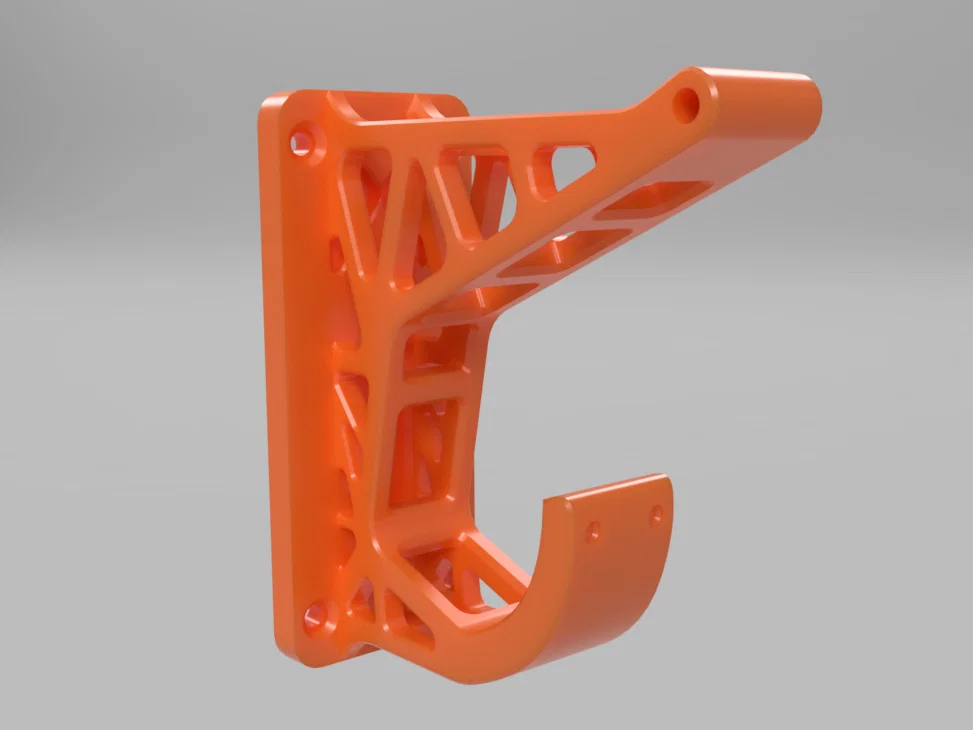
Móc treo Hook - Thiết kế tối ưu cho sự bền bỉ và hiện đại

Mẫu móc treo Hook được thiết kế với phong cách hiện đại, đảm bảo sự cứng cáp và tính ứng dụng cao. Hoàn hảo để treo áo khoác, túi xách, khăn, chìa khóa hoặc mũ bảo hiểm trong nhà hoặc gara của bạn.



Mô tả
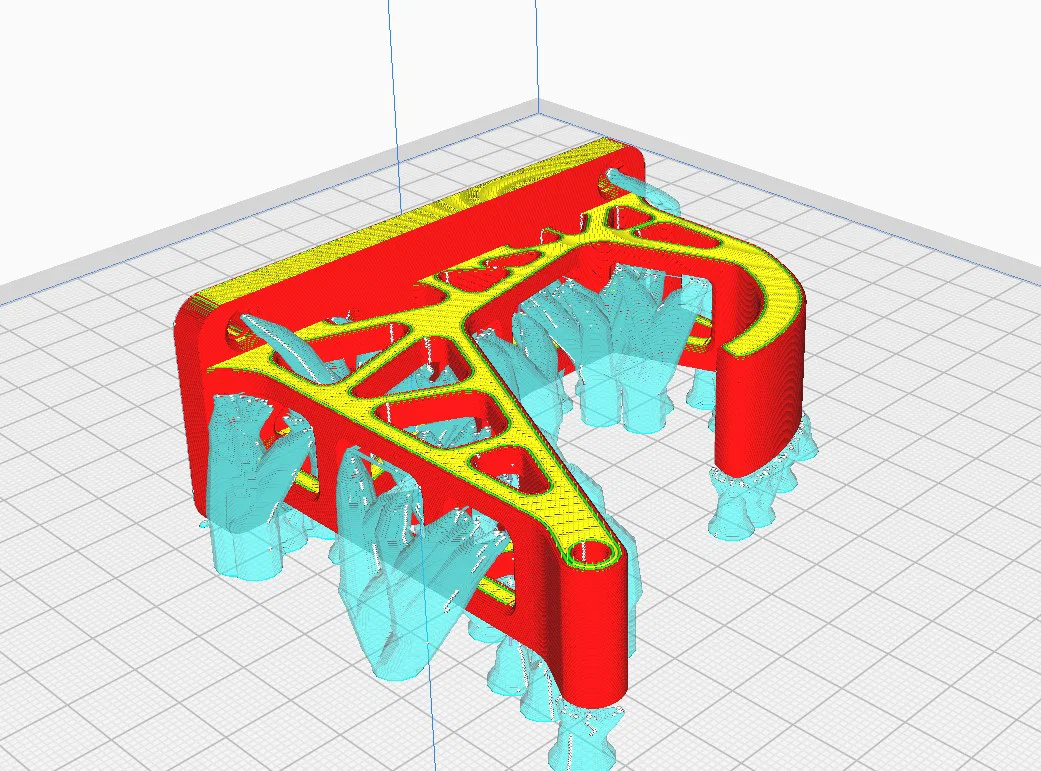
🛠 Cura slicer ### Thiết lập cho bản in PETG cực chắc chắn #### Thông số cơ bản cho máy in & vật liệu Nhiệt độ đầu in (Nozzle): 240–250 °C (bắt đầu ở 245 °C rồi tùy chỉnh nếu cần) Nhiệt độ bàn in (Bed): 75–85 °C Quạt làm mát: Tắt hoặc tối đa 20% (quạt làm mát quá mạnh sẽ làm giảm độ kết dính giữa các lớp) Lồng che (Enclosure): Khuyên dùng để duy trì nhiệt độ ổn định (không bắt buộc nhưng sẽ tốt hơn cho PETG) #### Thiết lập lớp in & tường (Wall) Chiều cao lớp in (Layer Height): 0.2 mm (hoặc 0.28 mm để có lớp in dày và chắc hơn) Số lượng đường tường (Wall Line Count): 3 Độ dày tường: Ít nhất 2 – 3 mm Lớp trên/dưới (Top/Bottom Layers): 5–6 Độ dày lớp trên/dưới: 1.6–2.5 mm #### Infill (Độ đặc) Mật độ Infill: 90 - 100% #### Tốc độ in Tốc độ in: 30–45 mm/s (in chậm = chắc chắn hơn) Tốc độ tường: 25–30 mm/s Tốc độ lớp đầu tiên: 15–20 mm/s #### Các thiết lập quan trọng khác Chiều cao lớp đầu tiên: 0.24 mm (giúp bám bàn tốt) Z Hop When Retracted: Bật Tốc độ rút nhựa (Retraction): 25–35 mm/s Bật tạo Support (Generate support): Có Cấu trúc support: Dạng cây (Tree) ### 🔧 Mẹo chuyên nghiệp: Sấy khô nhựa in của bạn – PETG rất dễ hút ẩm và điều này sẽ làm giảm đáng kể độ bền của sản phẩm. Sử dụng brim hoặc raft nếu gặp vấn đề cong vênh (warping). Đối với các chi tiết đòi hỏi chịu lực cao: cân nhắc tăng số lượng tường và infill thay vì chỉ dựa vào việc in 100% đặc. Tắt "Print Cooling" hoặc giữ ở mức tối thiểu để tăng cường liên kết giữa các lớp.
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — NoDerivativesCC-BY-NC-ND

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!