Dao Cắt Filament cho Ender 3 v3 SE (Bản Servo Motor Edition)

Bộ dao cắt filament cho Ender 3 v3 SE dùng servo (MG996R hoặc servo 1A) để cắt sạch, kèm hướng dẫn đi dây EBB42, cấu hình Klipper (cutter.cfg, sp_mmu.cfg), macro CUTTER và gợi ý chỉnh tip forming/meltzone.

Mô tả
Danh sách thay đổi (Change List):
04-25-2025
Upload lần đầu
04-26-2025
Mình hiểu sai về dòng tối đa của MG996R và đã đấu nó vào board EBB42, nên trong lúc mình sửa lại thì file bị chuyển tạm sang bản draft.
(Cảm ơn tác giả gốc @matarsaed đã nhắc mình)
04-27-2025
Tự nhiên CR Touch của máy in bị hư. Vì vậy kết luận là không thể test bình thường được nên chuyển sang draft.
05-02-2025
sp_mmu.cfg (pico basic cfg):
- Trước khi cắt mình có làm thao tác retreat để “cứu” filament, nhưng hay bị kẹt nên mình comment lại
- Mình thấy khoảng retreat sau khi cắt chưa đủ, nên tăng lên thêm một chút.
05-03-2025 #1
Chỉnh (comment) phần retreat trước khi slice.
Trường hợp của mình: đùn (extrusion) nhẹ trước khi retreat thì giảm được tình trạng nghẹt nozzle một chút
05-03-2025 #2
Thêm GEAR_FIT_HOLE
Sau một thời gian dùng, mình thấy các phần GEAR không ăn khớp đúng với servo motor. Bạn có thể dán cố định theo model GEAR hiện có bằng keo nến (glue gun) hoặc keo dán, hoặc dùng model FIT_HOLE.
05-05-2025
Thêm file STEP
Yêu cầu (Requirement):
##################################################
Trang mình mua MG996R chỉ ghi công suất hoạt động là 1A, nhưng sau khi kiểm tra các trang nước ngoài như AliExpress thì mình xác nhận nó có thể dùng tới 2.5~3A.
Cảm ơn tác giả gốc @matarsaed đã cho mình biết.
Model này dùng MG996R, nhưng nếu bạn muốn dùng motor này thì bạn sẽ cần module hạ áp (step-down) 2A~3A hoặc nguồn ngoài.
Vì công suất tối đa khi MG996R bị kẹt (stall) là 2.5~3A, nếu filament của bạn không quá “cứng” và lắp ráp chuẩn chỉnh thì có thể tạm thời dùng nguồn 1A thấy vẫn ổn, nhưng nhớ cẩn thận vì về sau board có thể tắt nguồn hoặc bị hư.
###################################################
Servo motor 180° high stall torque (Maximum Current 1A, 5V)
hoặc MG996R + 5V 2~3A nguồn ngoài (hoặc Step-Down Converter)
3M (x6 hoặc dài hơn & kèm nut) screw * 4
Lắp ráp (Assembly):
Đi dây (Wiring)
EBB42 V1.2 với
Maximum Currnet ≤ 1A servo motor:

Maximum Current > 1A servo motor:

(nguồn hình: https://github.com/lhndo/LH-Stinger/wiki/Pico-MMU#klipper)
Thêm cutter.cfg vào Klipper của bạn
---------------------------------------------------------------------------
cutter.cfg:
[servo cutter_servo] pin: PICO_MMU: PB3 # Servo pin initial_angle: 0 maximum_servo_angle: 180 minimum_pulse_width: 0.0005 maximum_pulse_width: 0.0025
[gcode_macro CUTTER_ON] gcode: SET_SERVO SERVO=cutter_servo ANGLE=180
[gcode_macro CUTTER_OFF] gcode: SET_SERVO SERVO=cutter_servo ANGLE=0
[gcode_macro CUTTER_SLICE] gcode: CUTTER_ON G4 P2000 G0 E-{5} F{500} CUTTER_OFF G4 P1500
---------------------------------------------------------------------------
Thêm
[include sp_mmu.cfg]
vào trong cutter.cfg

Sau khi bật máy in, chạy macro "CUTTER_ON"

Sau đó tắt máy in (CUTTER sẽ giữ nguyên trạng thái “CUTTER_ON”)
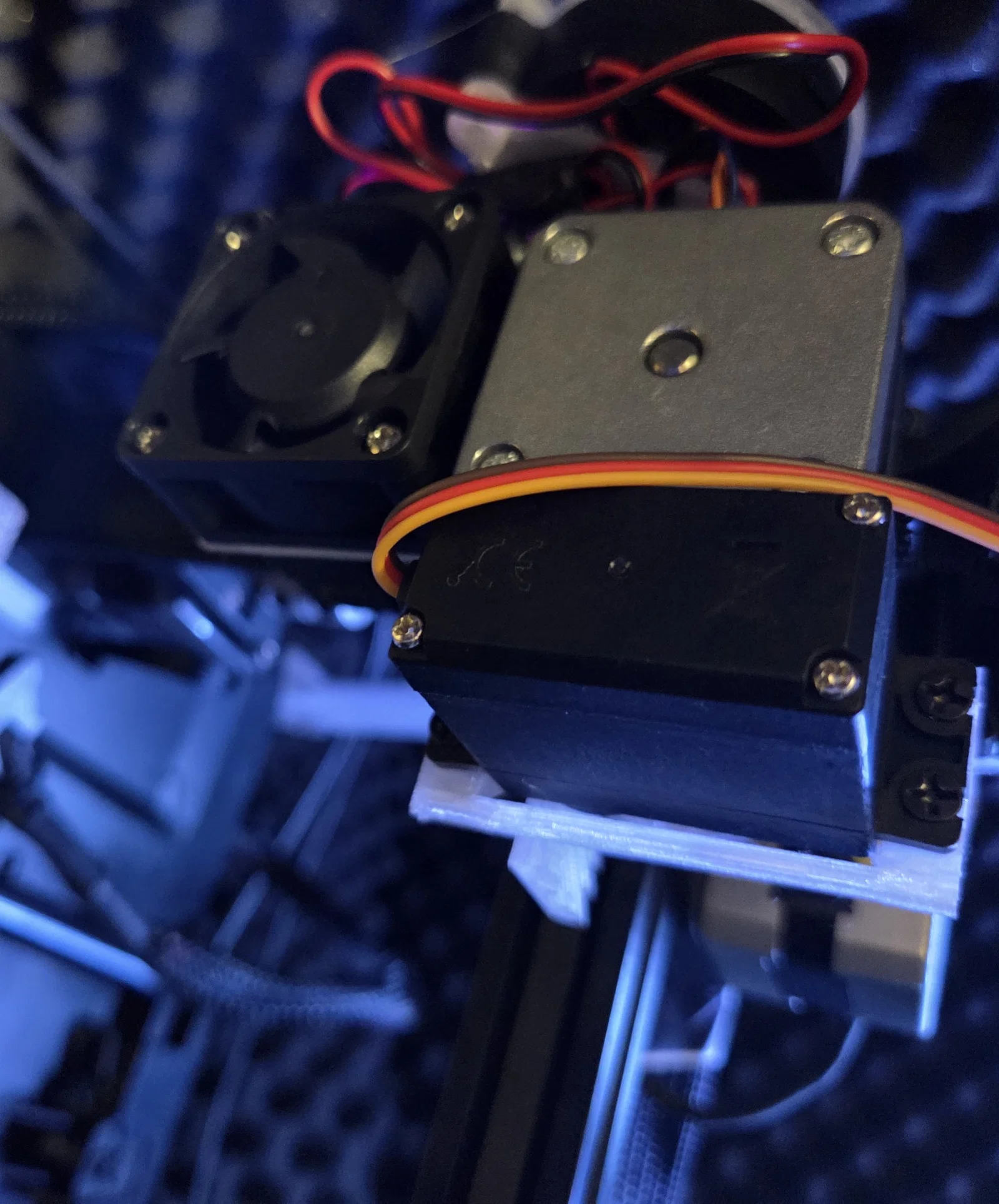
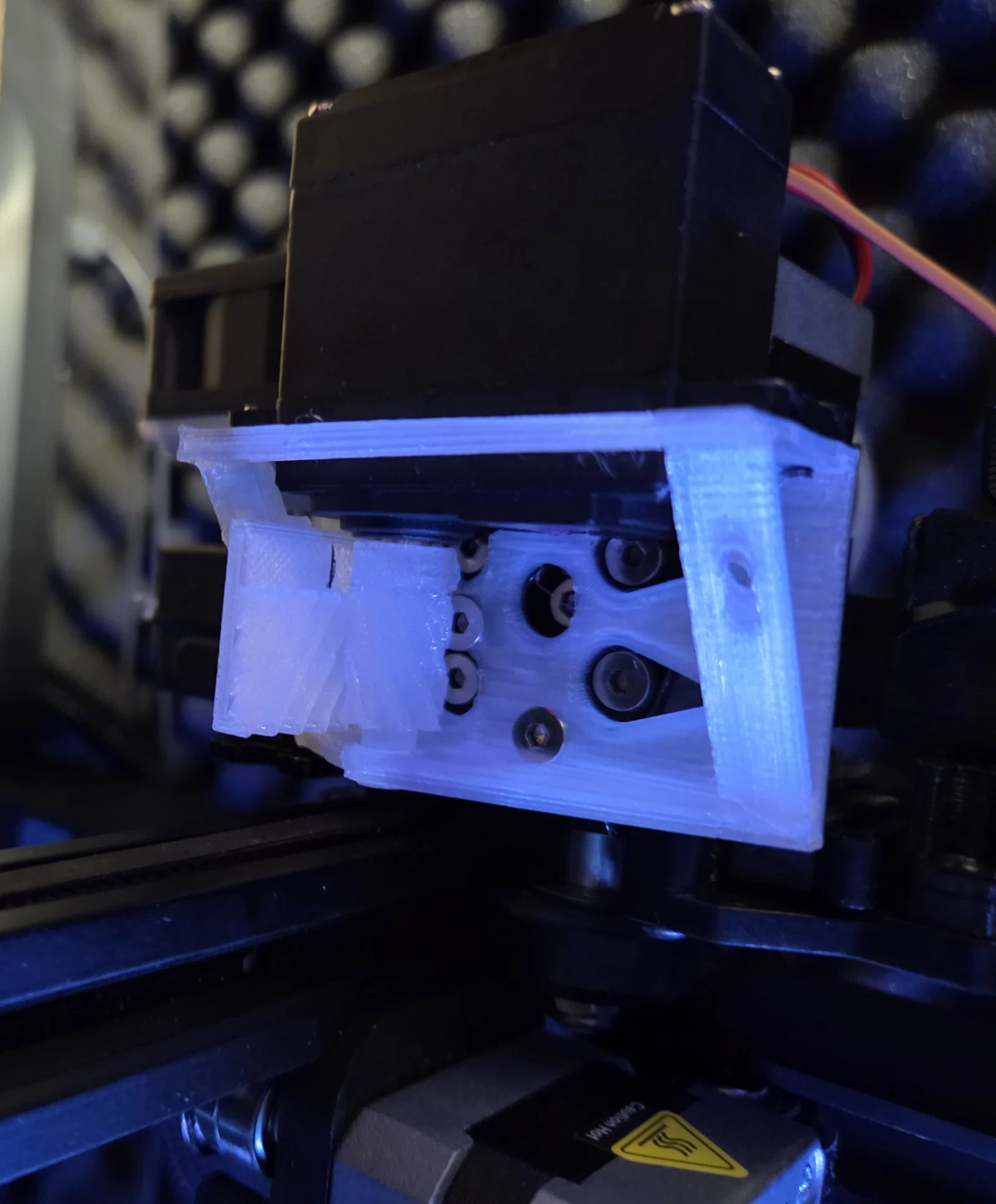
Gắn lưỡi dao vào CUTTER và lắp nó vào “BASE”


Rồi gắn BASE lên extruder.

Tiếp theo, lắp motor extruder.

Trong hình ghi “Insert CUTTER part” nhưng mình xem lại thì có vẻ “Push CUTTER part” mới diễn đạt đúng hơn.
Mở file sp_mmu.cfg trong Klipper và chỉnh phần [gcode_macro _SP_TIP_FORM] như hình.

--------------------------------------------------------------------------------
[gcode_macro _SP_TIPFORM] ## Tip forming user macro called during the tip forming procedure - Filament Cut Macros go here_
gcode:
# G0 E3 F300 # Nếu bạn muốn retreat trước khi slice thì xoá # ở đầu dòng (khuyến nghị: 1~3)
# G0 E-35 F600 # Nếu bạn muốn retreat trước khi slice thì xoá # ở đầu dòng
CUTTER_SLICE
G0 E-30 F600
_# _SP_TIPFORMING ## Built-in tip forming macro - replace with your own if needed
--------------------------------------------------------------------------------
Nếu bạn không làm retraction ngay trước lúc cắt, bạn sẽ cần chỉnh lại biến cài đặt khoảng cách & tốc độ của meltzone.
Các hình dưới đây là setting cá nhân của mình, bạn tham khảo nha.

(Mình để cold zone speed thấp)

~XONG~
Thật ra mình vừa làm xong nên chưa dùng nhiều.
Nếu về sau dùng có gì bất tiện thì mình sẽ quay lại chỉnh/sửa tiếp~
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình




Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!