Bộ Mẫu In Đơn Lớp Kiểm Tra Chất Lượng (Single Layer Calibration)

Bộ sưu tập các mẫu in đơn lớp giúp bạn kiểm tra nhanh chất lượng in, bao gồm flow ratio, z-offset và pressure advance. Giải pháp tối ưu để tinh chỉnh máy in mà không tốn nhiều thời gian hay nhựa in.





Mô tả
File In Mẫu Kiểm Tra Chất Lượng In Một Lớp (Single Layer Quality Calibration Prints)
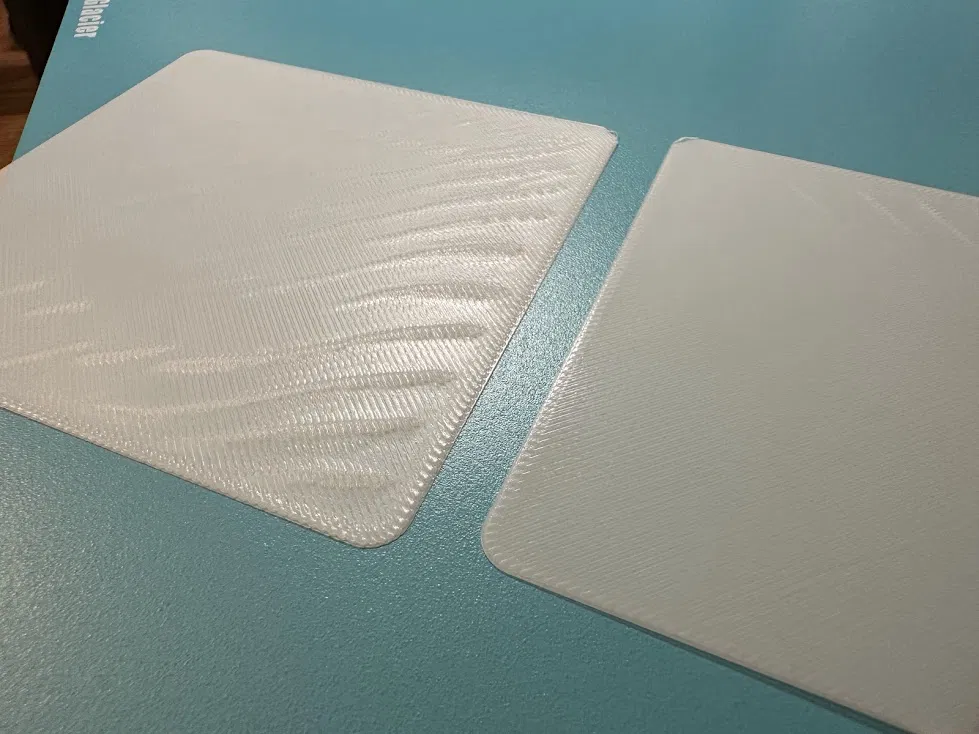
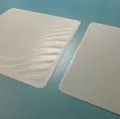
Đây là bộ sưu tập các mẫu in đơn lớp giúp bạn kiểm tra nhanh các vấn đề về chất lượng in như tỷ lệ dòng chảy (flow ratio), z-offset, hoặc pressure advance. Nếu bạn thấy hiện tượng đùn thừa hoặc thiếu (over/under extrusion), đặc biệt là ở lớp đầu tiên (vốn ảnh hưởng rất nhiều đến độ bám dính), thì đây là công cụ dành cho bạn.
Bao gồm các cấu hình in (print profiles) cho kích thước vòi phun (nozzle) 0.2mm, 0.4mm, 0.6mm và 0.8mm.
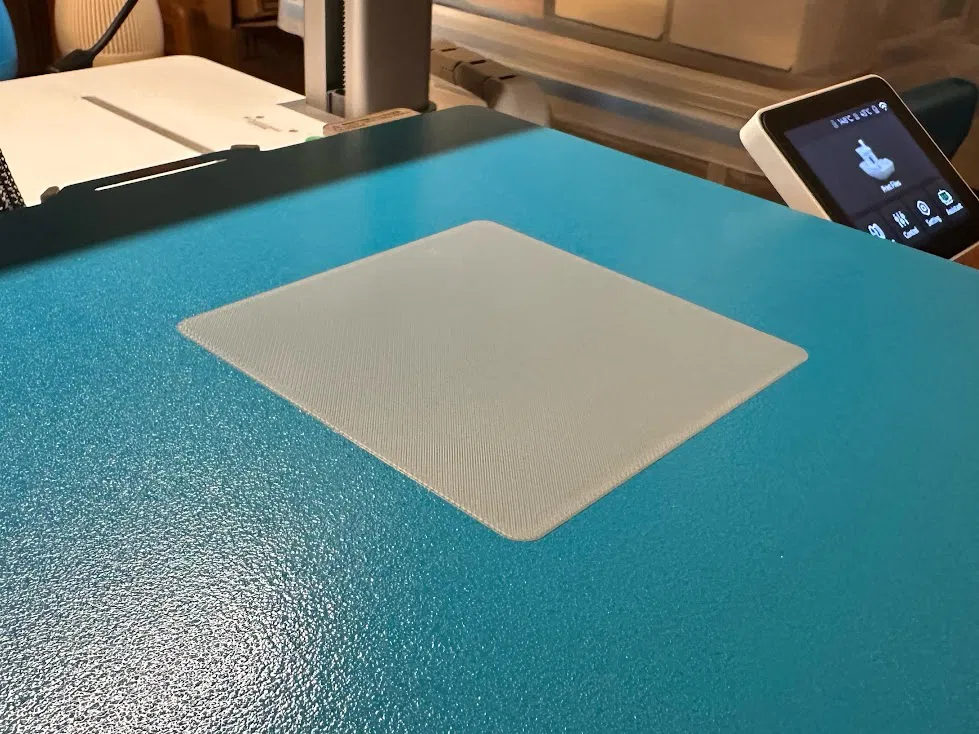
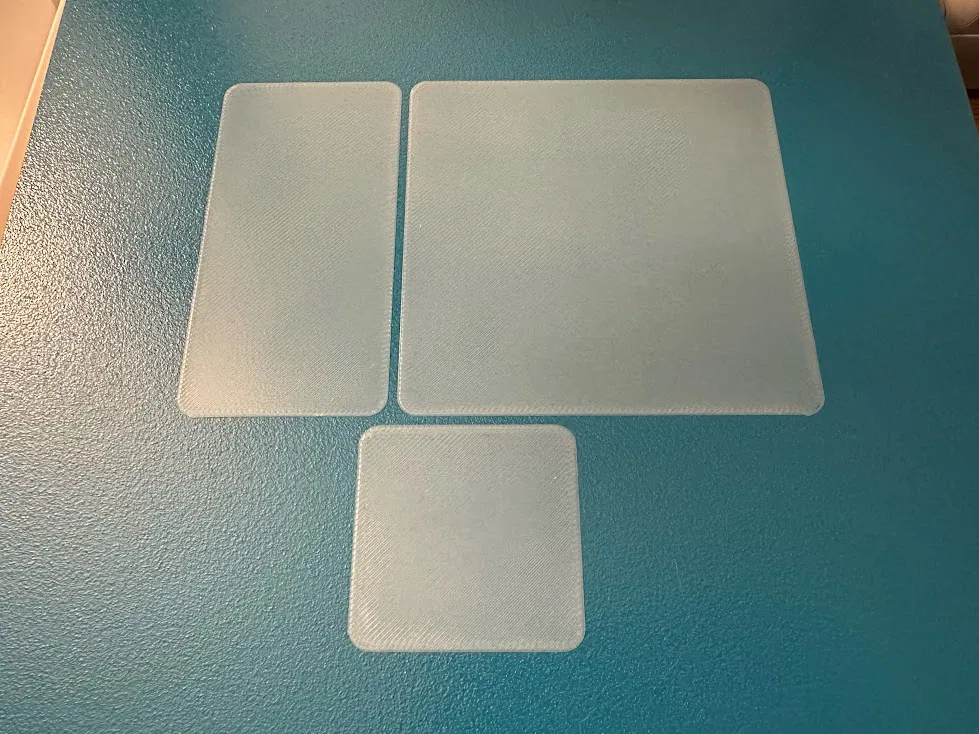
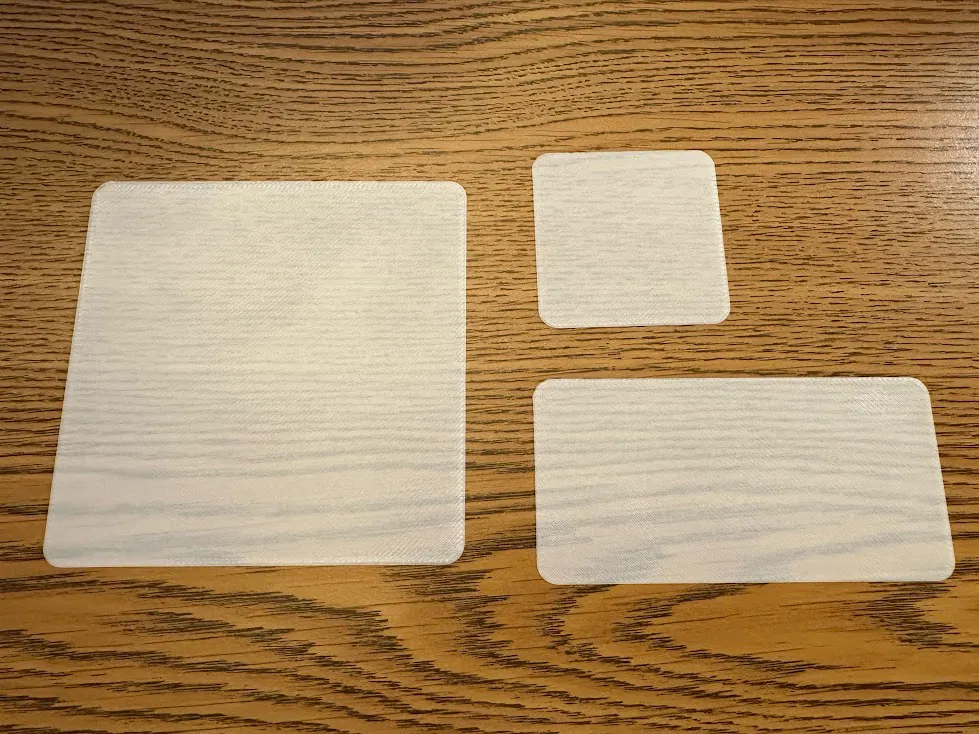
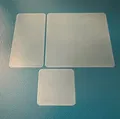
Mỗi cấu hình bao gồm các hình dạng bo tròn kích thước 50x50, 100x50 và 100x100, cho phép bạn in nhanh mà tốn rất ít nhựa. Bạn có thể in nguyên bản, sắp xếp lại hoặc sao chép để bao phủ các khu vực khác nhau trên bàn in. Một cách mình hay dùng là đặt các ô vuông 50x50 ở mỗi góc bàn in và một cái ngay chính giữa. Trong bản cập nhật mới, mình đã cấu hình sẵn một khay in với bố cục này.
Khi nào thì dùng mấy mẫu này?
Nếu bạn thấy bản in có vấn đề và bắt đầu chỉnh thông số, bạn sẽ muốn có cách kiểm tra nhanh sau mỗi lần thay đổi mà không cần phải in cả một vật thể lớn.
Nếu bạn nghi ngờ bị đùn thừa, ngay cả khi đã đặt tỷ lệ flow từ 0.95 đến 1.05, có lẽ bạn cần điều chỉnh các cài đặt khác. Tùy vào loại nhựa, bàn in, nhiệt độ hay môi trường, thiết lập của bạn có thể cần tỷ lệ flow nằm ngoài phạm vi đó, hoặc thay đổi z-offset hay pressure advance (còn gọi là Factor K).
Sau khi đã chạy thử nghiệm flow ratio và quyết định cần thay đổi, bạn có thể in các ô vuông kiểm tra này để đảm bảo cài đặt mới trong slicer (thường là tạo profile nhựa riêng) đã hiệu quả.
Lưu ý rằng bạn có thể gặp hiện tượng "gợn sóng" do các lý do khác ngoài flow ratio. Giảm flow quá nhiều để cải thiện chất lượng có thể gây ra vấn đề khác như nhựa đùn không đủ dẫn đến lớp in giòn, dễ gãy. Hãy cân nhắc chỉnh lại z-offset hoặc pressure advance trước.
Việc siết lại ốc vít, cân bàn, bảo trì máy định kỳ cũng giúp cải thiện chất lượng in đáng kể.
Vì có nhiều nguyên nhân gây lỗi, tài liệu này chỉ là cách nhanh nhất để phát hiện vấn đề và kiểm chứng xem các thay đổi của bạn có hiệu quả hay không.
Việc in các mẫu nhỏ giúp mình cải thiện chất lượng bản in rất nhiều, hy vọng nó cũng giúp được các bạn.
Lịch sử cập nhật:
2025-06-07, 1.1.1
- cập nhật nhẹ hình học
- sửa lỗi lớp in cho vòi 0.6mm và 0.8mm
2025-06-05, 1.1
- thêm gờ nhỏ quanh mỗi hình để dễ lấy ra khỏi bàn in
- cập nhật profile in với cấu hình bàn in mới, giúp kiểm tra toàn diện hơn ngay từ điện thoại
2025-05-29, 1.0
- phát hành lần đầu
- thiết kế đã kiểm chứng và hoạt động tốt
Giấy phép

File mô hình
























Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!