Nắp che bộ điều khiển bàn nhiệt Prusa XL cải tiến - ĐÃ CẬP NHẬT V2

Nắp che bộ điều khiển bàn nhiệt Prusa XL đã được cải tiến giúp tản nhiệt chủ động cho MCU. Phiên bản V2 bổ sung hỗ trợ chống cong vênh và tùy chọn công tắc nhiệt thông minh.
















Mô tả
04/05/2025: Đã cập nhật thêm vị trí lắp công tắc nhiệt KSD9700 để tự động bật/tắt quạt khi cần thiết.

09/06/2024: Phiên bản V2 hiện đã được cập nhật thêm các phần hỗ trợ (support) tích hợp sẵn để chống cong vênh phần overhang khi in, cùng với đó là các mẹo khi in đa vật liệu.
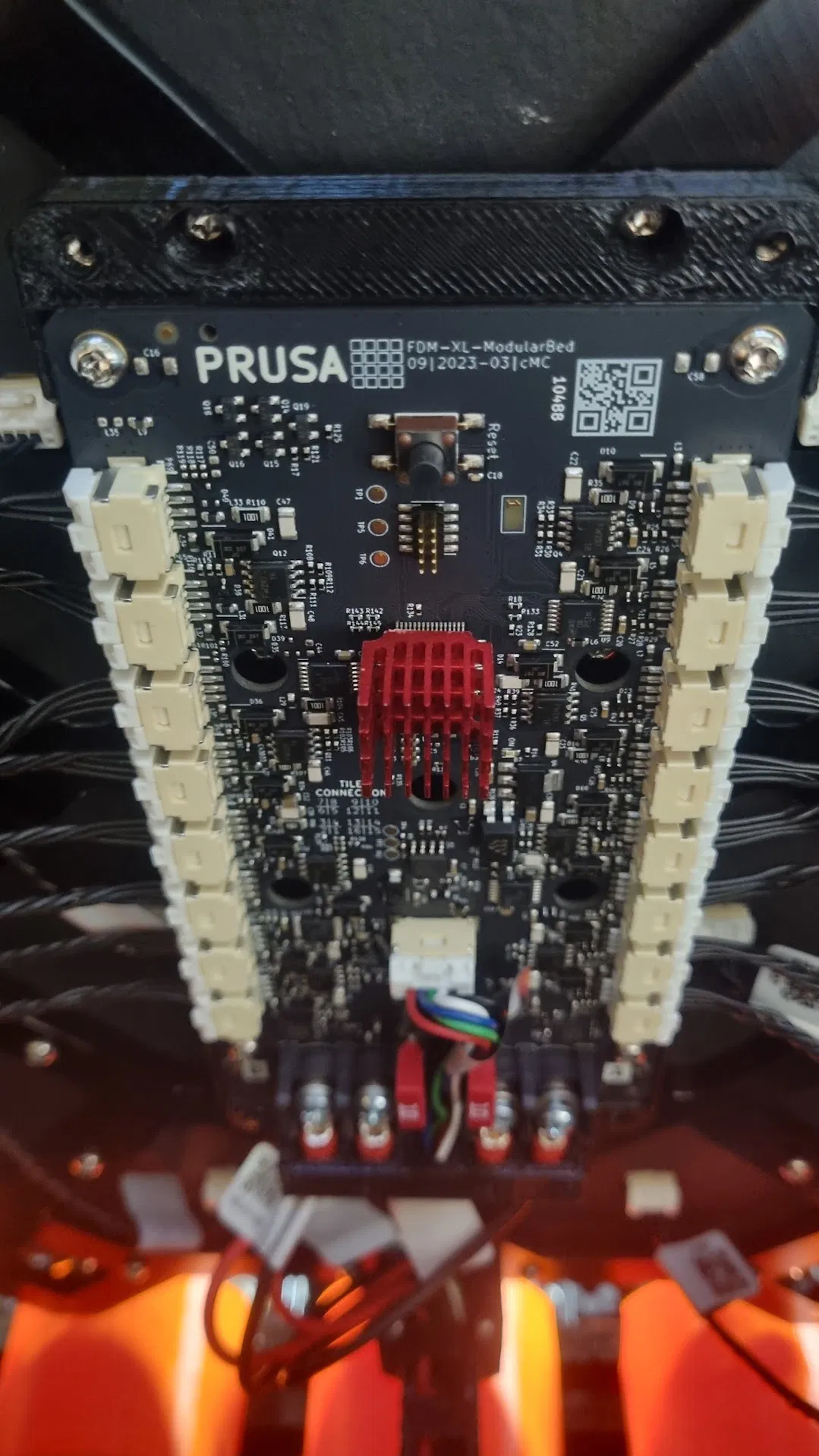
Nếu bạn có đóng hộp (enclose) cho máy XL và/hoặc sống ở nơi có khí hậu nóng, việc sớm muộn gì bạn cũng sẽ gặp lỗi “MCU in Modular Bed is overheated” là điều khó tránh khỏi.
MCU sẽ báo lỗi nếu nhiệt độ vượt quá 100°C. Máy sẽ tạm dừng in và đợi cho đến khi nhiệt độ MCU giảm xuống dưới 82°C. Khi máy in chạy tiếp, thường sẽ xảy ra tình trạng lệch lớp (layer shift), làm hỏng bản in của bạn.
Khi in các vật liệu chịu nhiệt cao với nhiệt độ bàn in từ 100°C trở lên, MCU bàn nhiệt của tôi thường xuyên ở mức 86-96°C. Đôi khi tôi còn gặp phải lỗi quá nhiệt.
Tôi sống ở Úc và phòng in của tôi thường xuyên vượt quá 42°C vào mùa hè. Tôi có sử dụng bộ enXLosure tuyệt vời từ @Voxel3D, nhưng bất kỳ loại hộp nào cũng sẽ gây ra vấn đề tương tự.
Nhiệt độ không khí trong hộp không vượt quá khoảng 40-50°C, nên vẫn còn dư địa để trao đổi nhiệt.
Ngoài ra, nhiệt độ chính là kẻ thù của linh kiện điện tử, vì vậy giữ cho chúng càng mát thì tuổi thọ càng lâu.
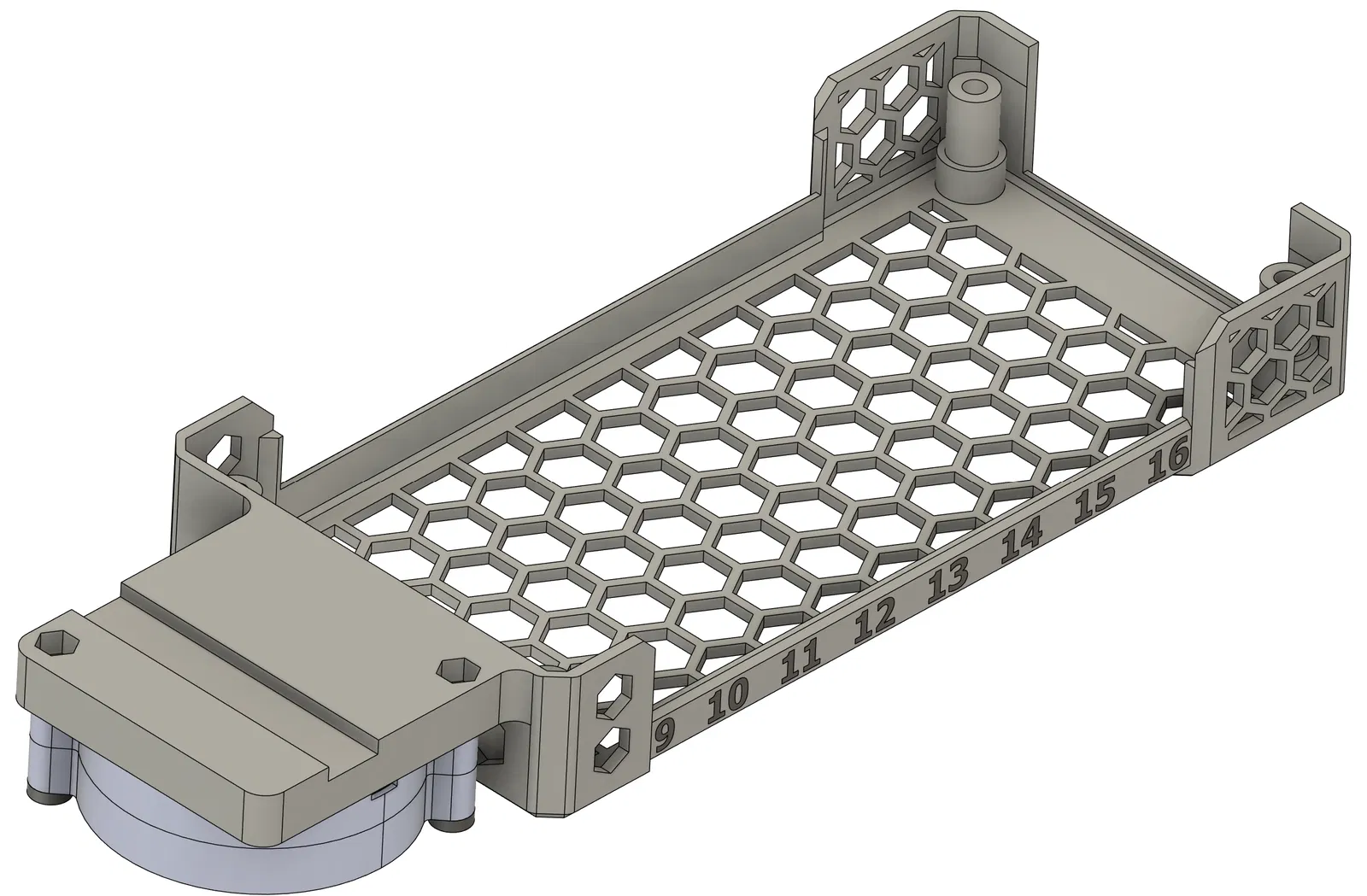
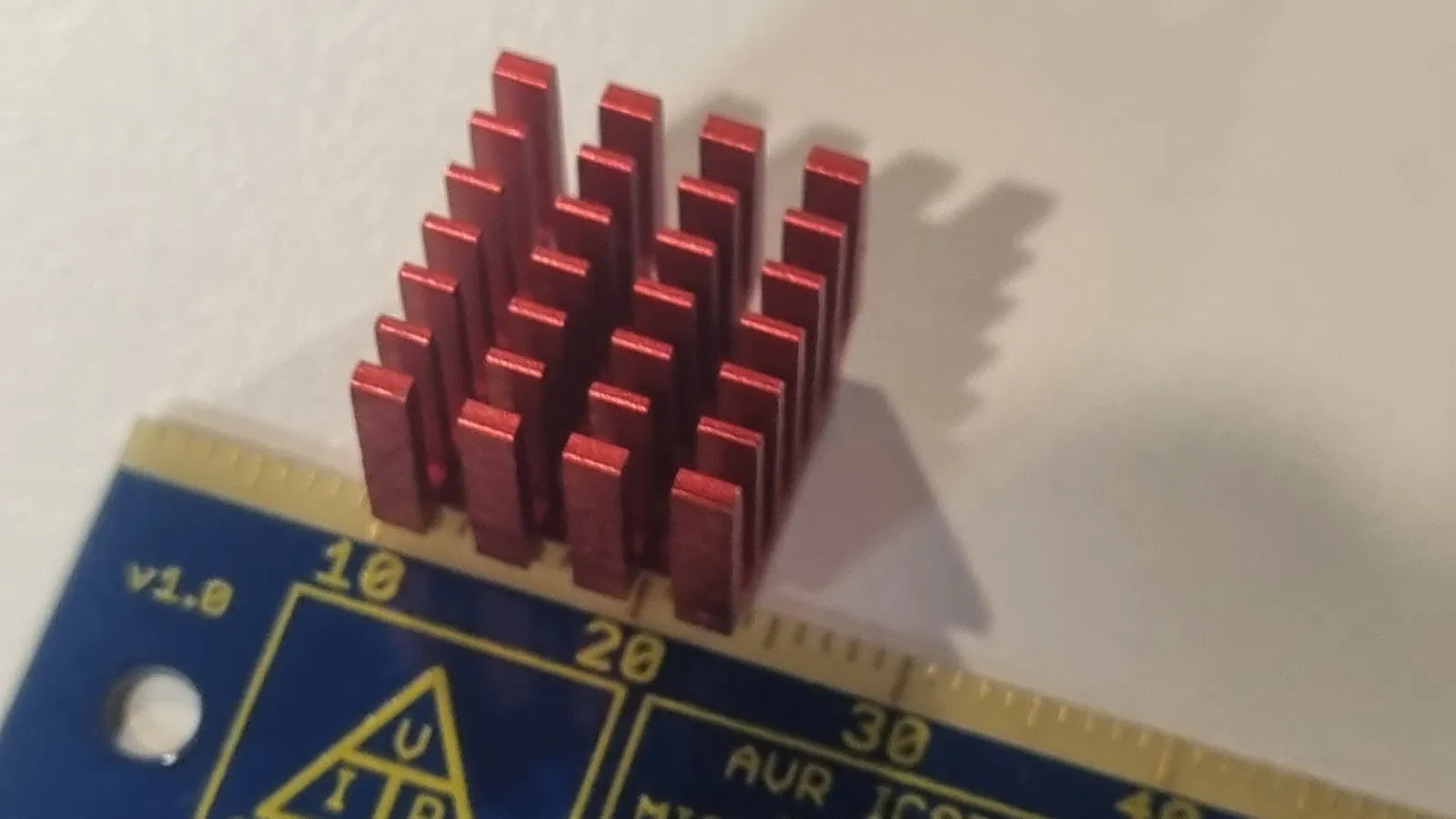
Tôi đã quyết định thêm một miếng tản nhiệt cho MCU và sử dụng quạt thổi 5015. Tôi đã thiết kế lại nắp che bàn nhiệt gốc vì nắp zin có độ thông gió rất hạn chế.
Các họa tiết hình lục giác là yếu tố cốt lõi trong thiết kế này, vì ai cũng biết hình lục giác là tuyệt nhất (bestagons)!
Giờ đây, khi in với nhiệt độ bàn in 110°C, MCU bàn nhiệt của tôi không vượt quá 42°C.
Tôi cũng đã thêm tùy chọn in các con số bằng màu khác, nằm phẳng với bề mặt.
In ấn:
CẬP NHẬT: Ban đầu tôi nói rằng nhựa PETG phù hợp cho bản in này. Tuy nhiên, các thử nghiệm bổ sung đã chứng minh điều đó không đúng. :(
Cần sử dụng vật liệu chịu nhiệt cao như ASA/PC, v.v. cho bản in này do nhiệt lượng truyền qua khung nhôm nơi các tấm nhiệt được bắt vít vào.
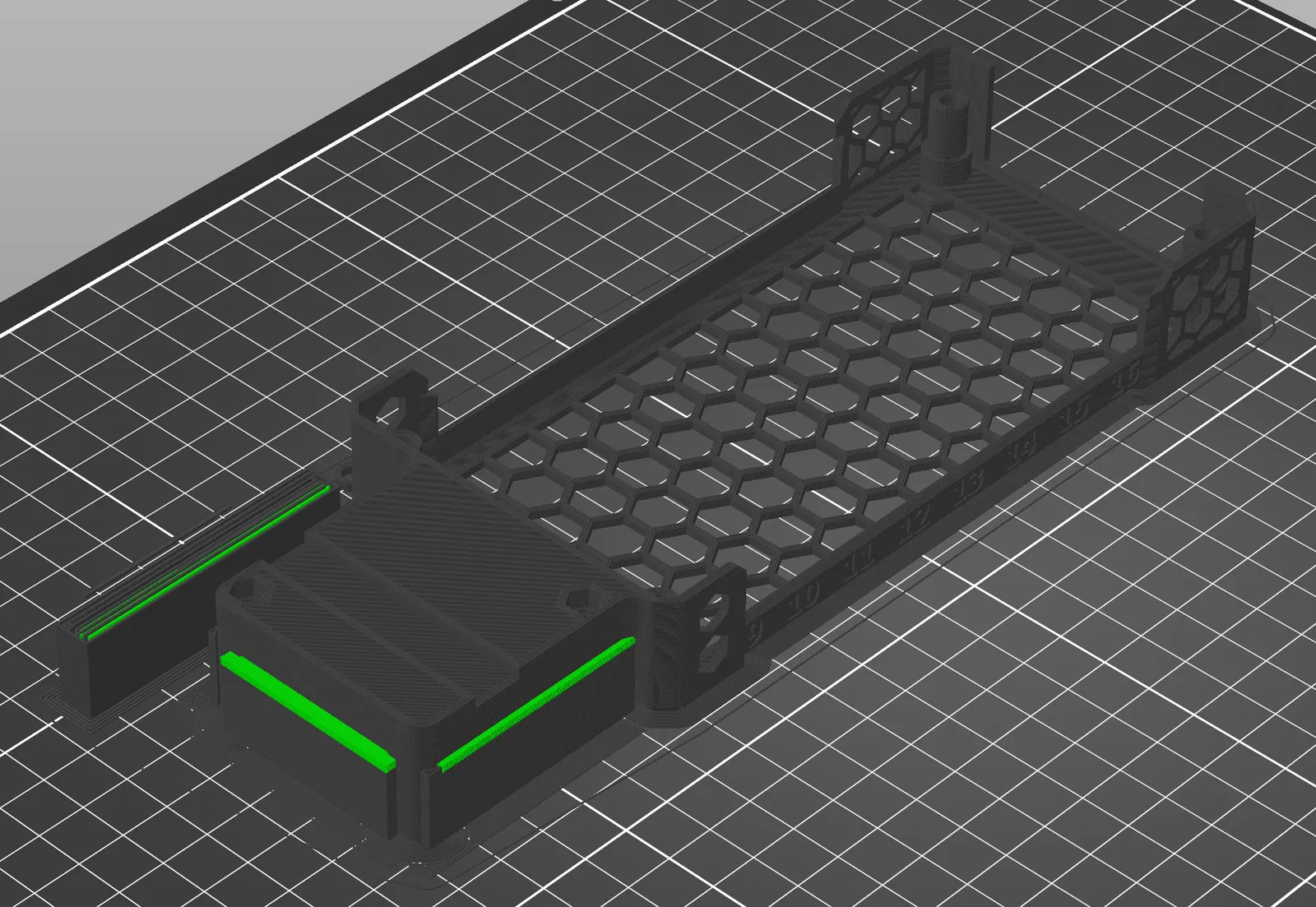
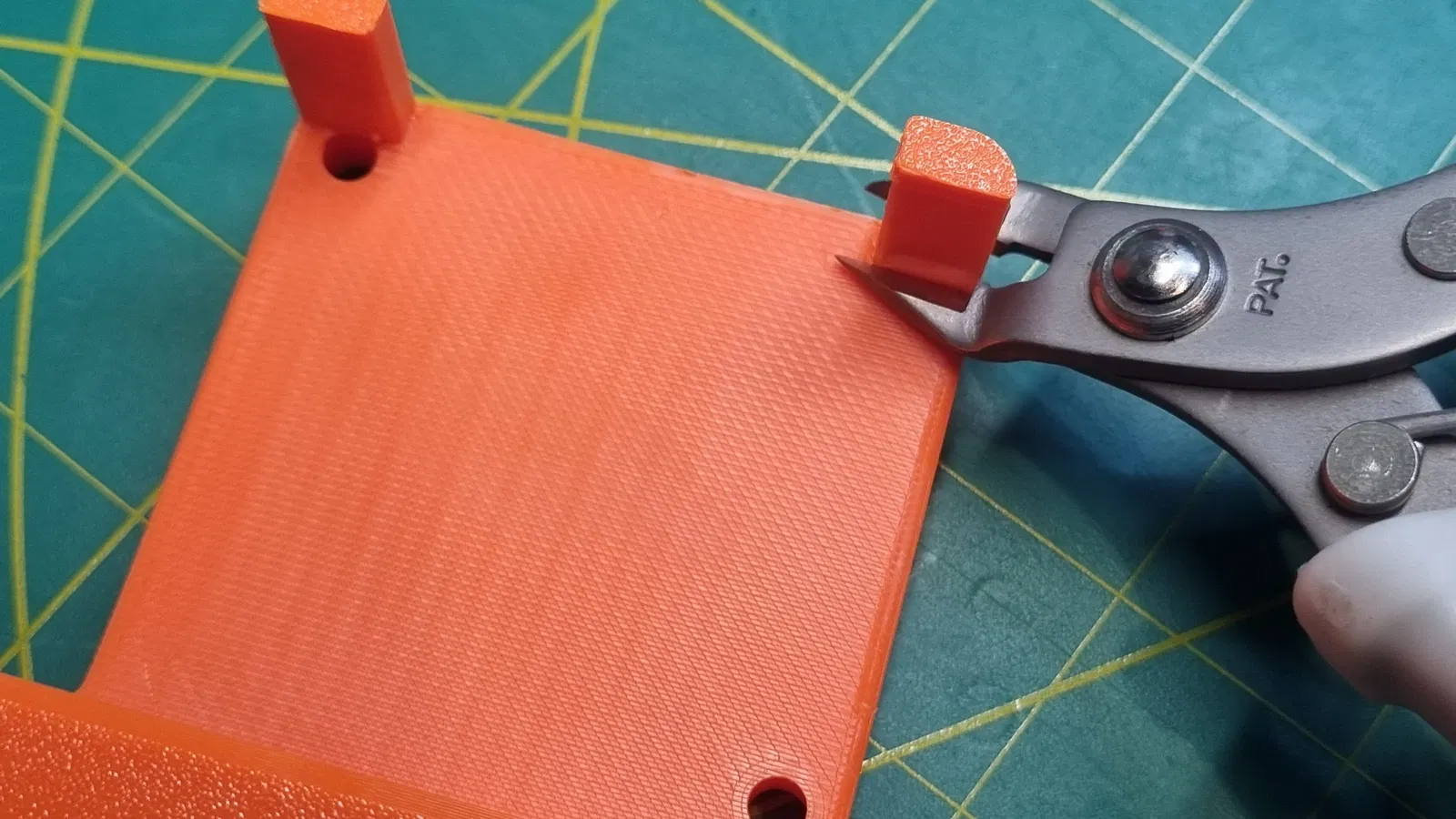
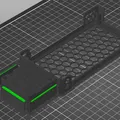
Hãy load file XL Heatbed Cover 5015.3MF vào slicer, sau đó chuột phải vào model và chọn Add part > Load rồi chọn Support 1.3MF. Lặp lại bước này cho Support 2.3MF. Bạn sẽ thấy hai 'chân' được thêm vào phần overhang. Chúng giúp ngăn tình trạng cong vênh overhang khi kết thúc in. Bạn có thể dùng kìm cắt nhựa để loại bỏ chúng sau khi in xong.
- Đầu phun 0.4mm
- Chiều cao lớp in 0.20mm
- Sử dụng Classic perimeter generator (tôi thích Arachne, nhưng nó tệ đối với các vách mỏng và văn bản)
- 4 tường bao (perimeters)
- 5 lớp bề mặt trên và dưới
- Infill 10%
Khuyến nghị nên dùng brim 5mm để hạn chế cong vênh.
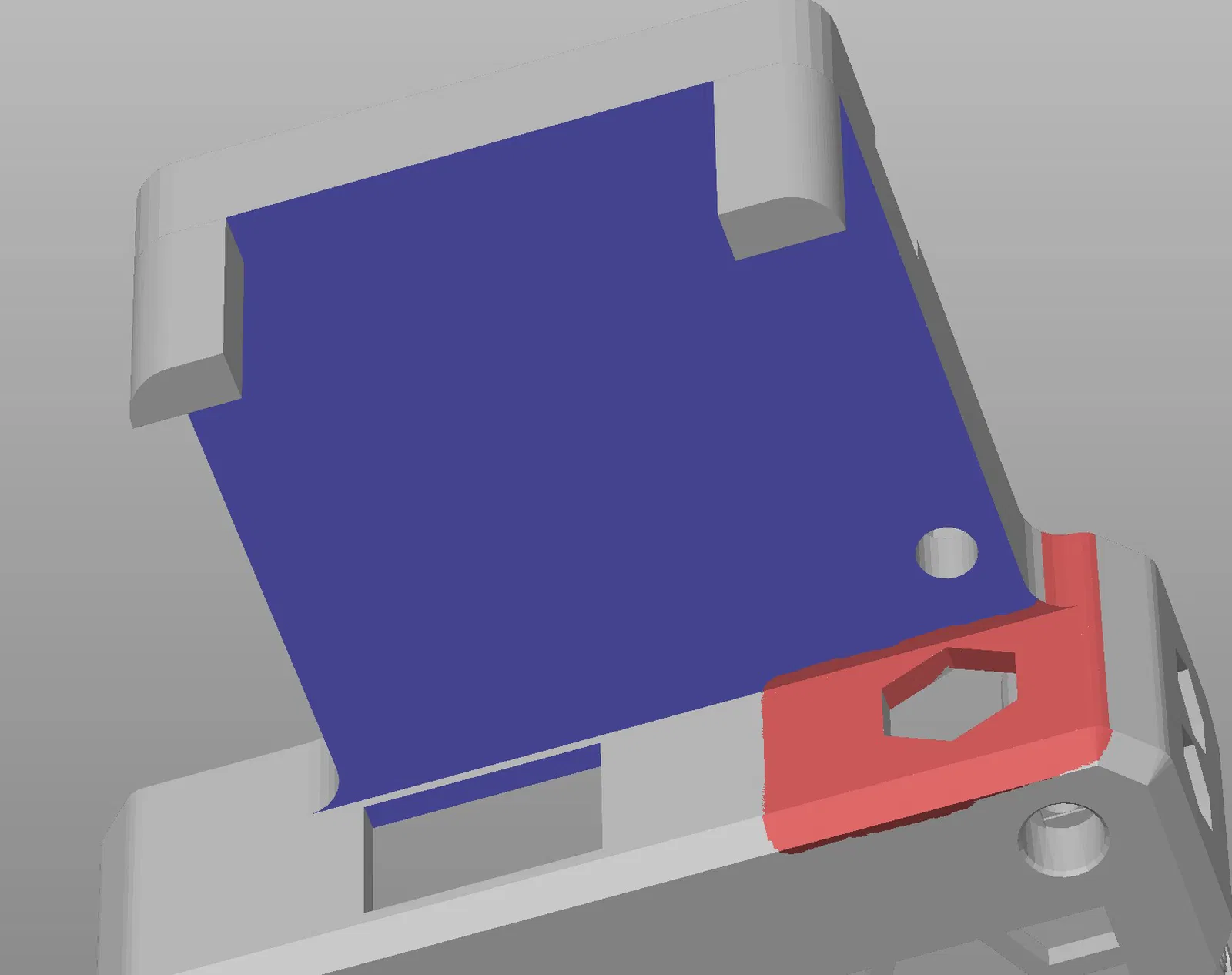
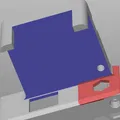
Sử dụng tính năng 'Paint on supports' như hình minh họa. Đúng vậy, bạn cần một chút phần loại trừ hỗ trợ (màu đỏ) ở mặt dưới. Nó giúp ngăn việc tạo ra các support không cần thiết.
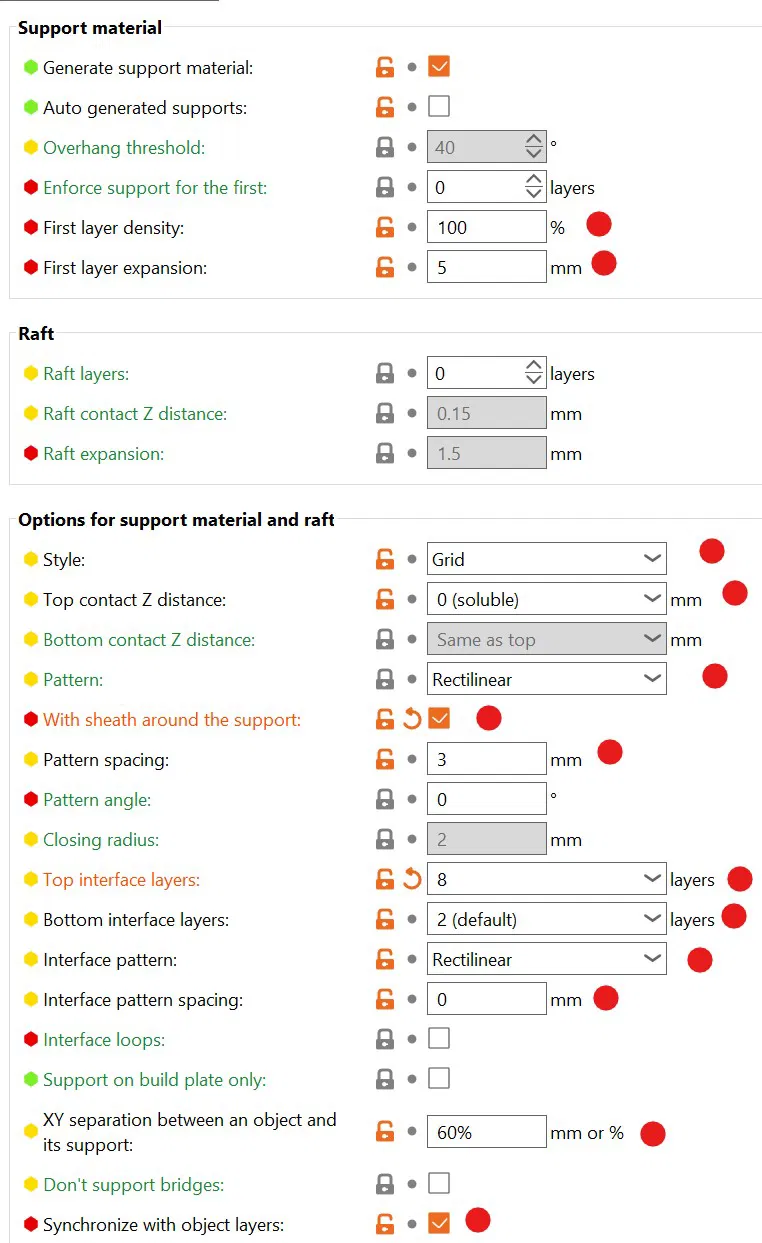
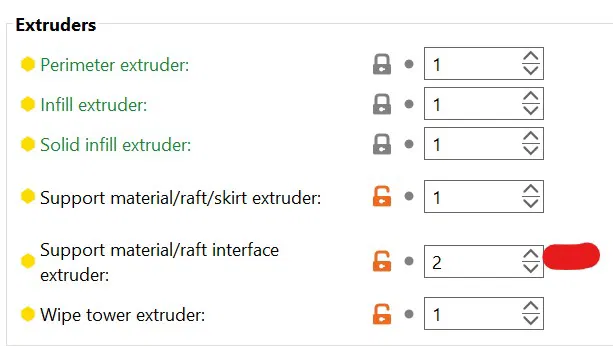
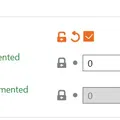
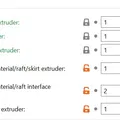
Để có kết quả tốt nhất, hãy dùng cùng loại vật liệu in để làm support, nhưng hãy dùng TPU 95A hoặc cứng hơn làm vật liệu giao tiếp (interface material) và cài đặt thông số support như trong ảnh chụp màn hình. Support sẽ được tách ra dễ dàng và mặt dưới bản in sẽ trông như thể được in trực tiếp trên mặt bàn in vậy.
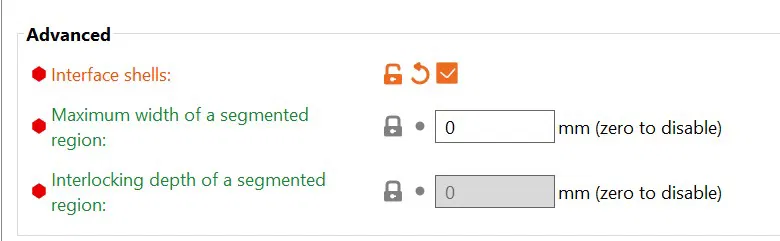
Bật 'Interface shells' trong mục Print Settings > Multiple Extruders > Advanced.
Nếu bạn muốn in các con số phẳng và đổi màu, hãy đưa nắp che vào slicer, chuột phải vào nó và chọn Add Part > Load rồi chọn file Text.3MF. Sau đó, bạn chỉ cần chọn extruder tương ứng.
Nên đổi độ rộng tường bao ngoài thành 0.42mm và cài đặt Speed modifier cho văn bản giảm xuống 25mm/s để đạt chất lượng tốt nhất. Vì vị trí của nó, cũng không quá quan trọng nếu nó không hoàn hảo, cài đặt mặc định cũng hoạt động tốt.
Danh sách linh kiện (BOM):
- 1 x Quạt thổi 24V 5015
- 2 x Đầu cốt chĩa 3mm màu đỏ
- 1 x Miếng tản nhiệt kiểu RPi/stepper driver (đế khoảng 9x9mm đến 9x13mm)
- 2 x Đai ốc M3 hoặc đai ốc chống tự lỏng (nyloc)
- 2 x Long đền M3
- 2 x Ốc M3x22 hoặc M3x25 (nếu dùng M3x25, bạn cần in thêm hai miếng đệm để ốc không thò ra sau gây cấn)
- Tùy chọn Công tắc nhiệt KSD9700 40°C kim loại 5A NO (thường mở). Nó sẽ bật ở 40°C và tắt ở khoảng 30-35°C.
Lắp ráp:
- Tắt máy in.
- Tháo nắp che cũ.
- Lau sạch MCU bằng cồn IPA rồi dán tản nhiệt lên.
- Tốt nhất là cắt dây quạt ngắn lại (vừa đủ để đưa vào nắp) rồi nối thêm dây tiết diện lớn hơn để dễ bấm đầu cốt. Tổng chiều dài dây khoảng 160mm.
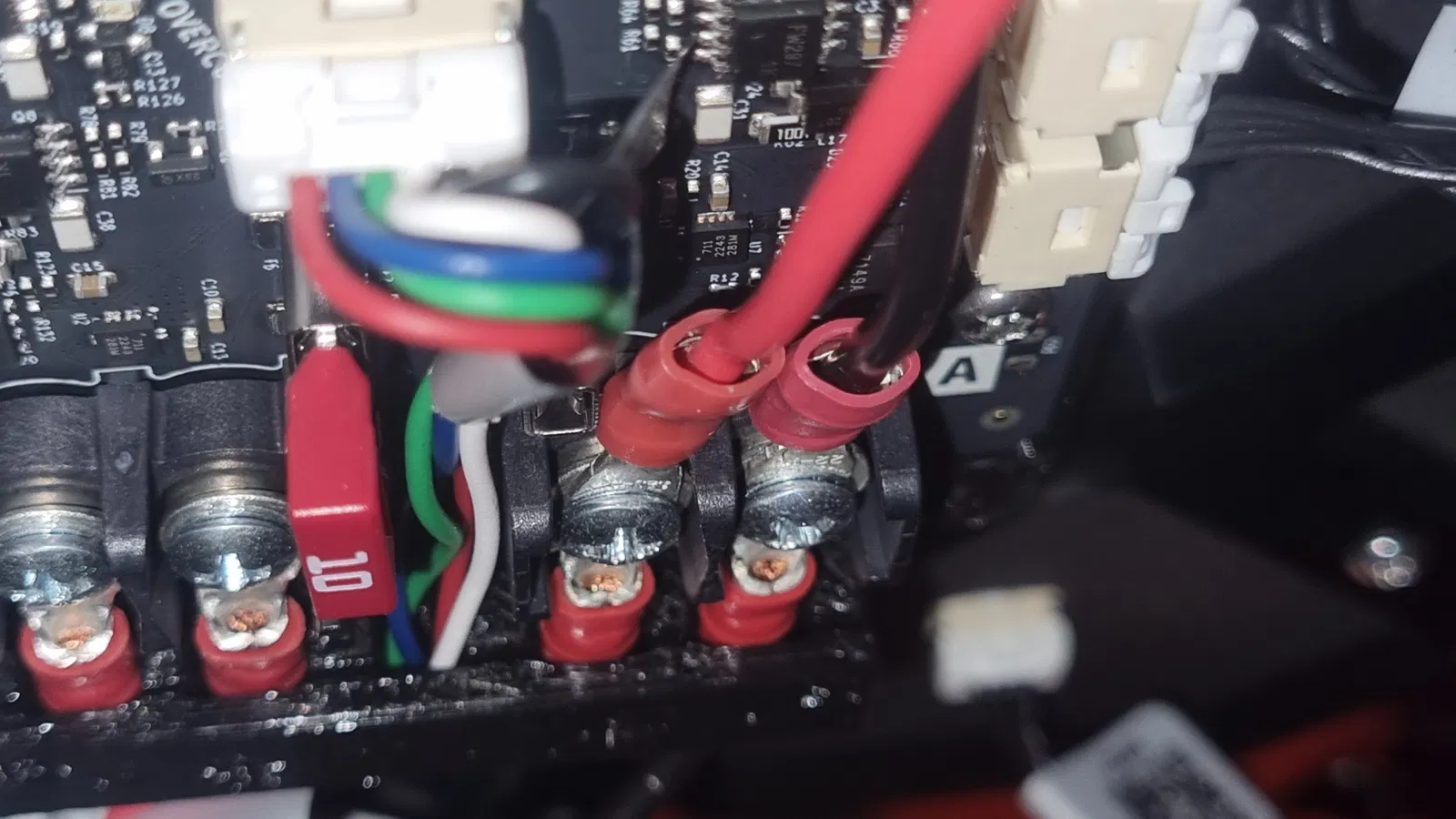
- Nếu dùng công tắc nhiệt, hãy hàn nó nối tiếp vào dây DƯƠNG (+) rồi nhét vào các lẫy giữ.

- Lắp các đầu cốt chĩa.
- Nhét đai ốc M3 vào các lỗ phía sau nắp che mới.
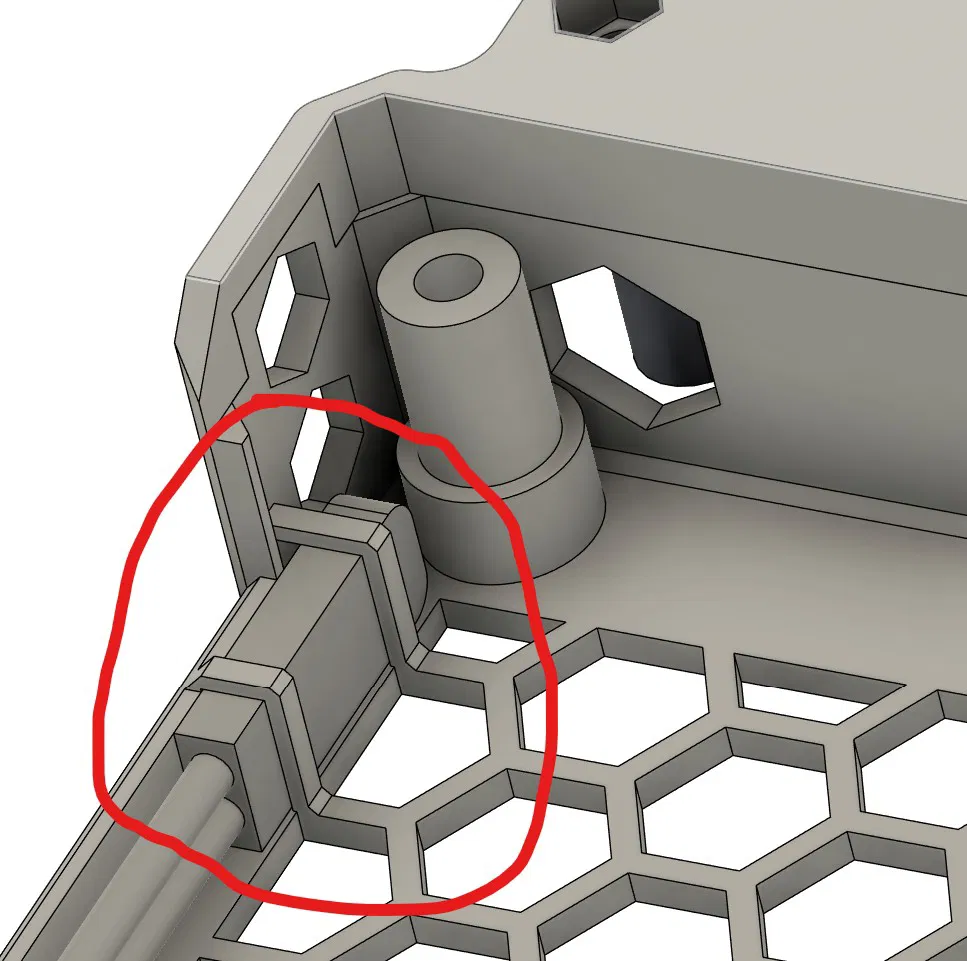
- Luồn dây qua lỗ lục giác bên dưới giá treo quạt.
- Bắt quạt bằng ốc M3 và long đền (thêm miếng đệm nếu dùng ốc M3x25), lưu ý để quạt ép sát vào cạnh nắp và căn giữa lỗ thoát khí. Tôi chủ đích dùng ốc M3 để có chút không gian điều chỉnh do quạt 5015 có sự sai lệch kích thước tùy hãng.
- Có nguồn 24V ngay trên mạch bàn nhiệt. Hãy dùng đầu ra có nhãn 10A. Tháo cầu chì 10A ra trong lúc lắp sẽ giúp bạn dễ cắm đầu cốt hơn. Nới lỏng vít đầu nối ra gần hết - không cần tháo rời hoàn toàn. Việc luồn đầu cốt vào giữa vòng đệm và vít hơi khó một chút, cần khéo tay một chút là được. ;)
- Siết chặt vít đầu nối và lắp lại cầu chì.
- Lắp nắp che mới vào bằng ốc cũ.
- Hoàn thành!
Như mọi thiết kế của tôi, không có liên kết tiếp thị gì cả. Tôi không nhận được gì ngoài sự hài lòng khi giúp đỡ cộng đồng và một vài Prusameters nếu bạn tử tế tặng cho thiết kế của tôi một lượt LIKE. :)
Chúc các bạn in ấn vui vẻ và đừng quên xem các bản mod khác cho dòng XL của tôi nhé.
Giấy phép
File mô hình





Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!