Kiểm tra Tốc độ Quạt Tối ưu (Ultimate Fan Speed Test)

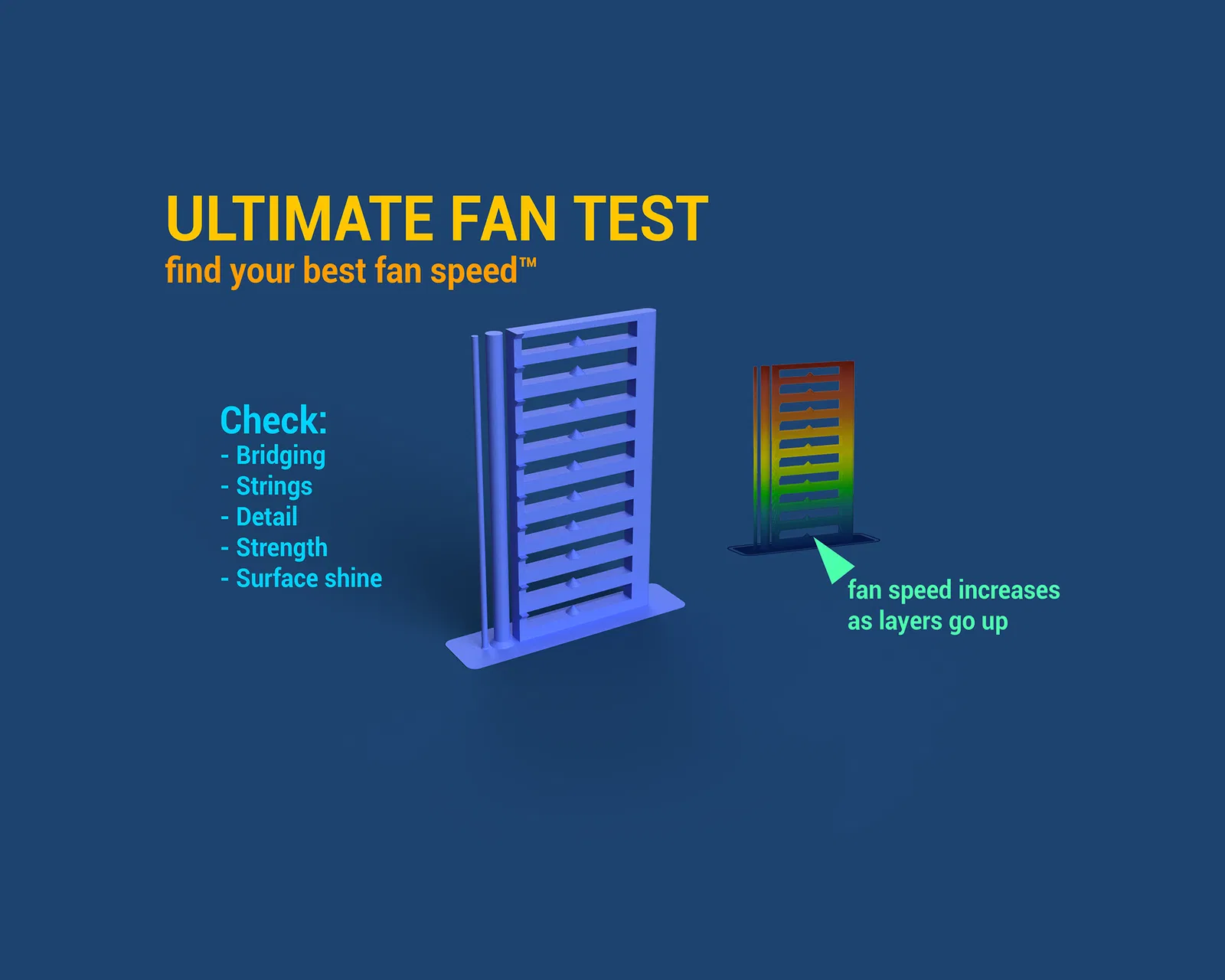
Sử dụng mô hình này để tìm ra tốc độ quạt hoàn hảo cho sợi nhựa của bạn! Hoạt động linh hoạt với PrusaSlicer để kiểm tra chất lượng từ 0% đến 100% tốc độ quạt.


Mô tả
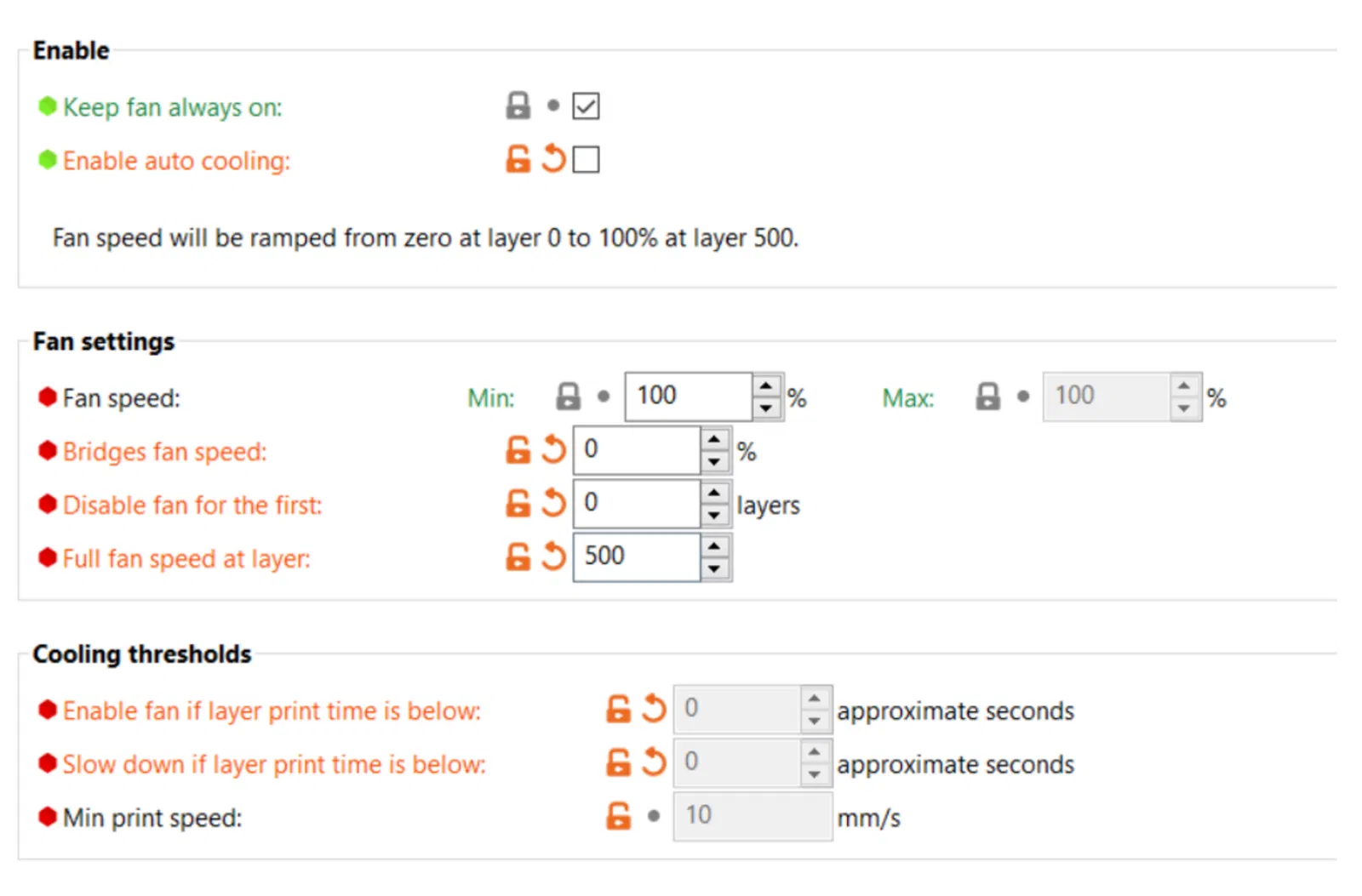
Các bản cập nhật: 23/02/2021 - MÔ HÌNH v2 MỚI! Tăng chiều dài phần overhang, làm các đầu chóp nhọn hơn, thêm phần hỗ trợ cho hình trụ nhỏ ở bên trái để không bị rung lắc gây sai lệch kết quả kiểm tra, đồng thời thêm một số ô cửa sổ và lỗ mới. Đã bổ sung cả file .STEP. 22/02/2021 - Thay đổi mô tả để thêm thông tin chi tiết. Công dụng: Kiểm tra tốc độ quạt của máy in, từ 0% đến 100% với mỗi nấc tăng 1%. Tại sao bạn cần cái này: Các loại vật liệu khác nhau, thậm chí cùng loại vật liệu nhưng khác hãng, sẽ in đẹp hơn ở những mức tốc độ quạt nhất định - bao gồm các chi tiết nhỏ, khả năng bắc cầu (bridging), chất lượng bề mặt, v.v. Yêu cầu: PrusaSlicer mới nhất Sử dụng cài đặt quạt/làm mát như trong hình. Sử dụng vật thể cao 100mm (như file bạn có thể tải về ở đây). Sử dụng chiều cao lớp in 0.20mm. * Rất khuyến khích nên hiệu chỉnh nhiệt độ sợi nhựa trước . Cách sử dụng: Bạn có thể dùng file gcode được cung cấp và in trực tiếp nếu muốn in ở 215°C với nhựa PLA. Nếu muốn nhiệt độ khác, hãy tự slice mô hình bằng cài đặt quạt/làm mát trong ảnh. Mỗi phần overhang nhô ra đại diện cho mức tăng 10% tốc độ quạt, bắt đầu từ dưới lên trên. Những điểm cần chú ý: Bạn có thể quan sát chất lượng phần bắc cầu phía trên các “ô cửa sổ”, chất lượng phần overhang nhô ra, độ chi tiết nhỏ, các sợi nhựa thừa (stringing) và chất lượng bề mặt. Kết quả mong muốn: Bạn nên chọn tốc độ quạt mang lại khả năng bắc cầu tốt, chi tiết sắc nét, bề mặt đẹp và ít bị kéo sợi nhất. Đôi khi, việc để tốc độ quạt quá cao có thể gây ra nhiều sợi nhựa thừa hơn và làm giảm độ bám dính lớp in/độ bền của vật thể. Vì vậy, hãy bắt đầu từ dưới lên và chọn mức trông ưng ý nhất, rồi có thể cộng thêm 5% tốc độ quạt để an toàn hơn. Một số vật liệu như PETG thường bóng hơn khi in ở nhiệt độ cao hoặc giảm tốc độ quạt. Bạn có thể tạo các profile riêng trong PrusaSlicer cho các bản in cần độ bóng. BẢN IN CỦA TÔI BỊ CONG HOẶC BỊ MẮC LỖI Ở CÁC PHẦN DƯỚI NÊN KHÔNG IN HẾT ĐƯỢC THÁP! Phần dưới bắt đầu với mức quạt rất thấp hoặc không có, nhưng bạn vẫn nên in được mà không gặp khó khăn gì miễn là nhiệt độ in không quá cao và nhiệt độ môi trường trong phòng không quá nóng. Nếu gặp lỗi khi in bài test này, nghĩa là bạn đang in quá nóng hoặc cần chuyển máy in sang phòng mát hơn. Gợi ý về quạt: Tôi khuyên bạn nên thay quạt tản nhiệt zin trên máy Prusa MK3S(+) bằng LDO 5015 Blower Fan. Quạt này ồn hơn nhưng quay nhanh hơn 500rpm và thổi lượng gió lớn hơn nhiều. Với quạt này, tôi có thể để tốc độ quạt cho hầu hết nhựa PLA ở mức 50 đến 70, trong khi với quạt zin của Prusa, tôi không bao giờ có thể để dưới 90%. Hãy remix lại thiết kế này: Thiết kế 3D không phải thế mạnh của tôi. Tôi khuyến khích bất kỳ ai có hiểu biết tốt hơn về kỹ thuật hãy lấy ý tưởng của tôi để tạo ra một vật thể kiểm tra tốc độ quạt tốt hơn. __ Tôi thích sửa đổi các linh kiện máy in của mình để làm cho chúng tốt hơn. Hãy xem một số dự án và thiết kế khác của tôi: (đế gắn động cơ trục Y cải tiến với trục và đai ốc tốt hơn) (Giảm rung và căn chỉnh trục vít Z dễ dàng hơn) D.R.O.P.P.E.R. - PINDA Adjustment & Positioning Tool (Đạt được vị trí SUPERPINDA hoàn hảo) (Giữ nguyên giá treo cuộn nhựa gốc của MK3S khi dùng MMU2S ở chế độ đơn màu) (Cách tốt nhất và lớn nhất để lưu trữ đầu phun dự phòng). (Xác định tốc độ quạt tối ưu một cách linh hoạt) … Và nhiều hơn nữa! Kiểm tra hồ sơ của tôi để xem danh sách đầy đủ các thiết kế. __ Nếu bạn thấy thiết kế này hữu ích và muốn ủng hộ tôi trong các nỗ lực in 3D và nhiếp ảnh, hãy ghé thăm Patreon của tôi: https://www.patreon.com/photogad hoặc nếu bạn muốn quyên góp một lần qua PayPal, hãy sử dụng liên kết quyên góp bên cạnh tên tôi ở đầu trang này. Tôi rất trân trọng điều đó! 😀
Giấy phép

File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!