Giá đỡ bàn chải làm sạch đầu phun (cho Neptune 4, Neptune 4 PRO)

Đây là thiết kế giá đỡ bàn chải silicon để tự động làm sạch đầu phun cho dòng máy in 3D Elegoo Neptune 4 và 4 Pro. Giúp giữ đầu phun luôn sạch sẽ trước khi bắt đầu in, hạn chế tình trạng tắc nghẽn và cải thiện chất lượng bản in.





Mô tả
In ấn
Để in phụ kiện này, mình khuyên dùng nhựa PETG hoặc các loại nhựa chịu nhiệt tốt hơn. (PLA và các loại nhựa dẻo không phù hợp vì dễ bị biến dạng). Độ dày lớp in (layer height): 0.2 mm, mật độ lấp đầy (fill density): 15%, không cần dùng brim.
Chuẩn bị lắp đặt
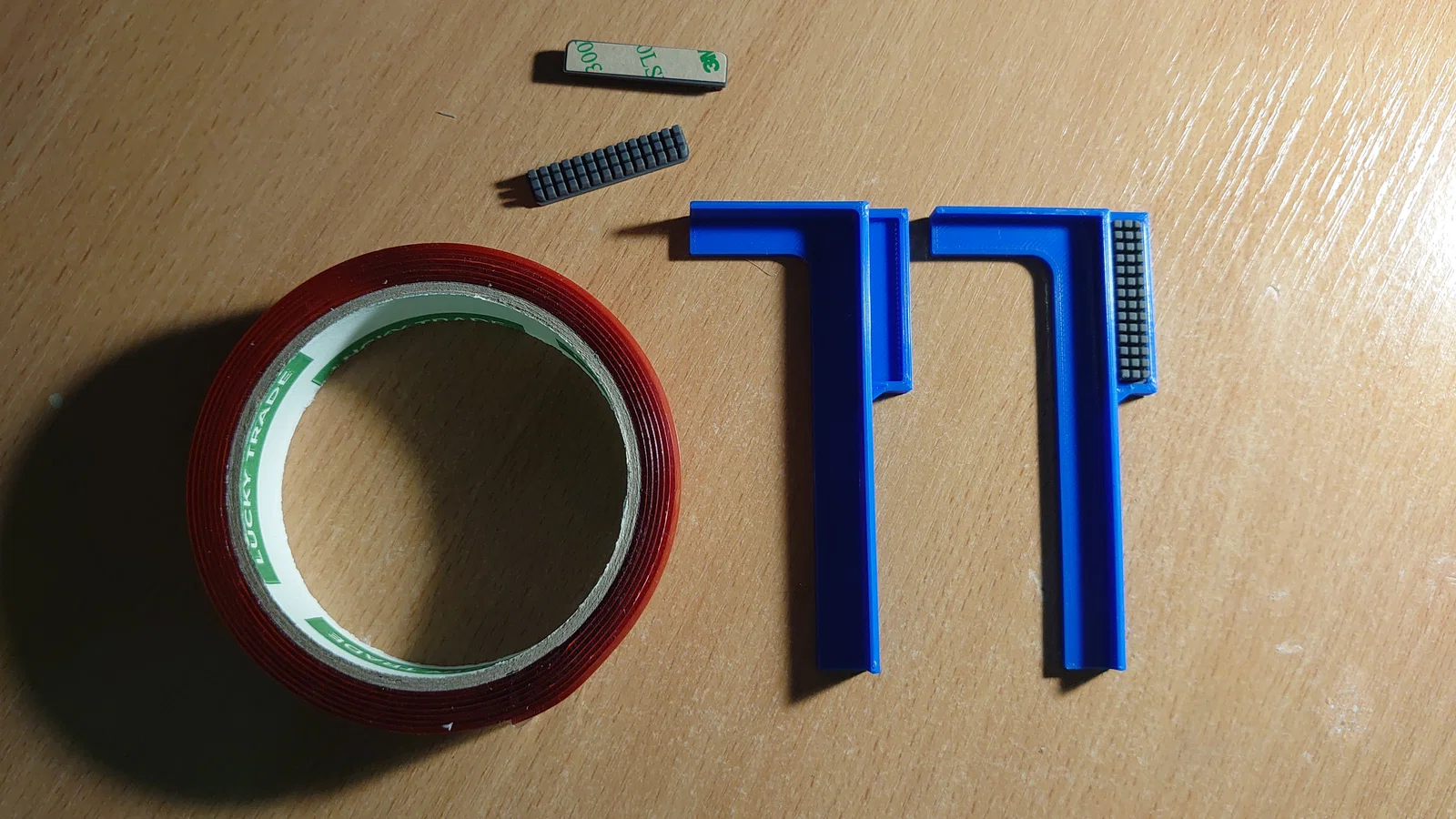
Sau khi in xong, bạn hãy lấy phần bàn chải silicon của máy in BambuLab A1. Dán nó vào khe cắm trên đế in bằng chính lớp băng dính có sẵn trên bàn chải (thế là đủ chắc rồi).
Lắp đặt lên máy in
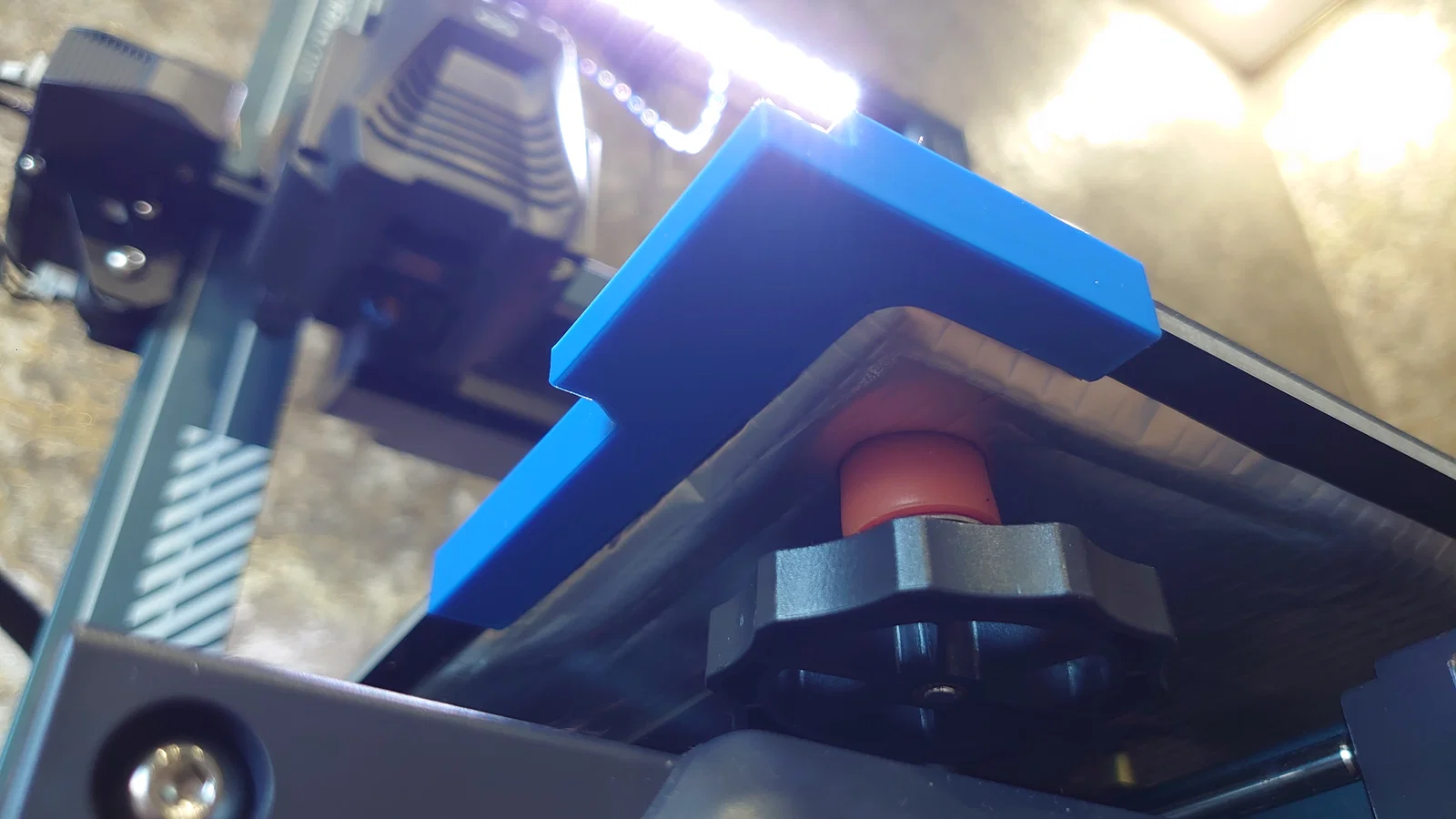
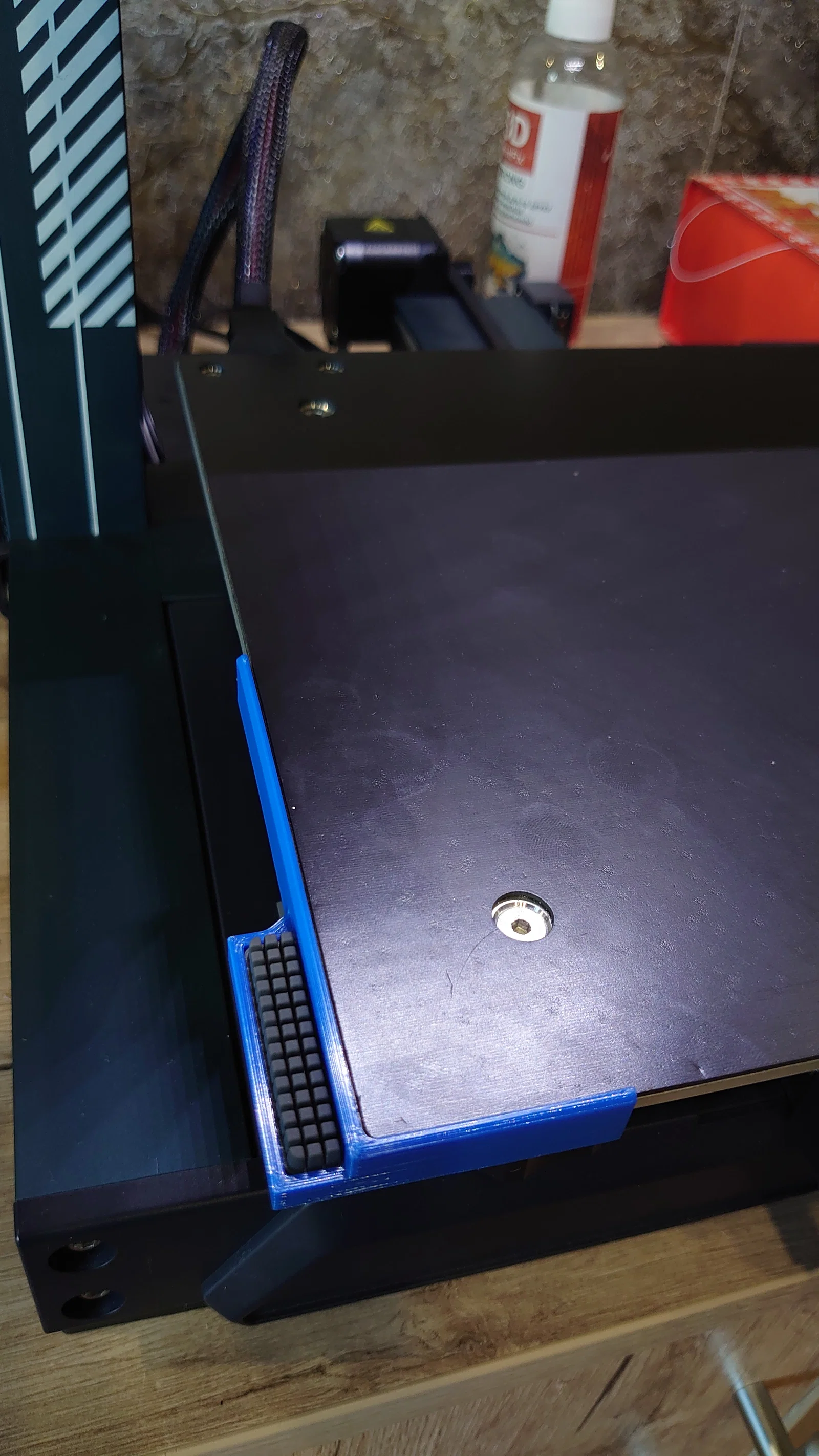
Để gắn đế giữ vào máy, bạn có thể dùng băng dính hai mặt chịu nhiệt hoặc keo dán. Theo kinh nghiệm của mình, chỉ cần dùng loại băng dính mút xốp acrylic là ổn. Bạn hãy bóc lớp bảo vệ băng dính rồi dán chi tiết vào góc trước bên trái của bàn in. Nếu dùng keo dán, hãy nhớ kẹp cố định chi tiết vào bàn in và đợi keo khô hoàn toàn nhé.
Thiết lập Macro
Bật máy in của bạn lên.
Truy cập vào giao diện web điều khiển và tìm file printer.cfg trong tab cấu hình (configuration).
Thêm đoạn mã macro từ Phụ lục A vào file này.
Lưu thay đổi và khởi động lại máy in.
Giờ đây, bạn đã có một macro có thể kích hoạt thủ công qua giao diện web hoặc thêm vào G-code khởi động để máy tự động làm sạch đầu phun trước mỗi lần in.
Phụ lục A
[gcode_macro CLEAN_NOZZLE]
description: Làm sạch đầu phun bằng bàn chải
gcode:
{% set EXTRUDER_TEMP = params.EXTRUDER_TEMP|default(170)|float %}
G28
# Nâng đầu phun lên để tránh va chạm với vật thể in
G90
G1 Z10 F3000 ; Nâng đầu phun lên 10 mm
G1 X0 Y50 F10000 ; Di chuyển đến vị trí bàn chải
G91
G1 X-7.5 F6000
G90
{% if printer.extruder.temperature < EXTRUDER_TEMP %}
M109 S{EXTRUDER_TEMP}
{% endif %}
G92 E0 ;Reset Extruder
M106 S255
G1 E30 F200 ; Đẩy 30 mm nhựa ở tốc độ 200 mm/phút
G92 E0 ;Reset Extruder
G1 Z-2 F1200 ; Thiết lập chiều cao để làm sạch
M106 S0
# Thực hiện chuyển động làm sạch theo trục Y và dao động hình sin trên trục X
G91 ; Bật chế độ tọa độ tương đối
; Lượt 1
G1 X0.3 Y-48 F15000
G1 X-0.6 Y48 F15000
G1 X0.6 Y-48 F15000
G1 X-0.3 Y48 F15000
; Lượt 2 với tốc độ cao hơn
G1 X0.3 Y-48 F45000
G1 X-0.6 Y48 F45000
G1 X0.6 Y-48 F45000
G1 X-0.3 Y48 F45000
; Lượt cuối cùng với tốc độ tối đa
G1 X0.3 Y-48 F15000
G1 X-0.6 Y48 F15000
G1 X0.6 Y-48 F15000
G1 X-0.3 Y48 F15000
G90 ; Trở về tọa độ tuyệt đối
G1 Z10 F3000 ; Nâng đầu phun sau khi làm sạch
G1 X0 Y50 F6000 ; Di chuyển về vị trí bắt đầu trên bàn inGiải thích chi tiết
Macro này được thiết kế để tự động hóa quy trình làm sạch đầu phun bằng bàn chải gắn trên bàn in. Quy trình bắt đầu với lệnh G28 để máy về gốc, sau đó nâng đầu phun lên (Z10) để tránh va chạm.
Để làm sạch nhựa thừa (stringing), đầu phun thực hiện các chuyển động nhanh để gạt bỏ nhựa thừa trước khi cọ xát trực tiếp. Sau đó, đầu phun hạ xuống (Z-2) và thực hiện chuyển động hình sin kết hợp giữa trục X và Y để làm sạch kỹ lưỡng hơn trên bàn chải. Cuối cùng, đầu phun nâng lên và trở về vị trí ban đầu.
Lưu ý
Hãy nhớ rằng tùy thuộc vào loại băng dính bạn dùng mà chiều cao có thể thay đổi một chút, vì vậy bạn cần tự điều chỉnh trục Z cho phù hợp.
Bàn chải sử dụng cho A1
Giấy phép

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!