Bộ gạt nhựa tự động cho Prusa MK4(S)

Bộ gạt nhựa tự động cho máy in Prusa MK4(S), giúp loại bỏ nhựa thừa đầu in trước khi cân bàn và sau khi in xong. Thiết kế dùng các linh kiện dự phòng có sẵn, dễ lắp đặt và không cần sửa đổi máy.

Mô tả
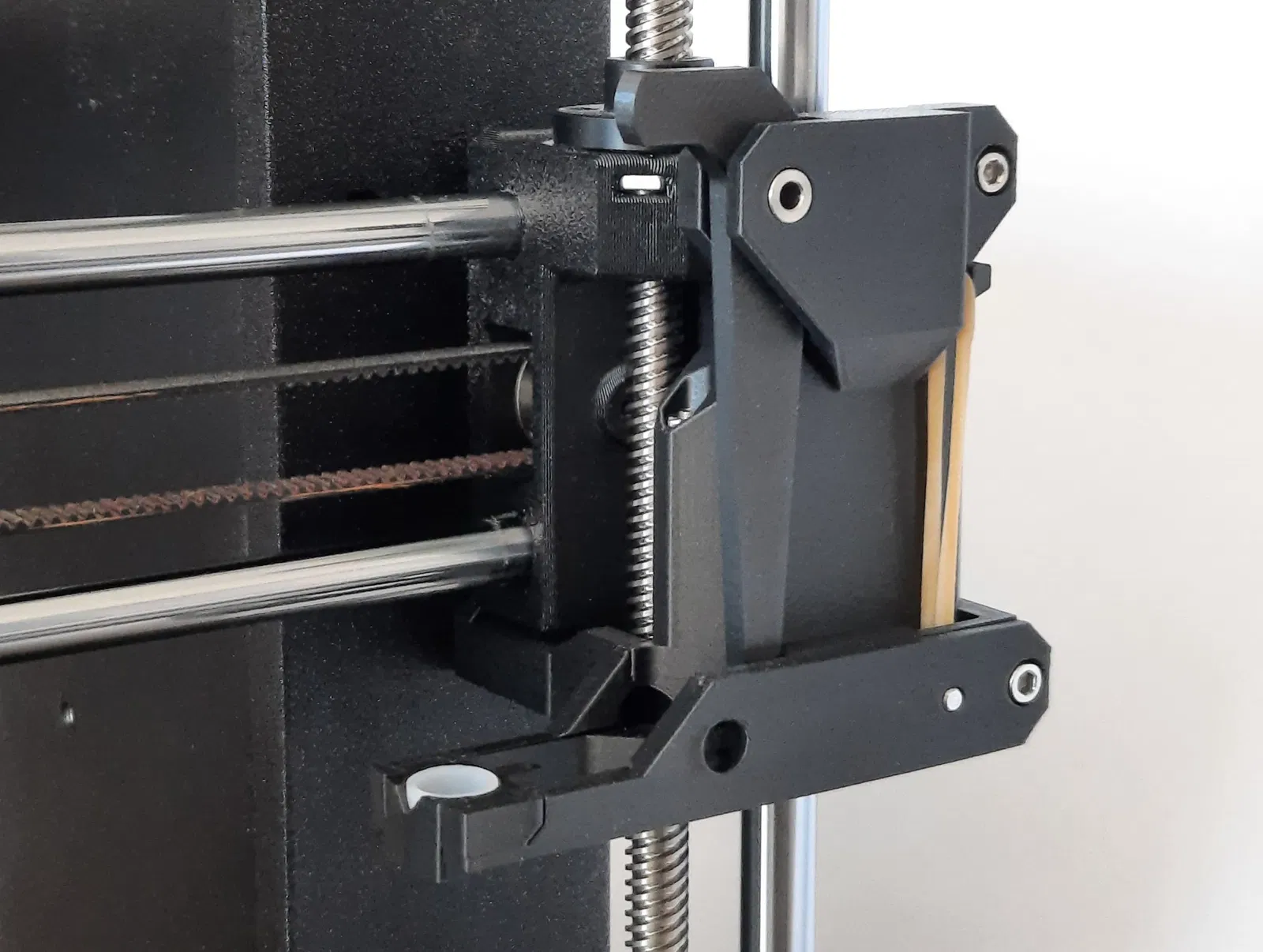
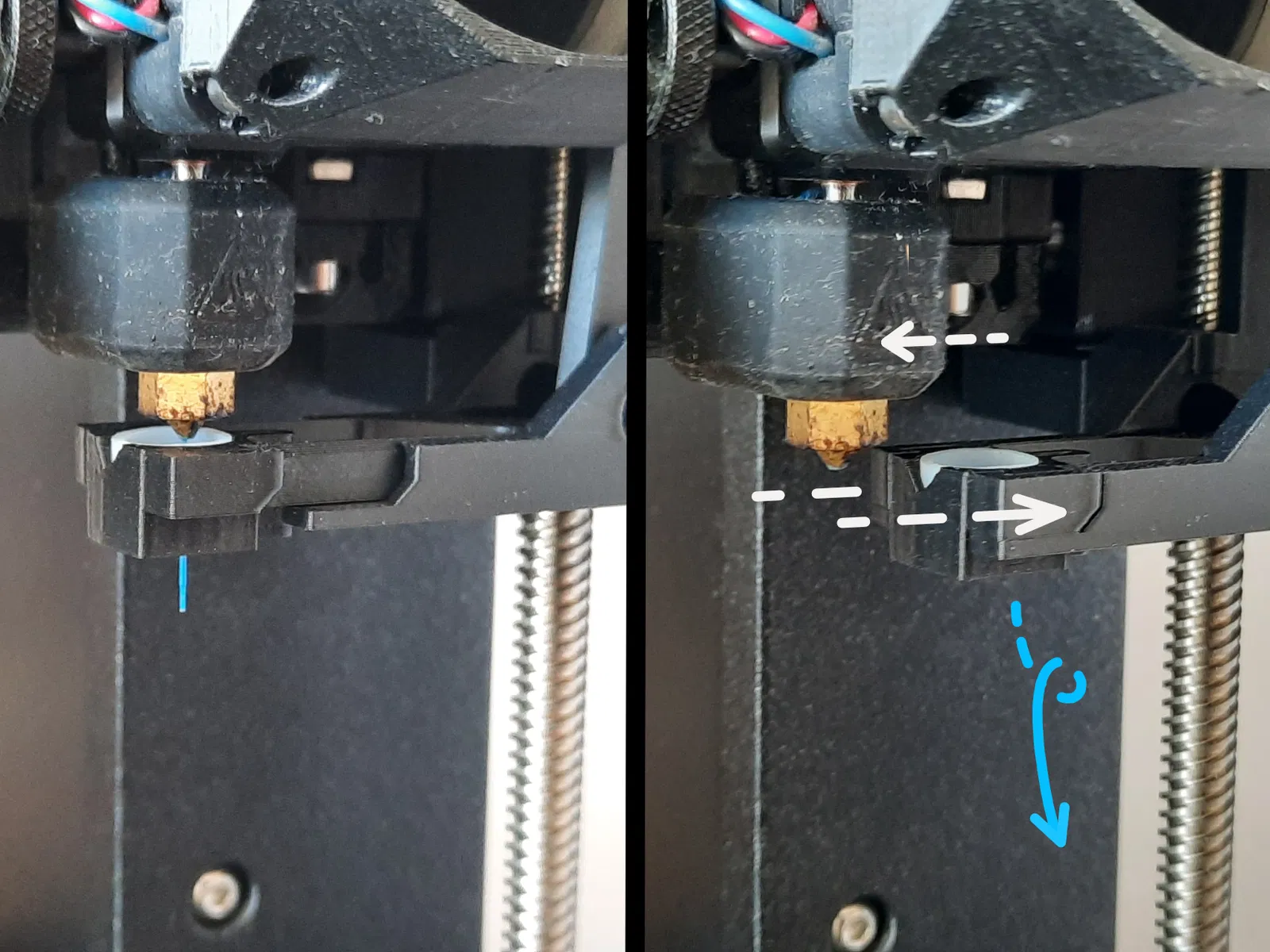
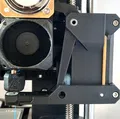
Cái gạt nhựa tự động này được thiết kế để loại bỏ những mẩu nhựa thừa rỉ ra từ đầu phun (nozzle) của máy in MK4(S) trong quá trình gia nhiệt và làm nguội ở đầu và cuối mỗi lần in, giúp máy in không để lại cặn nhựa trên bàn in trong lúc cân bàn. Mẩu nhựa thừa sẽ rơi vào khoảng trống giữa bàn in và động cơ trục Z bên phải. Vì vậy, một chiếc khay như sẽ hứng chúng một cách hoàn hảo.
Cập nhật 01.05.2025: Tôi đã tăng thêm khoảng hở với phần đế động cơ Z phía dưới bên phải để hỗ trợ cả các tấm nền in mỏng hơn, chẳng hạn như loại được phủ bột (powder-coated). Nếu trước đây bạn gặp vấn đề với model này trong lúc cân bàn, bản cập nhật này sẽ giải quyết được.
Lưu ý quan trọng:
Thiết kế này cho phép gắn vào và tháo ra khỏi máy in 3D một cách dễ dàng mà không cần sửa đổi bất kỳ linh kiện gốc nào. Nó vận hành bằng cách di chuyển đầu in đến tọa độ X từ 248-250, vì vậy khi lắp bộ gạt, không gian in khả dụng của bạn sẽ bị thu hẹp đi 2 mm. Nếu bạn cần dùng toàn bộ diện tích bàn in, chỉ cần tháo ba con vít là có thể lấy bộ gạt ra trong chưa đầy một phút.
Linh kiện cần thiết:
Bạn có thể lắp ráp bằng các linh kiện dự phòng có sẵn trong bộ kit máy in MK4(S) (lưu ý: bộ kit lắp sẵn thường không kèm các phụ tùng này), thêm một sợi dây thun và đoạn ống PTFE dùng trong bộ dẫn nhựa của giá đỡ cuộn nhựa. Dây thun có thể dùng loại độ dài tùy ý vì thiết kế có phần móc điều chỉnh. Ngoài các bộ phận in 3D, đây là tất cả các phụ kiện phần cứng cần thiết:

Nếu bạn không có chính xác các linh kiện dự phòng này, @ThorstenLach_1801966 đã gợi ý một số phụ tùng thay thế trong .
Tất cả các bộ phận có thể in mà không cần hỗ trợ (support) theo hướng đặt mặc định (ngoại trừ bộ phận ‘Back’ trong một số trường hợp, hãy xem bình luận ở đoạn dưới).
Các file in được chia thành ba thư mục:
- General parts: Dùng chung cho cả MK4 và MK4S, bạn bắt buộc phải in các file này.
Đối với bộ phận ‘Back’, có hai file chứa cùng một model STL nhưng hướng in khác nhau, bạn chỉ cần in một trong hai:
- OrientationA cần thêm support để in chốt ở giữa (hãy xem file G-code đính kèm nếu không chắc chắn) nhưng nó có hướng đường in trùng khớp với các bộ phận khác và chịu lực từ vít tốt hơn.
- OrientationB không cần support và in nhanh hơn 10 phút.
- Parts specific for the MK4S: Chỉ in nếu bạn dùng máy MK4S.
- Parts specific for the MK4: Chỉ in nếu bạn dùng máy MK4, vì đầu phun MK4S nằm xa hơn về phía trước khoảng 2.5 mm so với MK4.
Tôi khuyên dùng chiều cao lớp in 0.15 mm để các phần nhô ra in mượt mà và khớp nối đạt dung sai như ý muốn.
Tôi cũng khuyến khích in các bộ phận ‘Scoop’ và ‘Slider’ bằng vật liệu ASA hoặc nhựa chịu nhiệt, các phần còn lại có thể in bằng PLA hoặc PETG. Nếu bạn thường xuyên in vật liệu nhiệt độ cao hoặc không có bọc silicon cho heater, hãy in phần ‘Arm’ bằng nhựa chịu nhiệt để đảm bảo độ bền.
Hướng dẫn lắp ráp:
- Đặt ống kim loại mỏng vào rãnh của ‘Arm’.
- Đẩy chốt kim loại dài từ bên hông vào để giữ ống. Chốt này sẽ được giữ bằng ma sát.
- Đẩy chốt kim loại ngắn vào ‘Slider’. Đây là điểm tiếp xúc với ‘Lever’.
- Đẩy ống PTFE vào ‘SliderHead’. Đảm bảo bề mặt tiếp xúc với đầu phun phẳng lì để quá trình gạt nhựa đạt hiệu quả tốt nhất.
- Đẩy ‘SliderHead’ vào ‘Slider’. Việc này cần chút lực, hãy dùng cạnh bàn để hỗ trợ.
- Lắp vít 25 mm vào ‘Arm’ trước khi bị ‘Slider’ che khuất.
- Dùng móc ở cuối ‘Slider’ để cố định dây thun, luồn qua ‘Arm’ và vòng quanh chốt kim loại. Bạn có thể dùng lục giác để hỗ trợ.
- Lắp ‘Front’ vào ‘Arm’ từ trên xuống, nhớ luồn dây thun qua lỗ tương ứng.
- Dùng đai ốc ở trên và vít 40 mm ở dưới để cố định ‘Front’ và ‘Arm’.
- Gắn dây thun vào ‘Hook’. Lưu ý chỉ để dây thun căng nhẹ để tránh tạo lực cản quá lớn cho đầu in.
- Đặt ‘Lever’ vào vị trí, cố định bằng chốt kim loại dày.
- Lắp hai đai ốc vuông vào ‘Back’.
- Lắp đai ốc lục giác vào ‘Back’.
- Trượt ‘Back’ vào trục X của máy in.
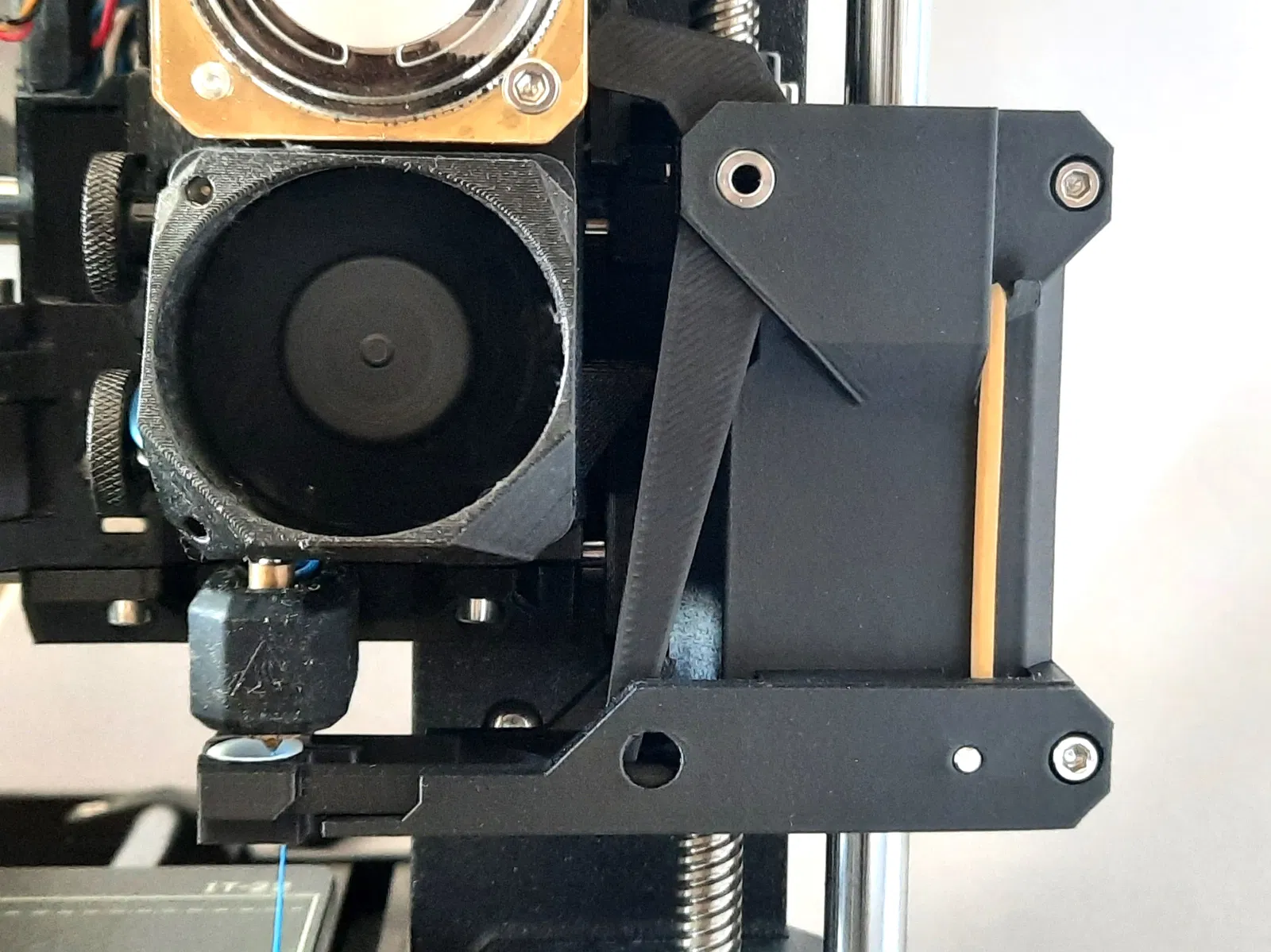
- Đẩy bộ lắp ráp vào trục X, cố định bằng các vít 30 mm.
- Kiểm tra lực nhấn, đảm bảo đầu in di chuyển trơn tru.
G-code yêu cầu:
Tôi đã sửa đổi G-code bắt đầu (Start) và kết thúc (End) để máy tự động gạt nhựa thừa. Quan trọng nhất là bộ gạt sẽ thò ra khoảng 7 mm vào khu vực in, vì vậy hãy đảm bảo nó không va chạm với vật thể. Hãy tham khảo phần mã G-code chi tiết trong file gốc để tùy chỉnh cho phù hợp với máy của bạn.
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình













Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!