Mẫu GCODE hiệu chỉnh lớp đầu tiên cho máy in Prusa MK3/MK3S

GCode hiệu chuẩn lớp đầu tiên cho máy in Prusa, như được triển khai trong phần mềm Prusa MK3/MK3S.


Mô tả
GCODE hiệu chuẩn lớp đầu tiên cho máy in Prusa, như đã được triển khai trong firmware Prusa MK3/MK3S (https://github.com/prusa3d/Prusa-Firmware), được tạo ra bởi Marek Bel.
Các tệp GCODE kèm theo được tạo ra trực tiếp từ mã nguồn firmware, vì vậy đó chính xác là những gì máy in của bạn làm khi bạn thực hiện Hiệu chuẩn Lớp Đầu tiên từ Menu.
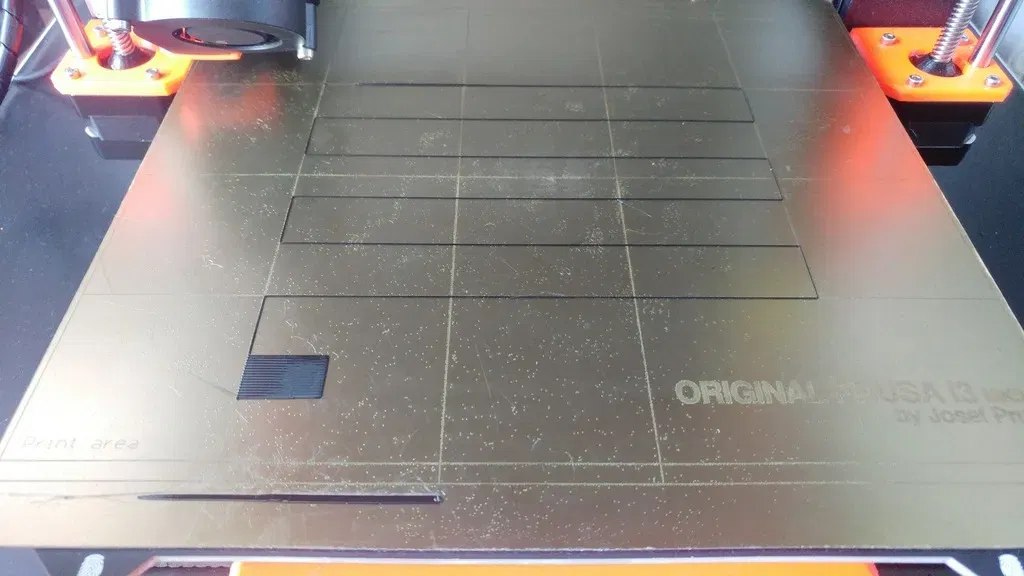
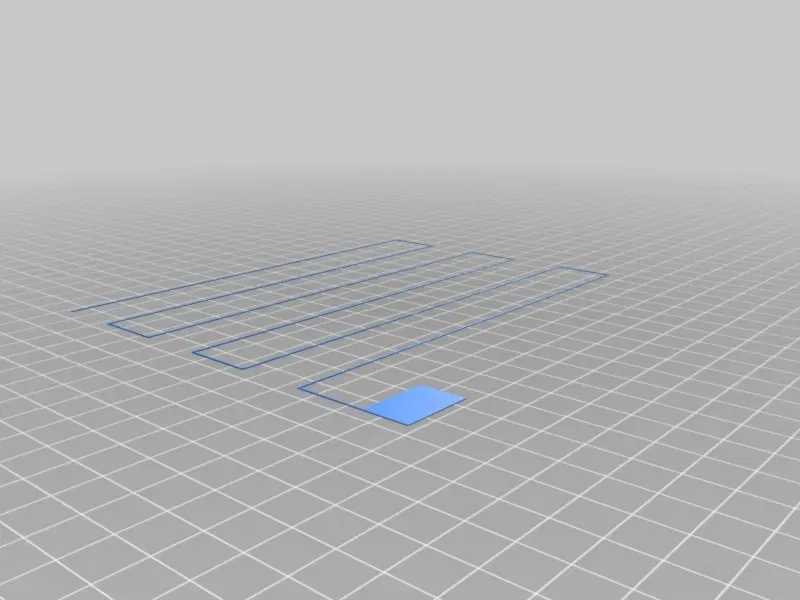
Mẫu này vẽ một đường meander, kết thúc với một hình vuông nhỏ ở cuối.
Các tệp GCODE có sẵn cho các loại filament khác nhau:
-
PLA (215°C/60°C)
-
PET (230°C/85°C)
-
ABS (255°C/100°C) Để xác định nhiệt độ tùy chỉnh của bạn, hãy chỉnh sửa các dòng 6, 7, 8 và 9 của tệp gcode:
M104 Sxxx; đặt nhiệt độ đầu nóng thành xxx M140 Syyy; đặt nhiệt độ giường thành yyy M190 Syyy; chờ nhiệt độ giường M109 Sxxx; chờ nhiệt độ đầu nóng
### Vấn đề Chiều cao Lớp - Phiên bản 3.1
Hiện tại, có một sự không nhất quán trong firmware liên quan đến mẫu hiệu chuẩn lớp đầu tiên, vì đầu in được đặt ở độ cao 0.15 mm, nhưng thuật toán tính toán việc đùn cho hình chữ nhật ở cuối mẫu lại tính với giá trị Z là 0.20 mm. Điều này dẫn đến việc đùn quá mức, khiến đáy của hình chữ nhật mịn hơn so với các bản in thông thường của bạn.
-
Phiên bản 3 của các tệp hiệu chuẩn sử dụng giá trị gốc (sai) là 0.20 để tính toán việc đùn cho hình chữ nhật, nhưng đó chính xác là những gì bạn hiện đang nhận được trong firmware Prusa
-
Phiên bản 3.1 sử dụng giá trị Z đúng là 0.15 mm LƯU Ý QUAN TRỌNG: Đừng cắt tệp STL kèm theo, mà chỉ sử dụng các tệp GCODE kèm theo.
Danh mục: Thử nghiệm In 3D
Giấy phép
File mô hình







Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!