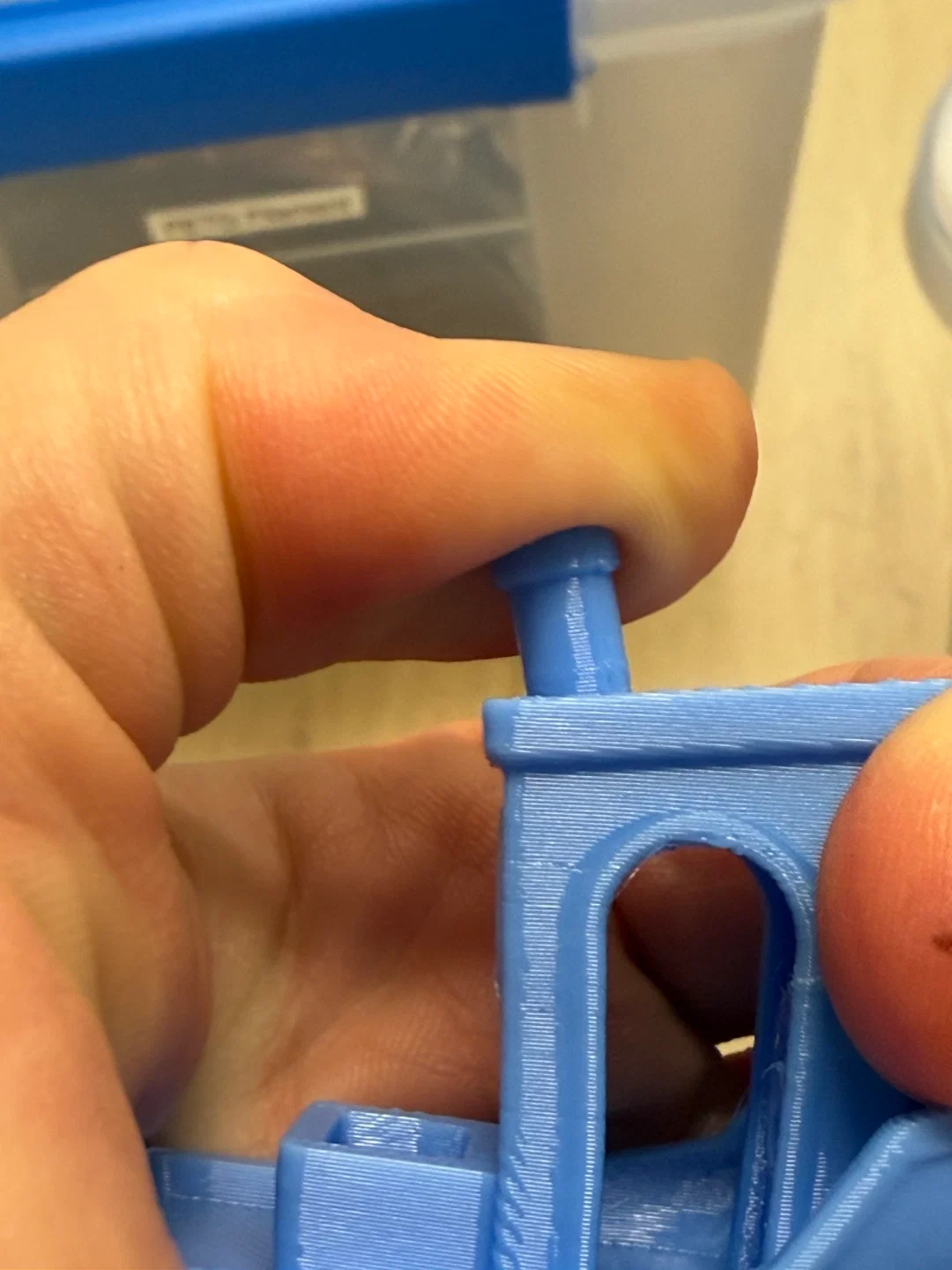
Vật liệu TPU-For-AMS mới của Bambu hiện đang gây ra khá nhiều tranh cãi, chủ yếu là do thiết lập mặc định không được tốt cho lắm (đáng buồn thay đây lại là chuyện thường thấy). Vì quá bực mình khi 4 cuộn nhựa này cứ bị gãy ngang lớp Z, mình đã quyết định tìm cách khắc phục. Mình tin là mình đã thành công phần nào, giúp cho độ bám dính giữa các lớp chắc chắn hơn hẳn (dù chưa phải là hoàn hảo tuyệt đối). Giờ đây vật liệu không còn dễ bị bẻ gãy bằng tay nữa, khi thử đập bằng búa thì các lớp đã dính kết với nhau rất tốt, và nó không còn bị tách lớp dọc theo trục Z một cách dễ dàng như trước.
Các lưu ý quan trọng
- Cấu hình này bao gồm cả cài đặt Filament và Print - hãy chú ý lưu lại chúng thành một preset riêng trong phần mềm cắt lớp (slicer) của bạn.
- Cấu hình này được tinh chỉnh trên X1C, nhưng sẽ dùng tốt cho cả X1/X1C/P1P/P1S - nó cũng có khả năng hoạt động ổn trên dòng A1 / A1 Mini.. bạn chỉ cần copy thông số sang nếu dùng loại máy in khác mình.
- Hãy tinh chỉnh Pressure Advance / “Dynamic Flow” để đạt được kết quả tốt nhất. Do Bambu Studio không lưu được các giá trị này trong profile in, nên mình không thể chia sẻ thông số cụ thể, hơn nữa mỗi máy mỗi khác nên bạn cần tự cân chỉnh nhé.
Chi tiết
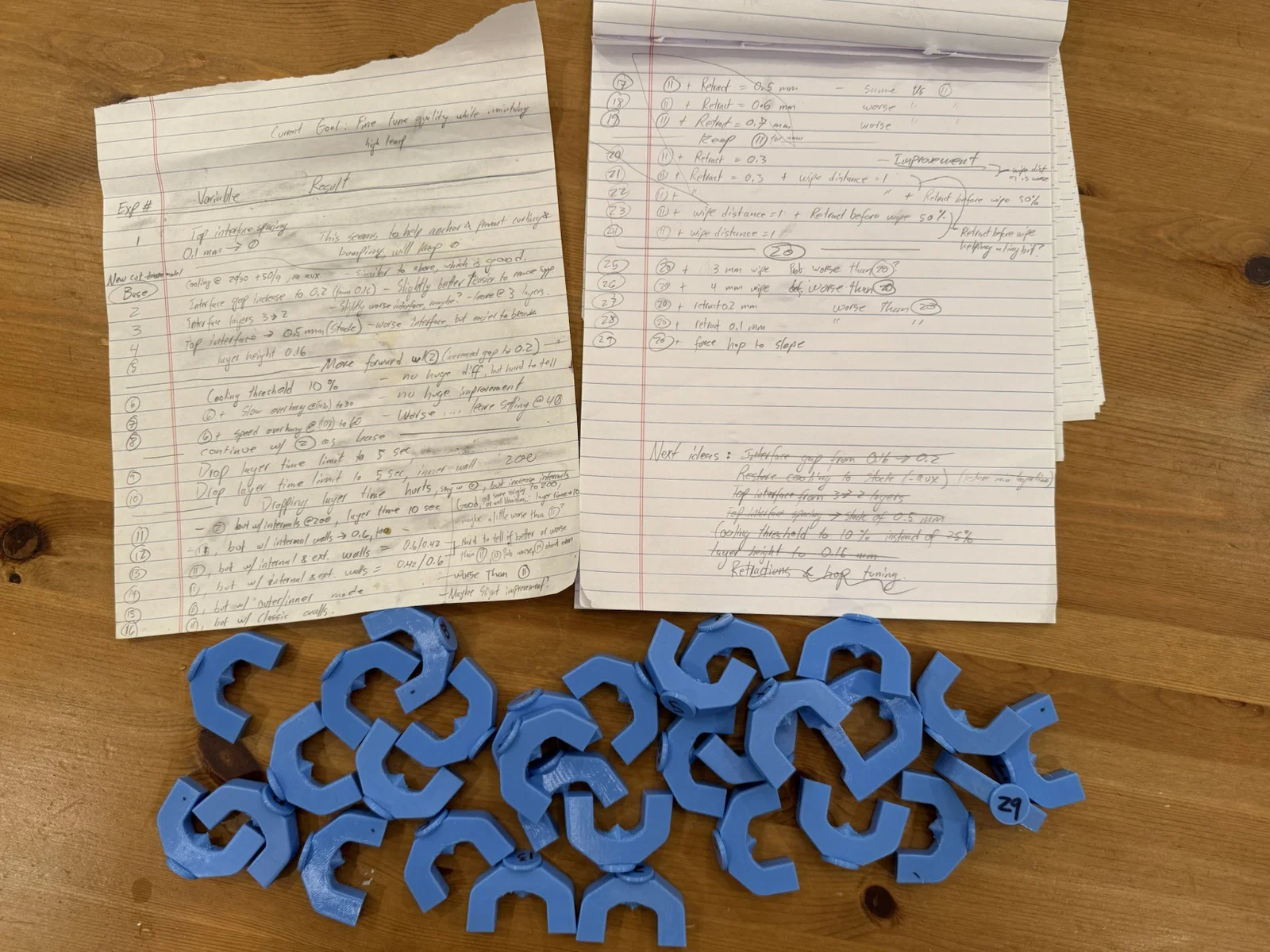
Profile này là kết quả của hơn 40 lần thử nghiệm trên máy X1C của mình:
- Nhiệt độ (Temperature): Mặc định quá thấp nên không bám dính tốt, mình đã tăng lên 245 độ C. Mình đã thử từ 230-255 độ C.
- Hiện tượng tơ sợi (Stringing): Profile này có thể bị một chút tơ sợi mỏng, dù nhựa đã sấy khô. Đây là điều khó tránh khỏi khi in nhiệt độ cao, nhưng mình đã điều chỉnh các thông số khác để giảm thiểu nó xuống mức chấp nhận được. Nếu cần, bạn chỉ cần dùng súng khò nhiệt hoặc dùng móng tay gạt nhẹ là sạch ngay. Nếu muốn ít tơ sợi hơn, bạn có thể hạ nhiệt độ xuống 240 độ C.
- Làm mát (Cooling): Mình đã thử nghiệm rất nhiều, cuối cùng quyết định giữ nguyên timing làm mát như mặc định, nhưng tắt hoàn toàn quạt phụ (aux fan).
- Retractions: Mình đã thực hiện nhiều bài test về khoảng cách rút nhựa, khoảng cách lau (wipe distance), rút trước khi lau, v.v. để tìm ra cài đặt tốt nhất ở nhiệt độ cao.
- Supports: Mình đã tinh chỉnh để giữ nguyên hiệu năng tuyệt vời của support mặc định. Support giờ đây bám chắc hơn một chút nhưng vẫn tách rời rất gọn gàng. Có thể bạn cần dùng lực hơn một chút để tháo, nhưng bề mặt để lại rất đẹp.
- Wall widths/order/infill pattern: Tối ưu hóa để bề mặt đẹp hơn và giảm hiện tượng vón cục (blobbing).
- Tốc độ (Speeds): Tối ưu cho tường và overhang để cân bằng giữa chất lượng và tốc độ in.
P.S. Mình dùng mẫu Benchy tích hợp trong slicer để làm mẫu demo. Mọi công trạng của mẫu đó thuộc về tác giả gốc: CT3D.xyz. Còn mình thực tế đã tinh chỉnh loại TPU này trên mẫu chìa khóa Zelda của riêng mình tại đây: https://makerworld.com/en/models/802705.
Giấy phép

File mô hình
Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!